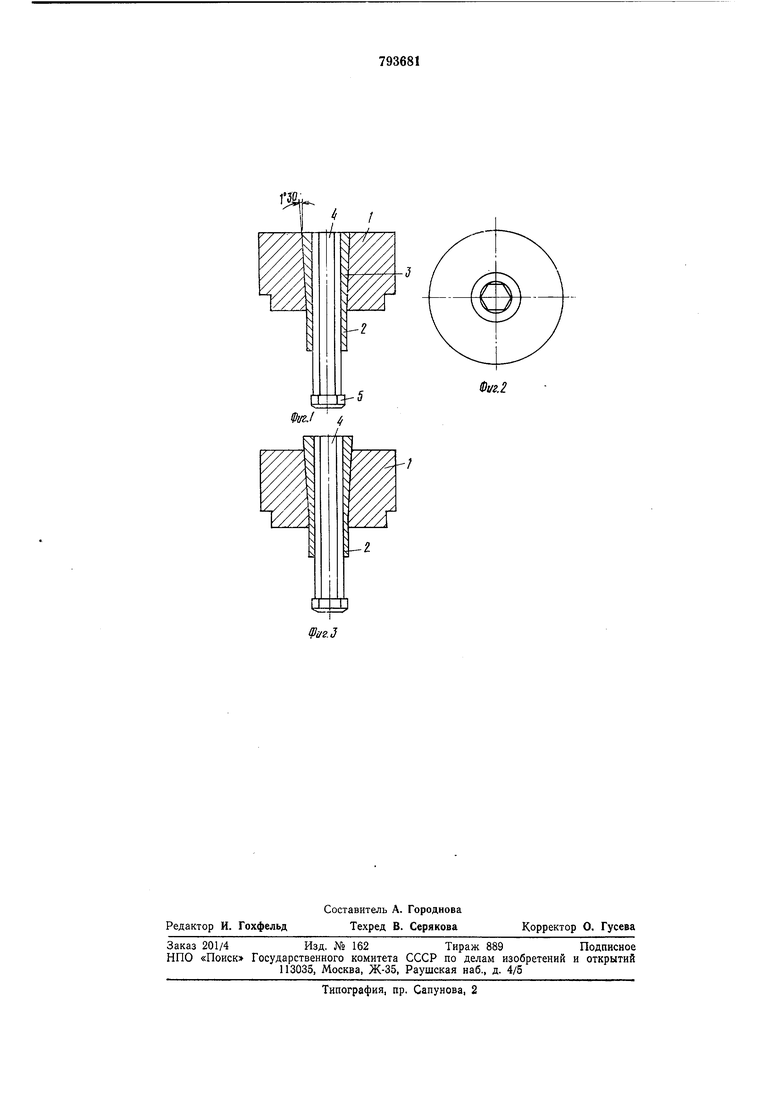
который запрессована направляющая втулка 2 с конической поверхностью 3.
Пуансон 4 выполнен в виде стержня шестигранного сечения, на конце которого размещена рабочая ступень 5.
Для обеспечения необходимого натяга при запрессовке ребрами граней пуансона во втулку внутренний диаметр втулки выполняется меньше диаметра описанной окружности шестигранника на величину натяга при прессовой посадке, при этом втулка, играющая роль бандажа для пуансона, выполняется из стали, применяемой для бандажа, например сталь 40Х, и закалена на необходимую для бандажирования твердость, т. е. HRC 40-45 ед.
Для обеспечения необходимого натяга при запрессовке соединения «пуансон-втулка наружная поверхность втулки в месте контакта с пуансонодержателем выполнена конической с углом наклона образующей 1°30, а в пуансонодержателе с тем же углом выполнена ответная коническая поверхность. Натяг при запрессовке соединения «пуансон-втулка в пуансонодержатель, являющийся коническим бандажом, назначается по 3 классу прессовых посадок.
На фиг. 3 показано начальное положение соединения «пуансон-втулка (до запрессовки в пуансонодержатель). Величина хода при запрессовке в пуансонодержатель указанного соединения с необходимым натягом К определяется из выражения.
К
I
2tga
где / - величина хода при запрессовке; К. - величина натяга; а - угол наклона образующей втулки, а 1°30.
Пуансонодержатель выполняется из стали, применяемой для бандажной, например сталь 40Х, и закален на необходимую для бандажирования твердость, т. е. HRC40- 45 ед.
При ходе пуансона вниз направляющая втулка центрируется по матрице до начала выдавливания, так как центрирование пуансона в процессе выдавливания приводит к разностенностн детали и снижает стойкость пуансона. Преимуществом предлагаемой конструкции по сравнению с прототипом является форма пуансона, имеющего по всей длине, кроме формообразующего основания, постоянное сечение, что исключает концентрацию напряжений, имеющуюся в ступенчатом пуансоне прототипа. Указанное преимущество предлагаемой конструкции пуансона обеспечивает повышенную стойкость пуансОна по сравнению с прототипом.
Кроме того, трудоемкость изготовления сменного пуансона постоянного сечения значительно ниже, чем трудоемкость изготовления многоступенчатого пуансона в прототипе.
