Изобретение относится к обработке металлов давлением, в частности к моделированию процесса раскатки шва сварного . соединения трубы.
Известен способ моделирования на .прессе процесса продольной горячей раскатки шва сварного соединения трубы, включающий деформирование изготовленного из моделирующего материала образца околошовной зоны сварного соединения прямоугольной формы с утолщениями, имитирующими валки усилия шва, по валику усилия шва до уровня толщины основного материала в замкнутом моделирующим калибре, .образованном матрицей и пуансоном, выполненными по профилю прокатных
валков, и ограничителями перемещения деформируемого материала в поперечных от плоскости сварного шва направлениях, и анализ напряженно-деформированного состояния образца после деформирования.
Однако в известном способе ушире- ние образца в процессе деформирования запрещается ограничителями перемещения металла в поперечном относительно шва направлении, что не отвечает условиям реального процесса.
Цель изобретения - повышение достоверности результатов исследования моделирующего образца околошовной зоны трубы.
О
.N
ел о
00
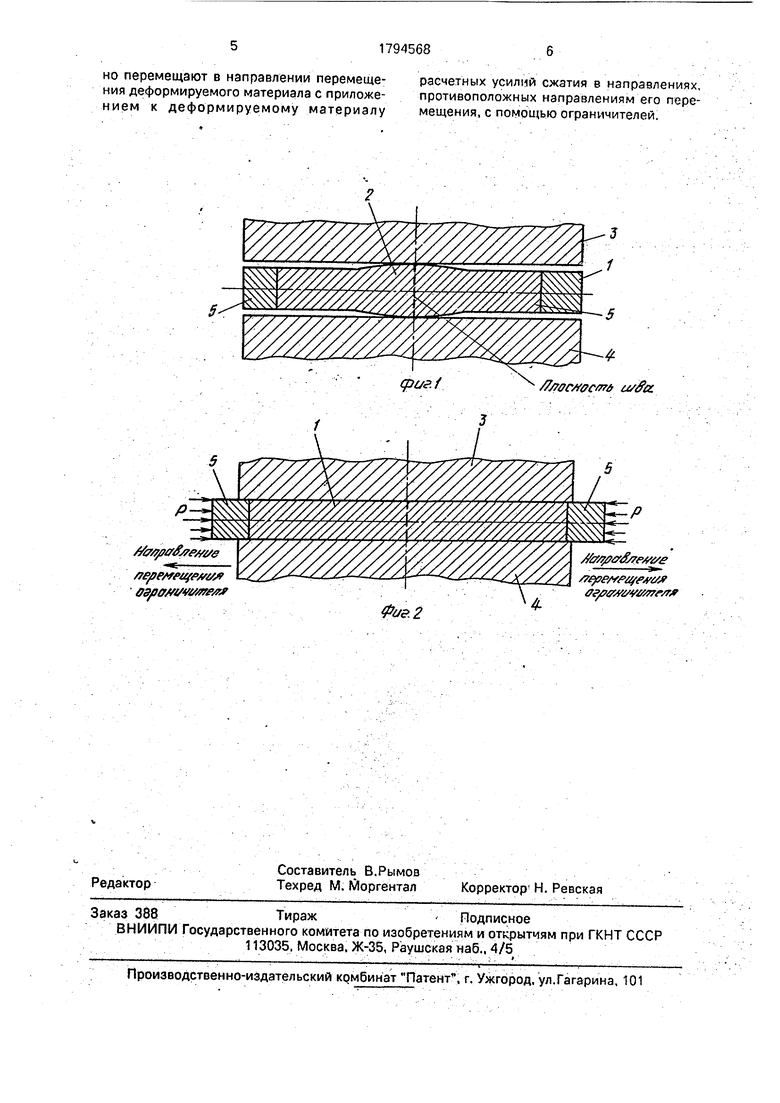
Это достигается тем, что в способе моделирования на прессе процесса продольной горячей раскатки шва сварного соединения трубы, включающем деформирование изготовленного из моделирующего материла образца оклощовной зоны сварного соединения прямоугольной формы с утолщениями, имитирующими валики усиления шва, по валику усиления шва до уровня толщины основного материала в замкнутом моделирующем калибре,образованном матрицей и пуансоном, выполненными по профилю прокатывания валков, и ограничителями перемещения деформируемого материала в поперечных от плоскости сварного шва направлениях, и анализ напряженно-деформированного состояния образца после деформирования, при деформировании ограничители лимитирование перемещают в направлении перемещения деформируемого материла с приложением к деформируемому материалу расчетных усилий сжатия в направлениях, противоположных направлениям его перемещения, через посредство ограничителей.
