Изобретение относится к оборудованию для электроконтактной сварки узлов радиодеталей, в частности для приварки выводов к корпусам конденсаторов.
Целью изобретения является повыше- нме качества сварки.
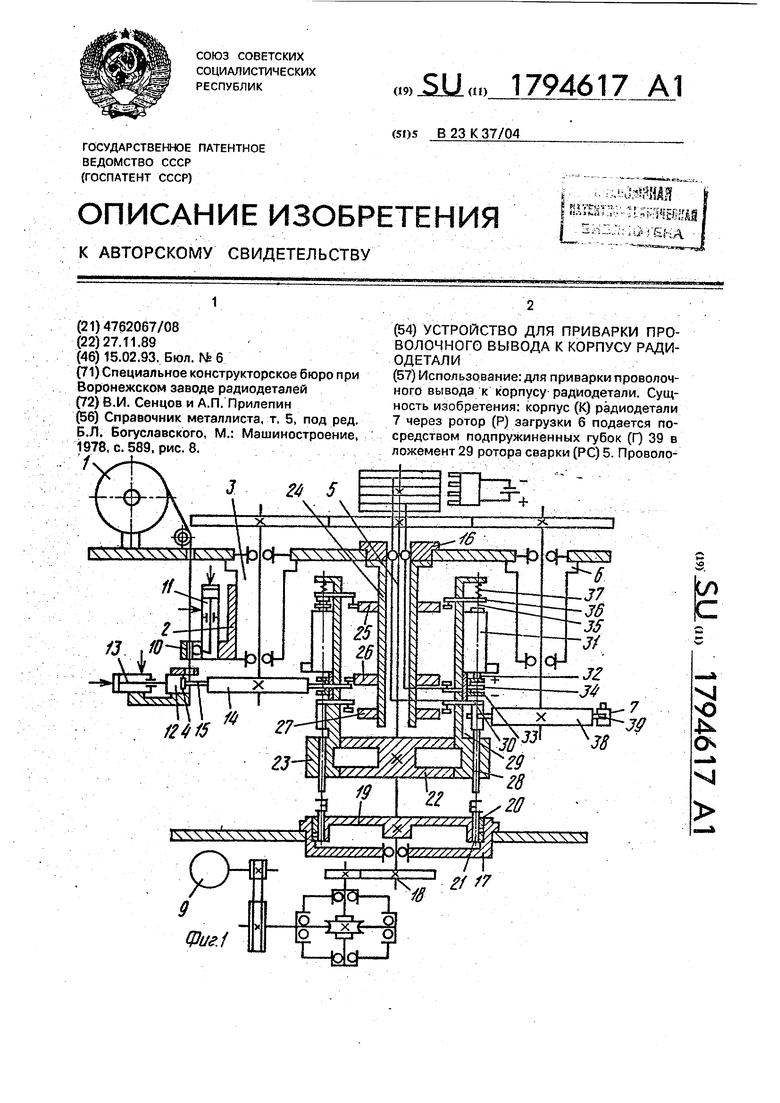
На фиг. 1 показана схема устройства, общий вид.
