Фиг. 7
Ю
Јь
О 00 СО
Изобретение относится к технологии переработки полимерных композиционных материалов, в частности к способам герметизации изделий при их вакуум-автоклавном формовании.
Известен способ герметизации изделий при их вакуумировэнном формовании, включающий установку эластичного мешка на изделие с помещением трубки кромково- го элемента в паз основания формы, заполнение трубки газом под избыточным давлением, нагрев газа в трубке, охлаждение и сброс избыточного давления газа в этой трубке кромкового элемента, извлечение ее из паза основания формы и съем мешка с готового изделия.
Известная конструкция не обеспечивает надежной герметизации изделия.
Целью изобретения является повышение надежности герметизации изделия.
Поставленная цель достигается за счет того, что в способе, включающем установку эластичного мешка на изделие с помещением трубки кромкового элемента в паз, основания формы, заполнение трубки газов под избыточным давлением, нагрев газа в трубке, охлаждение и сброс избыточного давления газа в этой трубке кромкового элем.ента мешка, извлечение ее из паза основания формы и съем мешка с готового изделия, согласно изобретения после отверждения изделия осуа1ествляют, сброс избыточного давления горючего газа в полости трубки кромкового элемента эластичного мешка с последукжилм охлаждением оставшегося в .ней газа до температуры окружающей среды. .
Существо способа поясняется на схеме устройства.
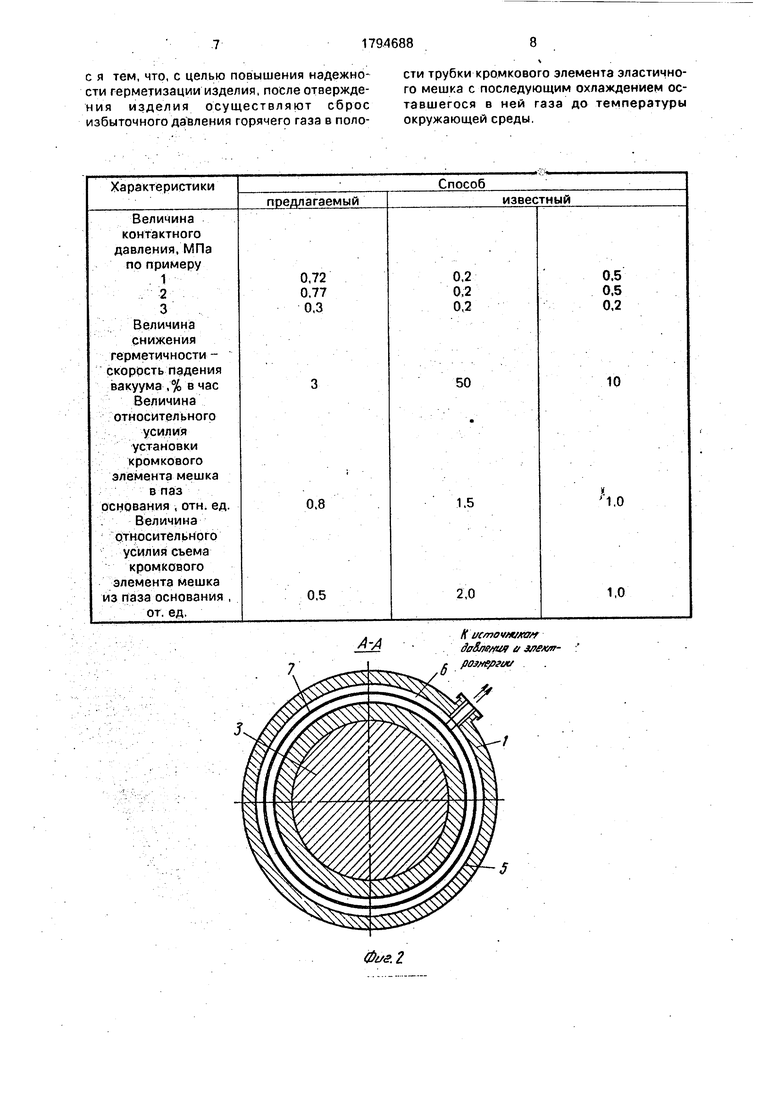
На фиг. 1 показана схема устройства; на фиг. 2 - разрез А-А на фиг. 1. .
