(54) УСТРОЙСТВО ДЛЯ ПРИВАРКИ ПРОВОЛОЧНОГО ВЫВОДА К КОРПУСУ РАДИОДЕТАЛИ
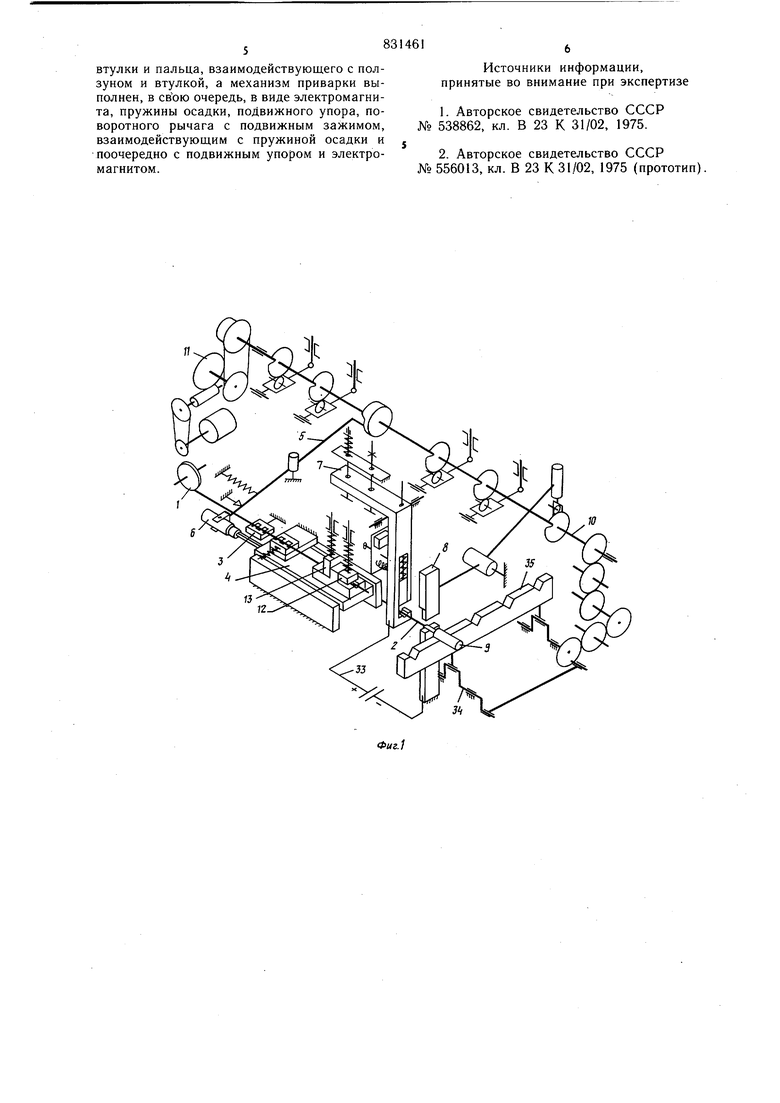
кинематически связаны посредством тросов управления с кулачково-распределительным валом 10. Подающая каретка 4 шарнирно соединена с приводом 5 через комненсатор 6, содержащий втулку 14 с размещенными в ней пружиной 15, ползуном 16 и пальцем 17. Компенсатор б обеспечивает дополнительное перемещение подающей каретки 4 относительно привада 5 посредством пружины 15, перемещающей ползун 16 относительно втулки 14 с пальцем 17 через продольный паз в ползуне.
Механизм 7 приварки выводов состоит из стойки 18, на которой неподвижно закреплен через изолирующую прокладку 19 кронштейн 20 с установленными на нем подвижным упором 21, пружиной 22 осадки, электромагнитом 23, регулируемыми упорами 24, 25 и поворотным рычагом 26, несущим на себе подвижный подпружиненный зажим 27 и контактную губку 28.
Поворотный рычаг 26, посредством конусных подпятников 29 щарнирно соединен с кронштейном 20, кинематически связан с подвижным упором 21, подвижным зажимом 27, пружиной осадки 22 и через электроуправление связан с электромагнитом 23. В свою очередь подвижный упор 21 и подвижный зажим 27 кинематически связаны, посредством тросов управления, с кулачковораспределительным - валом 10. Механизм 8 фиксации корпусов 9 радиодеталей содержит неподвижную, закрепленную на основании устройства, контактную губку 30 и подвижную контактную губку 31, установленйую на новоротном рычаге 32. Контактные губки 28 и 30 снабжены токоподводами, включенными в сварочную цепь 33. Устройство снабжено механизмом 34 подачи корпусов, содержащим щаговую линейку 35 и кинематически связанным с кулачковораспределительным валом 10, а также вибробункером и механизмом загрузки (на чертеже не показаны).