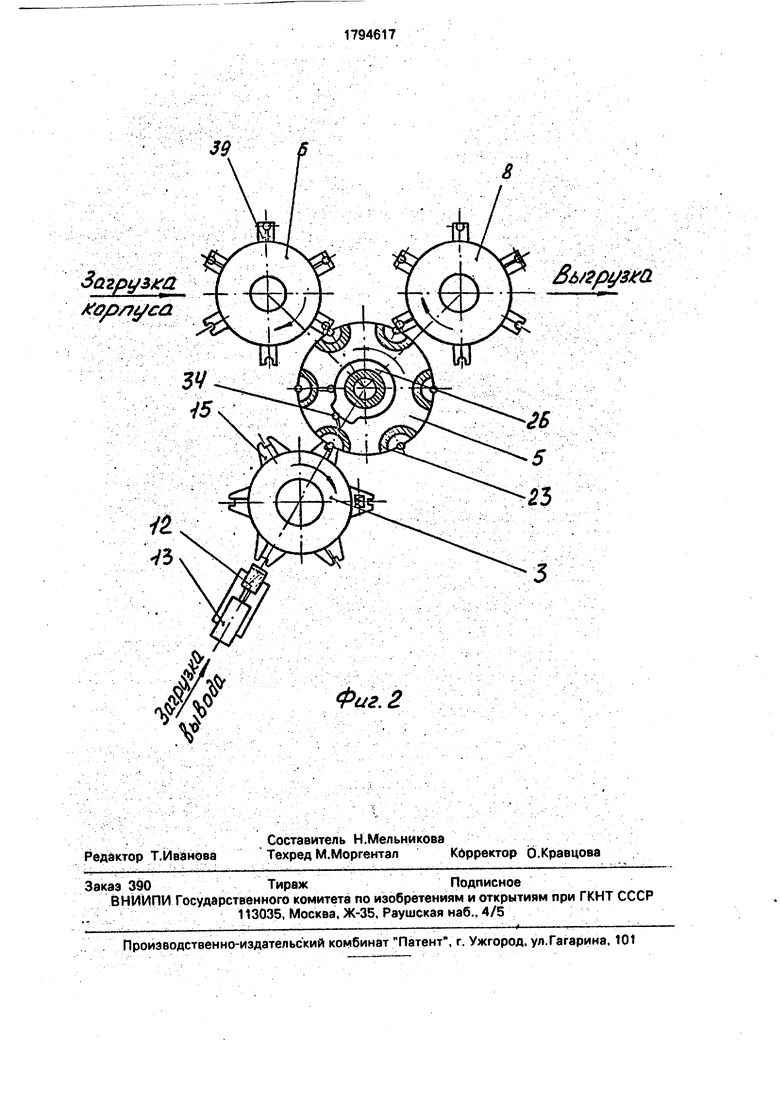
На Фиг. 2 - то же. вид в плане.
Устройство содержит катушку 1 со ста- лемедной проволокой, механизм 2 подачи проволоки и отрезки вывода, ротор 3 для транспортировки вывода 4, ротор сварки 5, ротор загрузки б корпусов 7 радиодеталей, механизм выгрузки сваренных изделий, вы- полненный в виде ротора 8, и привод 9.
Механизм 2 подачи проволоки и отрезки вывода установлен стационарно на основании и состоит из каретки 10, подающего пневмоцилиндра 11, механизма 12 резки проволоки и отрезного цилиндра 13.
Ротор 3 для транспортировки вывода состоит из закрепленного на основании стакана, в котором на подшипниках качения установлен вал с закрепленным на нем транспортным диском 14 и зубчатым колесом. На транспортном диске 14 радиально расположены подпружиненные клещевые транспортные губки 15.
Сварочный ротор 5 состоит из непод- вижно закрепленных стаканов 16 и 17, в которых на подшипниках качения установлен вал 18, на нижнем конце которого жестко закреплен барабан 19 с копиром 20, и установленными на нем с возможностью возвратно-поступательного перемещения ползунами 21. В средней части вала 18 жестко установлен блокодержатель 22, в рас- точках которого установлены быстросъемные сварочные блоки 23, а на стакане 16 жестко закреплен полый копиро- держатель 24, в котором жестко закреплены неподвижные соосные копиры 25, 26, 27.
В расточках сварочного блока 23 соосно размещены толкатель 28, ложемент 29 с за-
хватными контактными губками 30 для корпуса радиодетали и сварочный электромагнит 31 со штоком 32 для подачи вывода к корпусу радиодетали. Причем толкатель 28 соединен шарнирно с ползуном 21. Часть штока 32 со стороны ложемента 29 оснащена насадкой 33 с прижимом 34 для вывода и с центрирующими губками (не показано), а противоположная его часть оснащена упором 35 и фиксатором 36. Возврат штока 32 электромагнита осуществляется пружиной 37.
Ротор загрузки 6 корпусов радиодеталей, также как и ротор 8 выгрузки готовых изделий, состоит из закрепленного на основании стакана, в котором на подшипниках качения установлен вал с закрепленным на нем транспортным диском 38. На транспортном диске 38 радиально расположены подпружиненные губки 39.