Устройство содержит основание 1, по периметру которого выполнен паз 2; форму 3, установленную на основании 1, с уложенным на ней материалом изделия (методом намотки или укладки, определяется типом материала и конструктивными особенностями изготавливаемого изделия); эластичный мешок 4 с кромковым элементом 5, выполненным в виде эластичной трубы, которая заполнена газом 6 и соединена через вентиль (на чертеже не показан) с источником сжатого газа (на чертеже не показан), например, воздуха или инертного газа-азота (исходя из требований пожарной безопасности для каждого конкретного случая), электронагревательный элемент 7, который установлен в полости трубки кромкового элемента 5, расположен по всему ее контуру и соединен с источником электропитания
(на чертеже не показан). Отверждаемое изделие обозначено позицией 8.
Способ герметизации изделий осуществляют следующим образом.
На форму 3, связанную с основанием 1, производят укладку (или намотку) материала, например, ткани Т-10.ГОСТ 19170-73), пропитанной эпоксидным связующим ЭДТ- 10П (ОСТ 92-0957-74). На полученную ук0 ладку или намоткой заготовку устанавливают эластичный мешок 4, при этом кромковый элемент 5, выполненный в виде трубки, в полости которой расположен электронагревательный элемент 7, устанав5 ливают в паз 2 основания 1. Электронагревательный элемент 7, выполненный, например, спиралью из нагревательной проволоки, соединяют с источником электропитания (на чертеже не показан). Трубку
0 кромкового элемента 5 мешка 4 соединяют с источником сжатого газа, например, с компрессорной станцией (на чертеже не показана), в качестве паза используют, например, азот. Заполняют трубку элемен5 та 5 газом б, т. е. азотом с избыточным давлением, при этом под действием избыточного давления газа 6 эластичная труба 5 растягивается и входит в контакт со стенками паза 2 основания 1, что обеспечивает
0 первоначальную герметичность устройства. Затем включают электропитание электронагревательного элемента 7. который.нагре- ваясь,нагревает газ 6 в трубке 5, который при нагреве расширяется и создает допол5 нительное контактное давление трубки 5 на стенки паза 2 основания 1, что повышает первоначальную герметичность устройства. Нагрев газа производят до температуры от- вержденмя изделия. Заготовку вакуумируют
0 и помещают в камеру формования (автоклава или гидроклава) (на чертеже не показана), где производят нагрев до температуры отверждения заготовки, например, для ЭДТ- 10П-160°С, и формуют ее, (Параметры
5 формования заготовки определяются типом материала и конструктивными особенностями изделия). По окончании отверждения заготовки производят сброс газа с избыточным давлением с трубки 5 и откла0 дывают электронагревательный элемент 7 от источника электропитания. Производят охлаждение заготовки и газа в трубке 5 до окружающей температуры, т. е. цеховой, при этом происходит уплотнение газа в
5 трубке 5, из-за чего под действием сил сжатия и действия окружающего давления трубка 5 уменьшается в размерах и выходит из контакта со стенками паза 2 основания 1. Затем производят съем мешка с отвержден- ного изделия, Изделие снимают с формы и
направляют на последующую технологическую операцию, например, на клеесборку его с другими элементами. Затем очищают устройство от остатков отвержденного материала заготовки и производят изготовление следующего изделия, т. е. цикл повторяют.
Ниже приведены примеры способа герметизации изделий из пластиков горячего отверждения при вакуумно-автоклавном формовании.
