Изобретение относится к области машиностроения и может быть использовано для непрерывной обработки деталей с отверстием.
Известна установка для непрерывной обработки деталей, содержащая передаточный конвейер и установленный неподвижно на основании режущий инструмент. Устройство предназначено только для наружной обработки и не может быть использовано для обработки сквозных отверстий в непрерывном режиме.
Наиболее близкой к предлагаемой является автоматическая линия (прототип),
Устройство-прототип имеет тот же недостаток.
Цель изобретения - расширение технологических возможностей за счет обеспече- нйя законченного цикла обработки горизонтально расположенных отверстий.
Существенность отличий заявляемого технического решения по сравнению с известным заключается в том, что автоматическая линия, преимущественно для обработки отверстий в деталях, содержащая закрепленные на станине обрабатывающие узлы и. конвейер с бесконечным тяговым органом, снабженным базирующими элементами для деталей, и зажимные приспособления с поочередным циклом работы посредством связанных с системой управления датчиков положения, имеет ззжимные приспособления, выполненные в виде по меньшей мере трех захватных органов, перед каждым из которых установлен соответствующий датчик положения, предназначенный для определения наличия детали под обработку, а обрабатывающие узлы выполнены в виде единого инструментального блока, продольная ось которого
«™А
параллельна продольной оси конвейера, причем на блоке выполнены опорные шейки, число которых-равно числу захватных органов, а каждый захватный орган установлен с возможностью взаимодействия с оответствующей ему опорной шейкой инсрументального блока.
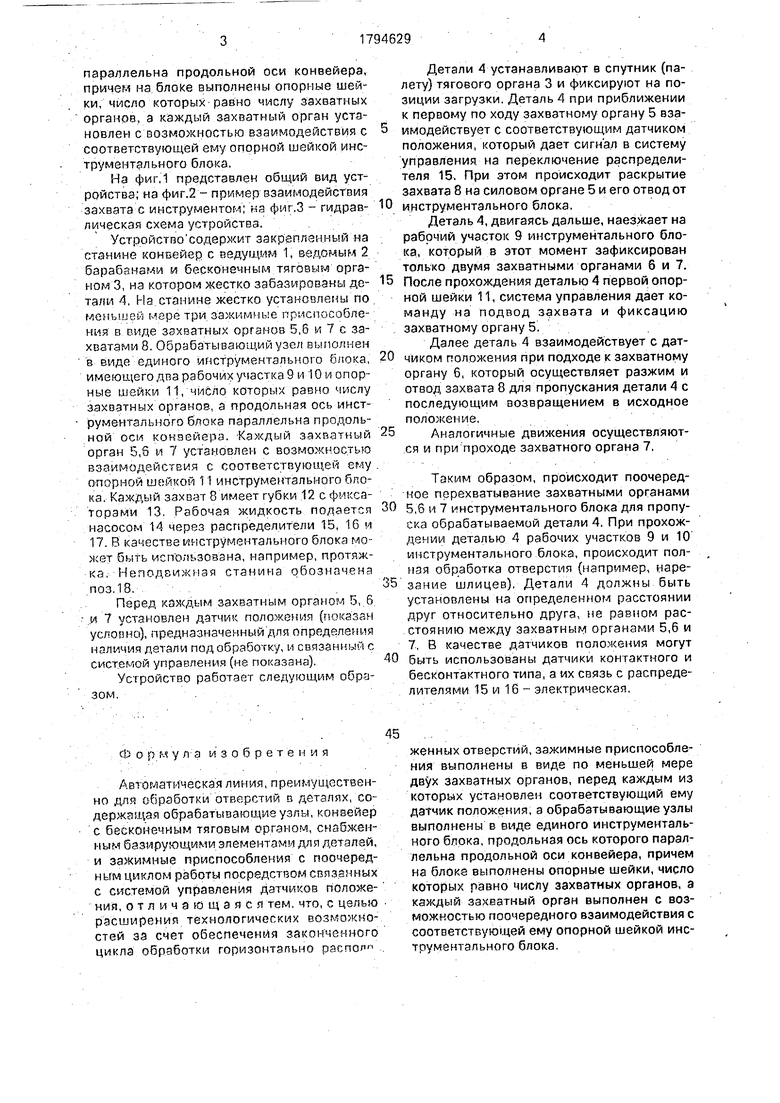
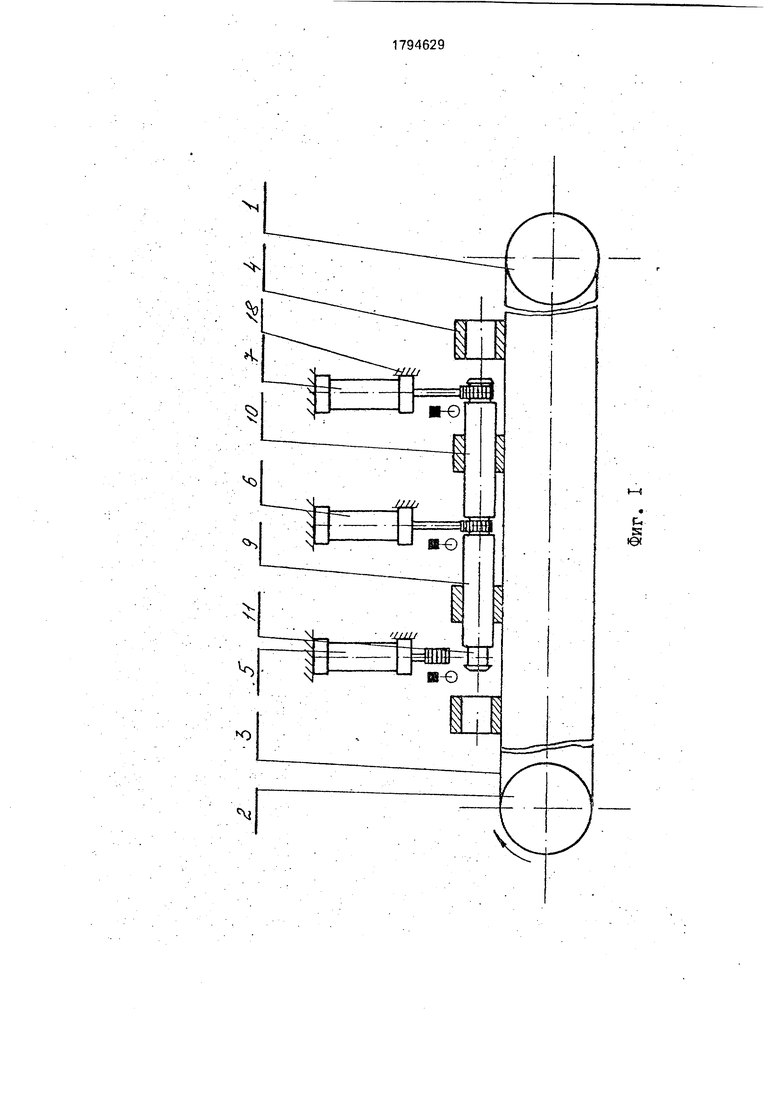
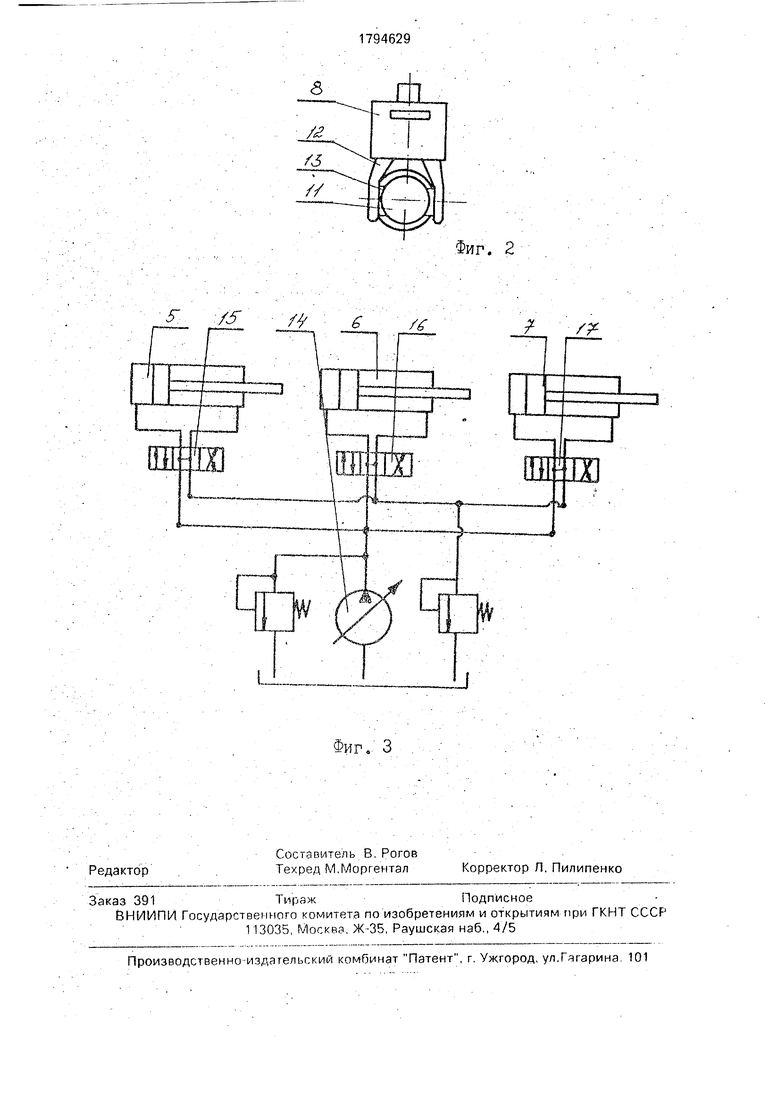
На фиг,1 представлен общий вид устройства; на фиг.2 - пример взаимодействия ахвата с инструментом; ка фиг.З - гидравическая схема устройства.