Вращение от привода 9 передается через зубчатые зацепления на ротор 3 для транспортировки вывода, ротор загрузки 6 и ротор 8 выгрузки сваренных изделий и ка ротор сварки 5.
Устройство работает следующим образом.
Корпус 7 радиодетали из вибробункера поштучно через ротор загрузки 6 посредством подпружиненных губок 39 с помощью переталкивателей (не показано) подается в ложемент 29 ротора сварки 5, где он центрируется боковой поверхностью и поджимается снизу толкателем 28. а сверху зажимается захватными контактными губками 30 посредством копира 27.
Проволока протягивается на шаг кареткой 10 в зону механизма 12 отрезки проволоки, где от проволоки с помощью отрезного цилиндра 13 отрезается вывод 4 мерной длины и заталкивается в клещевые транспортные губки 15. Затем в зоне взаимодействия диска 14 транспортного ротора 3 со сварочным блбком 23 вывод 4 посредством прижима 34 передается из губок 15 в
центрирующие губки насадки 33 с зазором между торцом вывода 4 и торцом корпуса 7 радиодетали. Далее управление прижимом 34 осуществляется копиром 26 и в момент, когда вывод 4 не зажат прижимом 34, он падает под собственным весом до соприкосновения своим торцом с торцом корпуса 7 радиодетали, то есть образуется нулевой зазор. После этого под действием копира 25 фиксатор 36 освобождает упор 35 и насадка 33 вместе с зажатым выводом 4 через шток электромагнита 31 под действием пружины 37 перемещается вверх, образуя заданный зазор, необходимый для образования сварочной дуги между торцом вывода 4 и торцом корпуса 7 радиодетали. Затем на сварочный электромагнит 31 через коллектор со скользящими контактами сварочного ротора 5 подается импульс напряжения, и шток 32 электромагнита 3-1
перемещает насадку 33 с выводом 4 по направлению к корпусу 7 радиодетали. Одновременно к выводу 4 через прижим 34 и к корпусу 7 радиодетали через захватные контактные губки 30 подается сварочный ток и поджигающий высоковольтный импульс. Происходит внедрение сталемедного вывода 4 в расплавленный торец алюминиевого корпуса 7 радиодетали. При дальнейшем
повороте ротора сварки 5 в зону выгрузки захватные контактные губки 30 и прижим 34 посредством копиров 26 и 27 разжимаются, а толкатель 28, соединенный шарнирно с ползуном 21, под действием копира 20 перемещается вниз, освобождая корпус 7 радиодетали с приваренным выводом 4. Одновременно губки ротора выгрузки 8 захватывают корпус 7 радиодетали с приваренным выводом 4 и переносят его на
другие технологические операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Устройство для контроля электрических параметров радиодеталей | 1987 |
|
SU1619349A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Контактное устройство | 1981 |
|
SU1045290A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для приварки проволочногоВыВОдА K КОРпуСу РАдиОдЕТАли | 1979 |
|
SU831461A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Устройство для контроля и сортировки радиодеталей с однонаправленными выводами,преимущественно конденсаторов,по электрическим параметрам | 1985 |
|
SU1275567A1 |
| Устройство для приварки фольгового вывода к дну корпуса радиодетали | 1973 |
|
SU454596A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
Формула изобретения
Устройство для приварки проволочного вывода к корпусу радиодетали, содержащее смонтированные на основании механизмы подачи проволоки и отрезки вывода, ротор для транспотировки выводов, механизмы подачи и фиксации корпуса радиодетали, ротор сварки со сварочными блоками и механизм выгрузки сваренных изделий,о т л и- ч а ю щ е е с я тем, что, с целью повышения качества сварки, каждая позиция ротора сварки оснащена толкателем и ложементом
с захватными контактными губками для корпуса радиодетали, электромагнитом со штоком для подачи вывода к корпусу радиодетали, часть штока со стороны ложемента оснащена насадкой с прижимом для вывода, противоположная его часть оснащена упором, при этом устройство оснащено фиксатором, установленным с возможностью взаимодействия с упором и соосными копирами, расположенными с возможностью взаимодействия с фиксаторами, прижимами и захватными контактными губками.
$/
Фиг.2