Пример 1. При изготовлении углепла- стикового изделия из материала на основе углеткани УТЛ (ТУ 88 УССР 06280-81) и фе- нолоформальдегидного связующего ФН (ТУ 6-05-1187-75), температура отверждения tore которого равна 155°С. Производят установку эластичного мешка на полученную методом намотки материала на форму (оправку) заготовку, при этом кромковый элемент мешка, выполненный в виде кольцевой трубки, устанавливают в паз основания. Заполняют трубку кромкового элемента газом .- азотом с избыточным давлением 0,5 МПа. Отсоединяют трубку кромкового элемента от источника газа с избыточным давлением перекрытием вентиля (на чертеже не показан). Производят нагрев газа в трубке кромкового элемента до температуры отверждения материала изделия, т. е. 155°С, при этом создают дополнительное давление газа в трубке и, следовательно, увеличивают контактное Давление трубки на стенки паза основания, величина которого равна:
р ,./
1 ° 273 +tVj ..
где Ро 0,5 МПа, tk to™ 155°С. tH 20°С. т. е. АР 0,22 МПа.
По окончании отверждения заготовки при повышенной температуре производят сброс избыточного давления газа в трубке кромкового элемента мешка, т. е. до окружающего давления. При охлаждении отверж- денной заготовки производят охлаждение газа в трубке кромкового элемента мешка, в результате которого газ в трубке уплотняется и давление его уменьшается, и следовательно, под действием окружающего давления линейные размеры трубки уменьшаются и трубка выходит из контакта со
Формула изобретения Способ герметизации изделий при их вакуум-автоклавном формовании, включающий установку эластичного мешка на изделие с помещением трубки кромкового элемента в паз основания формы, заполнестенками паза основания. После охлаждения заготовки производят съем эластичного мешка с отвержденной заготовки, при этом, кромковый элемент мешка свободно выходит из паза основания.
Пример 2. Производят герметизацию при отверждении стеклопластикового изделия на основе стеклоткани Т-10-Т (ТУ 6-11 - 361775) и эпоксидного связующего СТЭК
(ОСТ 92-0957-74) и по той же технологической схеме, что в примере 1. Только нагрев газа в кромковом элементе мешка производят до температуры отверждения связующего, равной 180°С. Следовательно,
величина дополнительного контактного давления трубки на стенки паза составит
ДР-Р .О -Q5 18°-20 - А к -Ко (273+1н) Ulb 273+20
0.27 МПа,
где t 180°С, Ро 0,5 МПа, tH 20°С, т.е. ДР 0,27 МПа. Пример 3. При изготовлении изделия на основе стеклотрикотажной ткани ФО-1.1
(ТУ 6-11-302-78)и эпоксидного связующего ЭДТ-10 (ОСТ 92-0957-74), температура отверждения которого равна 160°С. производят те же технологические операции, что в примере 1, только при этом создают дополнительное давление, величина которого равна:
ЛР-Р )-п 160-20 ДР - Ро +tHy 0.2 +20
0,1 МПа,
где t 160°С. Ро 0,2 МПа, tH 20°С,