Устройство содержит закрепленный на танине конвейер с ведущим 1, ведомым 2 барабанами и бесконечным тяговым органом 3, на котором жестко забазированы деали 4, На.станине жестко установлены по меньшей мере три зажимные приспособления в виде захватных органов 5,6 и 7 с захватами 8. Обрабатывающий узел выполнен в виде единого инструментального блока, имеющего два рабочих участка 9 и 10 и опорные шейки 11, число которых равно числу захватных органов, а продольная ось инструментального блока параллельна продольной оси конвейера. -Каждый захватный орган 5,5 и 7 установлен с возможностью взаимодействия с соответствующей ему опорной шейкой 11 инструментального блока. Каждый захват 8 имеет губки 12 с фиксаторами 13. Рабочая жидкость подается насосом 14 через распределители 15, 16 и 17. В качестве инструментального блока может быть использована, например, протяжка, Неподвижная станина обозначена поз.18.-..
Перед каждым захватным органом 5, 6.
.и 7 установлен датчик положения (показан
условно), предназначенный для определения
наличия детали под обработку, и связанный с
системой управления (не показана).
Устройство работает следующим образом..
Детали А устанавливают в спутник (па- лету) тягового органа 3 и фиксируют на позиции загрузки. Деталь 4 при приближении к первому по ходу захватному органу 5 взаимодействует с соответствующим датчиком положения, который дает сигнал в систему управления на переключение распределителя 15. При этом происходит раскрытие захвата 8 на силовом органе 5 и его отвод от
инструментального блока.
Деталь 4, двигаясь дальше, наезжает на рабочий участок 9 инструментального блока, который в этот момент зафиксирован только двумя захватными органами б и 7.
После прохождения деталью 4 первой опорной шейки 11, система управления дает команду на подвод захвата и фиксацию захватному органу 5.
Далее деталь 4 взаимодействует с датчиком положения при подходе к захватному органу б, который осуществляет разжим и отвод захвата 8 для пропускания детали 4 с последующим возвращением в исходное положение.
Аналогичные движения осуществляются и при проходе захватного органа 7,
Таким образом, происходит поочередное перехватывание захватными органами
5,6 и 7 инструментального блока для пропуска обрабатываемой детали 4. При прохождении деталью 4 рабочих участков 9 и 10 инструментального блока, происходит полная обработка отверстия (например, нарезаиие шлицев). Детали 4 должны быть установлены на определенном расстоянии друг относительно друга, не равном расстоянию между захватным органами 5,6 и 7. В качестве датчиков положения могут
быть использованы датчики контактного и бесконтактного типа, а их связь с распределителями 15 и 16 - электрическая.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1991 |
|
RU2012453C1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Устройство для транспортирования изделий через ванны | 1987 |
|
SU1479402A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Устройство для извлечения ястыков икры из тушки рыбы | 1988 |
|
SU1816196A3 |
| РАСПИЛОВОЧНЫЙ СТАНОК | 1993 |
|
RU2046712C1 |
| Устройство для обрезки шеек семян луковичных | 1972 |
|
SU440134A1 |
| ТОКАРНЫЙ СТАНОК И СПОСОБ ТОЧЕНИЯ ЗАГОТОВОК | 2017 |
|
RU2751951C2 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
Использование: механообработка сквозных горизонтальных отверстий в деталях в непрерывном режиме. Сущность изо- бретения:автоматическая линия содержит .конвейер с бесконечным тяговым органом и обрабатывающие узлы в виде единого инструментального блока. Ось блока параллельна продольной оси конвейера. Зажимные приспособления имеют вид захватных органов. На блоке предусмотрены опорные шейки, с. которыми взаимодействуют поочередно захватные органы, обеспечивая фиксацию блока инструментов. При работе конвейера и подходе детали под обработку датчик положения выдает сигнал для подъема соответствующего захватного органа и обработки отверстия первым по ходу технологического процесса инструментом. Далее цикл повторяется уже с другим захватным органом и другим рабочим участком блока. 3 ил.
Формула изобретения
Автоматическая линия, преимущественно для обработки отверстий в деталях, содержащая обрабатывающие узлы, конвейер с бесконечным тяговым органом, снабженным базирующими элементами для деталей, и зажимные приспособления с поочередным циклом работы посредством связанных с системой управления датчиков положения, отличающаяся тем, что, с целью расширений технологических возможно-. стей за счет обеспечения законченного цикла обработки горизонтально распол«
женных отверстий, зажимные приспособления выполнены в виде по меньшей мере двух захватных органов, перед каждым из которых установлен соответствующий ему датчик положения, а обрабатывающие узлы выполнены в виде единого инструментального блока, продольная ось которого параллельна продольной оси конвейера, причем на блоке выполнены опорные шейки, число которых равно числу захватных органов, а каждый захватный орган выполнен с возможностью поочередного взаимодействия с соответствующей ему опорной шейкой инструментального блока.
Фиг. 3
.Фиг. Z
| Справочник технолога-машиностроителя под ред | |||
| Косиловой А | |||
| Г | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 0 |
|
SU376211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
