1
Изобретение относится к машиностроению и может быть использовано на автоматических линиях для абразивной зачистки отливок в литейных цехах.
Известны автоматические линии для абразивной обработки отливок, установленные в литейных пехах, на которых отливка перемещается на позицию обработки при помощи стола с возвратно-поступательным движением, несущим на себе зажимные приспособления для крепления обрабатываемой отливки. В конце хода стола отливка освобождается и сталкивается на другой стол, где продолжается зачистка других поверхностей.
Однако на этих линиях зажатые отливки, проходя позицию обработки, -передаются дальше по линии, и только после этого освободивщиеся зажимные приспособления возвращаются обратно для приема новых деталей, на возврат затрачивается дополнительное время, что снижает производительность линии.
В предлагаемой линии для повышения ее производительности над транспортером установлены подвижные каретки, поочередно взаимодействующие выдвижными упорами с транспортером и несущие зажимы для отливок.
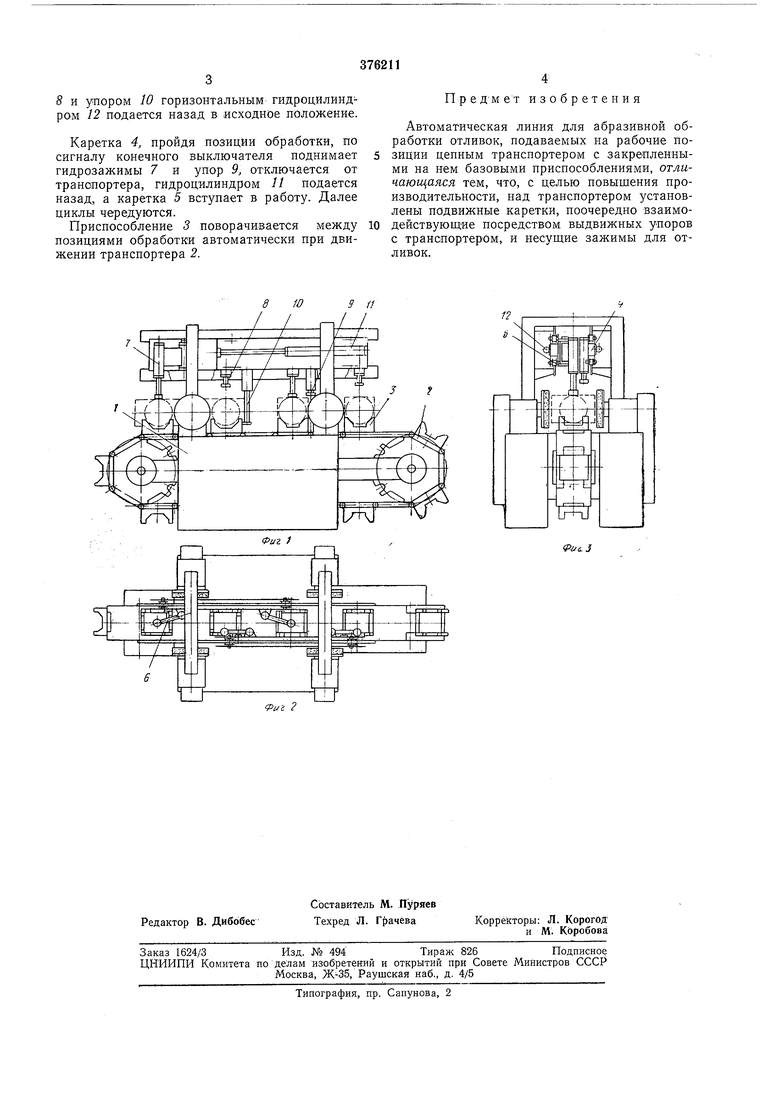
На фиг. 1 изображен транспортер с каретками, общий вид, на фиг. 2 - то же, вид сверху, на фиг. 3 - то же, вид сбоку.
Устройство для зажима отливок на автоматических линиях при абразивной зачистке состоит из сварной рамы 1, внутри которой размещен цепной вертикально-замкнутый транспортер 2, на звеньях которого установлены базирующие поворотные приспособления 3.
Над транспортером на раме параллельно установлены две подвижные каретки 4 и 5. На боковых стенках кареток смонтированы поворотные кронщтейны 6 с гидрозажимами 7 и S на концах. В корпусах кареток для связи их с транспортером расположены упоры 9 и 10. На раме против каждой из кареток размещены по одному горизонтальному гидроцилиндру 11 и 12 для возврата кареток на исходную позицию.
Отливки одним из известных способов крепятся на базирующие поворотные приспособления 3 движущегося цепного транспортера 2.
Над транспортером, по бокам рамы, в направляющих установлены параллельно две каретки 4 тл 5, каждая из которых поочередно вступает в работу, т. е. с помощью гидрозажимов 7 зажимает отливку в установочном приспособлении движущегося транспортера, а выдвижным упором 9 подключает каретку 4 к транспортеру, который подает ее по ходу движения вперед на позиции обработки. В это время каретка 5, освободивщись от обработанных отливок, с поднятыми гидрозажимами
8 и упором 10 горизонтальным гидроцилиндром 12 подается назад в исходное ноложение.
Каретка 4, пройдя позиции обработки, по сигналу конечного выключателя поднимает гидрозажимы 7 и упор 9, отключается от транспортера, гидроцилиндром 11 подается назад, а каретка 5 вступает в работу. Далее циклы чередуются.
Приспособление 3 поворачивается между позициями обработки автоматически при движении транспортера 2.
Предмет изобретения
Автоматическая линия для абразивной обработки отливок, подаваемых на рабочие позиции цепным транспортером с закрепленными на нем базовыми приспособлениями, отличающаяся тем, что, с целью повышения производительности, над транспортером установлены подвижные каретки, поочередно взаимодействующие посредством выдвижных упоров с транспортером, и несущие зажимы для отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для абразивной обработки от-лиВОК | 1979 |
|
SU846233A1 |
| Манипулятор для зачистки наружных поверхностей отливок | 1981 |
|
SU997977A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| Полуавтоматическая линия для зачистки отливок | 1987 |
|
SU1503995A1 |
| Устройство для зажима заготовки | 1980 |
|
SU929320A1 |
| Автоматическая сборочная линия | 1987 |
|
SU1590339A1 |
| Механизированная установка для очистки отливок | 1973 |
|
SU511163A1 |
| Поточно-автоматизированная линия абразивной зачистки отливок | 1990 |
|
SU1824252A1 |
| Автоматическая линия обрубки отливок | 1979 |
|
SU856654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
Фиг 2
Ф1и.3