т. е. ДР 0,1 МПа.
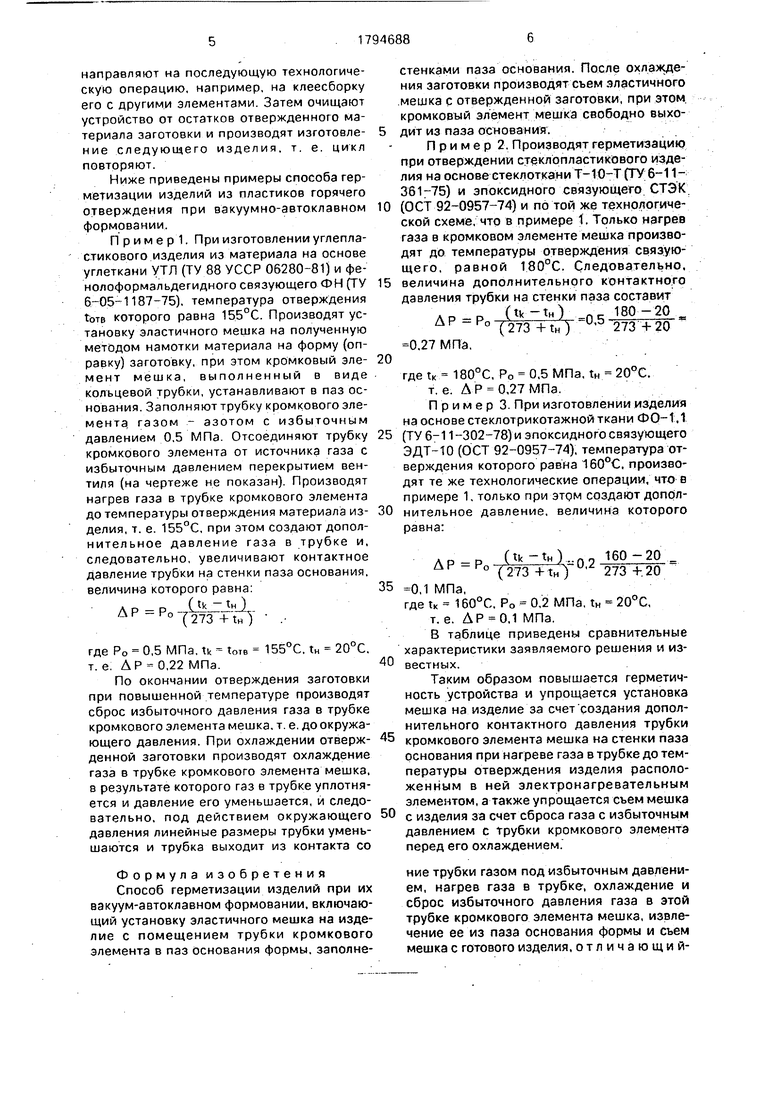
В таблице приведены сравнительные характеристики заявляемого решения и из- вестных.
Таким образом повышается герметичность устройства и упрощается установка мешка на изделие за счет создания дополнительного контактного давления трубки
кромкового элемента мешка на стенки паза
основания при нагреве газа в трубке до температуры отверждения изделия расположенным в ней электронагревательным элементом, а также упрощается съем мешка 0 с изделия за счет сброса газа с избыточным давлением с трубки кромкового элемента перед его охлаждением.
ние трубки газом под избыточным давлением, нагрев газа в трубке, охлаждение и сброс избыточного давления газа в этой трубке кромкового элемента мешка, извлечение ее из паза основания формы и съем мешка с готового изделия, отличающийс я тем, что, с целью повышения надежности герметизации изделия, после отвержде- ния изделия осуществляют сброс избыточного давления горячего газа в полости трубки кромкового элемента эластичного мешка с последующим охлаждением оставшегося в ней газа до температуры окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоклавного формования изделий из пластиков горячего отверждения | 1990 |
|
SU1807940A3 |
| Способ автоклавного формования изделий из пластиков горячего отверждения | 1989 |
|
SU1692851A1 |
| Способ изготовления изделий из пластиков горячего отверждения | 1990 |
|
SU1781070A1 |
| Способ формования изделий из пластиков горячего отверждения | 1990 |
|
SU1740187A1 |
| Устройство для изготовления изделий из полимерного материала | 1990 |
|
SU1776568A1 |
| Способ изготовления изделий из пластиков горячего отверждения | 1990 |
|
SU1735030A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| Способ изготовления изделий из слоистых пластиков горячего отверждения | 1988 |
|
SU1666322A1 |
| Устройство для вакуумно-автоклавного формования композиционных материалов | 1980 |
|
SU910445A1 |
| СПОСОБ ФОРМОВАНИЯ АГРЕГАТОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ОСНАСТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2217309C2 |
Использование: изобретение относится к технологии вакуум-автоклавного формования изделий из композиционных материалов. Существо изобретения: осуществляют установку эластичного мешка на изделие, трубку его кромкового элемента помещают в паз основания формы, заполняют полость трубки кромкового элемента газом под давлением и его нагревают, а после отвержде- ния изделия осуществляют сброс избыточного давления горячего газа в полости трубки кромкового элемента эластичного мешка с последующим охлаждением оставшегося в ней газа до температуру окружающей среды. 2 ил.
А-А
К ucmov/xftartr да&ле/яа et jfffw- е роэмергии .
| Патент США № 3124852, кл | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