Устройство работает следующим образом.
Корпус 9 радиодетали из вибробункера, пощтучно, посредством загрузочного устройства подается на шаговую линейку 35, передающую его в механизм 8 фиксации корпусов, в котором он фиксируется контактными губками 30 и 31. Проволока, зафиксированная в зажимном механизме 12, протягивается через механизм 3 рихтовки с помощью подающей каретки 4 и затем от нее отделяется механизмом 13 резки проволоки вывод 2, который подается в механизм 7 приварки выводов до встречи с торцом корпуса 9. При этом подающая каретка 4, с началом движения привода 5, остается неподвижной за счет сжатия пружины 15 и наличия продольного паза в ползуне 16 компенсатора 6, так как усилие с которым проволока протягивается через механизм рихтовки значительно больше усилия пружины 15 . После отрезки вывода и встречи вывода с корпусом радиодетали, подающая каретка 4 получает посредством компенсатора 6 дополнительное перемещение, необходимое для компенсации неточности размеров корпусов радиодеталей по длине и неточности их установки в механизме 8 фиксации. После этого вывод 2 фиксируется подвижным зажимом 27 и контактной губкой 28 механизма 7 приварки, а зажимной механизм 12 освобождает вывод, после чего подающая каретка 4 возвращается в исходное положение. Рычаг 26 с зафиксированным в нем выводом 2 находится в вертикальном положении на определенном расстоянии от механизма 8 фиксации корпусов и регулируемого упора 24. Рычаг 26 занимает
вертикальное положение под действием подвижного упора 21, сжимая пружину 22 осадки до определенного усилия. Последующим освобождением рычага 26 от подвижного упора 21 и включением от цепи управления электромагнита 23 осуществляется поворот рычага 26 на величи-ну зазора между рычагом 26 и регулируемым упором 24, тем самым создается определенный зазор между выводом 2 и корпусом 9 радиодетали. Одновременно с включением электромагнита 23 подается импульс переменного тока через сварочную цепь 33 на контактные губки 28 и 30. В процессе образования зазора между выводом 2 и корпусом 9 между губками 28 и 30 образуется дугообразный разряд. После этого подача
сварочного импульса и импульса управления на электромагнит прекращается. При этом происходит поворот рычага 26 под действием пружины 22 осадки в обратном направлении на величину, настраиваемую упором 25, тем самым осуществляется внедрение
вывода 2 в корпус 9 радиодетали и формирование сварного соединения.
Контактная губка 31 механизма 8 фиксации корпусов и зажим 27 рычага 26 механизма 7 приварки поднимается, освобождая
корпус с приваренным выводом, а шаговая линейка 35 переносит корпус на следующую позицию. Затем цикл работы повторяется.
Формула изобретения
Устройство для приварки проволочного вывода к корпусу радиодетали, содержащее механизм подачи и фиксации корпусов, привод с кулачково-распределительным валом, установленную с возможностью возвратно-поступательного перемещения в горизонтальной плоскости каретку с механизмами подачи зажима и резки проволоки и механизм приварки, отличающееся тем, что, с целью повышения качества за счет стабилизации усилия осадки, устройство снабжено компенсатором, расположенным между приводом и кареткой, выполненным в виде ползуна с продольным пазом, подпружиненной
втулки и пальца, взаимодействующего с ползуном и втулкой, а механизм приварки выполнен, в свЪю очередь, в виде электромагнита, пружины осадки, подвижного упора, поворотного рычага с подвижным зажимом, взаимодействующим с пружиной осадки и поочередно с подвижным упором и электромагнитом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 538862, кл. В 23 К 31/02, 1975.
2.Авторское свидетельство СССР
556013, кл. В 23 К 31/02, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Устройство для приварки проволочного выхода к корпусу радиодетали | 1975 |
|
SU556013A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1975 |
|
SU538862A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1199541A1 |
| Устройство для приварки алюминиевого лопаточного вывода к биметаллическому выводу | 1987 |
|
SU1524980A1 |
| УСТРОЙСТВО ДЛЯ РАССОРТИРОВКИ РАДИОДЕТАЛЕЙ С ОСЕВЫМИ ВЫВОДАМИ | 1969 |
|
SU240097A1 |
| Контактное устройство | 1981 |
|
SU1045290A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами | 1987 |
|
SU1413737A1 |

13