При реализации предлагаемого узла .крепления снижается трудоемкость по сравнению с прототипом в 2-3 раза за счет
замены многоступенчатой конструкции пуансона со значительными перепадами сечений на конструкцию с постоянным сечением пуансона, что позволяет снизить расход инструментальной стали при изготовлении
пуансонов в 1,8-2,5 раза.
Повышение стойкости пуансонов предлагаемой конструкции по сравнению с конструкцией прототипа позволит снизить затраты на изготовление сменных пуансонов
в 1,5-2 раза.
Формула изобретения
Узел крепления и центрирования пуансона, содержащий пуансонодержатель и направляющую пуансон по матрице втулку, жестко связанную с нерабочей ступенью пуансона, отличающийся тем, что, с целью повышения стойкости пуансона при
обратном выдавливании деталей с многогранным глухим отверстием, пуансонодержатель выполнен в виде конического бандажа, охватывающего направляющую втулку с установленным в ней пуансоном, нерабочая ступень которого выполнена в виде стержня постоянного многогранного сечения, а направляющая втулка выполнена с конической поверхностью, контактирующей с конической поверхностью, пуансонодержателя.
Источники информации, принятые во внимание при экспертизе
1.Холодная объемная штамповка под редакцией Навроцкого, Г. А. 1973, с. 198,
рис. 44а.
2.Головин В. А. и др. Технология холодной штамповки выдавливанием, М., 1970, с. 116, рис. 42.
3. Холодная объемная штамповка под редакцией Навроцкого Г. А., 1973, с. 198, рис. 44 б (прототипа).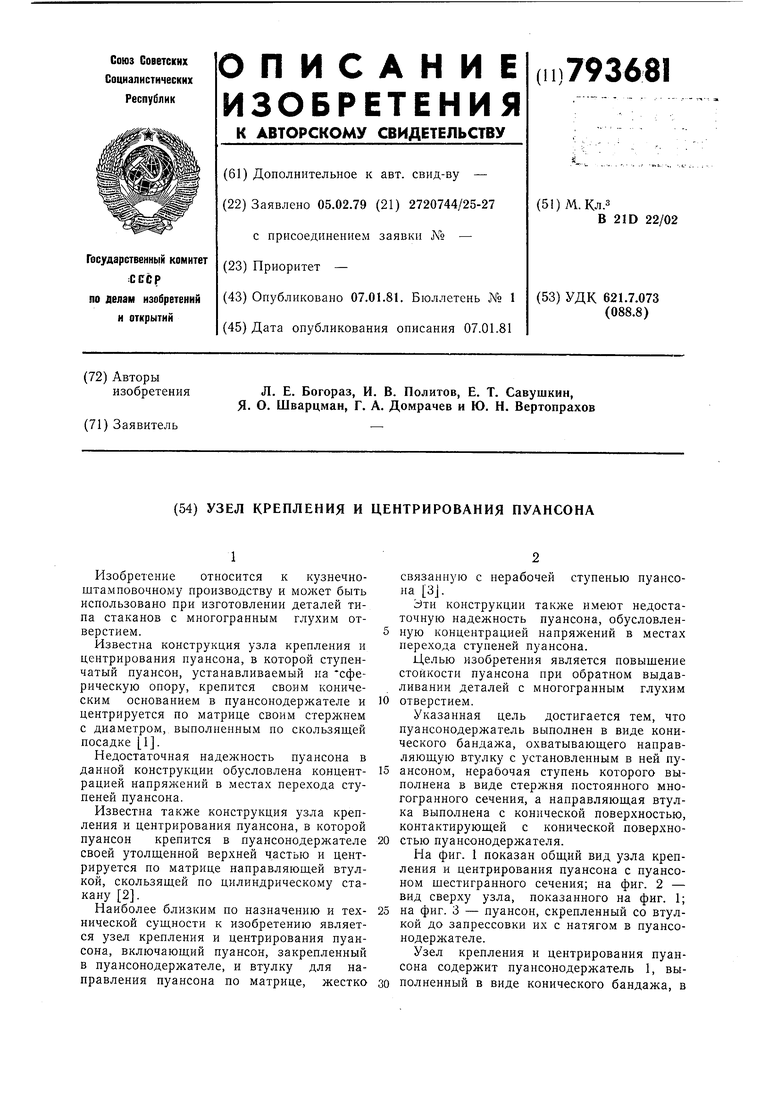
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный формообразующий инструмент с овалообразной формой гравюры | 1979 |
|
SU897358A1 |
| Пуансон для выдавливания рельефных полостей | 1991 |
|
SU1794580A1 |
| Способ изготовления ступенчатыхдЕТАлЕй | 1979 |
|
SU821014A1 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
| Инструментальный узел к штампам,преимущественно для выдавливания | 1985 |
|
SU1263418A1 |
| Штамп для выдавливания деталей типа стаканов с ребрами и ступицей | 1980 |
|
SU927404A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| Способ а.в.весницкого получения изделий с полостью | 1977 |
|
SU722646A1 |