На фиг.1 изображено начало деформирования моделирующего образца; на фиг.2 его окончание.
Из моделирующего материала (свинца) изготавливают образец 1 околошовной зоны сварного соединения прямоугольной формы с утолщениями 2, имитирующими валики усиления шва. Образец 1 осаживают между пуансоном 3 и матрицей 4, имеющими профиль прокатных валков, в зоне утолщений 2. Деформирование утолщений 2 осуществляют до уровня толщины основного материала. При этом ограничители 5 под воздействием расширяющегося при осадке материала перемещаются в поперечных от плоскости сварного шва направления, но это перемещение лимитировано путем приложения к деформируемому материалу расчетных усилий сжатия Р в направлениях, противоположных направлениям его перемещения, через посредство ограничителей 5. Расчетные усилия сжатия Р имити- руют сопротивление холодной части трубы, которая должна находиться за пределами образца, и могут быть определены по форме
10
Р«
А Е b h2
R3
где А- величина расхождения торцов разрезанного кольца трубы от раскатки шва сварного соединения;
Е - модуль упругости материала;
р-длина кольца;
h - толщина стенки кольца;
R - радиус кольца по нейтральному се- чению.
Пример. Изготовили свинцовые образцы толщиной 14 мм, шириной 100 мм и длиной 170 с усилиями, имитирующими сварной шов, шириной 30 мм и высотой 3 мм. На поверхность образца нанесли координатную сетку с шагом 2,7 мм. Образцы осаживали на прессе усилием 40 тс. Для моделируемой трубы с модулем упругости свинца Е 8200 107н/м2, длина Ь 12000 мм, радиус R 503 мм величина уширения металла Д 5 мм. Усилие сжатия ограничителей составляет
Р
5 -8200 107 10 6 12000 103
36 -3,14 -5033 938 Н( «0,1 тс)
Усилие деформирования на прессе составили 10 тс. Величина лимитированного
перемещения ограничителей составила 2
мм, при этом видимых утолщений стенки
после деформирования не обнаружено.

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для моделирования процесса раскатки шва сварного соединения | 1990 |
|
SU1727973A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА СВАРНОЙ ТРУБЫ | 1994 |
|
RU2104113C1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| Способ производства сварных труб большого диаметра | 1990 |
|
SU1750902A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПИЛЕК | 2003 |
|
RU2251465C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296658C2 |
Использование: для исследования моделирующего образца шва сварного соединения трубы при его горячей раскатке. Сущность изобретения: изготавливают образец околошовной зоны сварочного соединения с утолщениями, имитирующими валики усиления шва. Образец деформируют на прессе по валику усиления шва до толщины основного материала. Деформация осуществляют в калибре, образованном матрицей, пуансоном и ограничителями перемещения материала в поперечных от шва направлениях. При деформации ограничители перемещают в направлении перемещения деформируемого материала. К материалу прикладывают расчетные усилия сжатия через посредство ограничителей. 2 ил. (Л С
Формула изобретения Способ моделирования на прессе процесса продольной горячей раскатки шва сварного соединения трубы, включающий -деформирование изготовленного из моделирующего материала образца околошовной зоны сварного соединения прямоугольной формы с утолщениями, имитирующими валики усиления шва, по валику усиления шва до уровня толщины основного материала в замкнутом моделирующем калибре, образованном матрицей и пуансоном, выполненными по профилю прокатных валков, и ограничителями перемещения деформируемого материала в поперечных от плоскости сварного шва направлениях, и анализ напряженно-деформируемого состояния образца после деформирования, отл и ч а ю щ ийся тем, что, с целью повышения достоверности результатов исследования моделирующего образца околошовной зоны трубы, при деформировании ограничители лимитированно перемещают в направлении перемещения деформируемого материала с приложением к деформируемому материалу
расчетных усилий сжатия в направлениях, противоположных направлениям его перемещения, с помощью ограничителей.
| Петров А.Р | |||
| и др | |||
| Исследование деформации сварных соединений прямошовных труб большого диметра в процессе горячей прокатки при ЛТМО | |||
| В кн.: Актуальные проблемы развития процессов трубного производства | |||
| Тематический сборник научных трудов ВНИТИ МММ СССР | |||
| - М.: Металлургия , 1983, с.73-74. |
