Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении силикатного кирпича.
Известен способ изготовления силикатного кирпича, включающий подготовку вяжущего путем совместного помола песка с известью, приготовление силикатной смеси, прессование изделий и их автоклавную обработку.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления силикатного кирпича, включающий обжиг кварцевого песка при 1200°С в течение 60 мин, охлаждение его естественным способом с последующим вяжущего и силикатной массы, из полученной силикатной массы формование изделий и их автоклавную обработку,
Недостатком известного способа является большие затраты на процесс автоклавной обработки, поскольку ее проводят при высоком давлении, равном 8 атм.
Целью изобретения является уменьшение энергозатрат за счет снижения давления автоклавной обработки.
Поставленная цель достигается тем, что в способе изготовления силикатного кирпича, включающем обжиг кварцевого песка при 1200°С и его охлаждение, получение известково-песчаного вяжущего, приготовление силикатной смеси, прессование изделий и их автоклавную обработку, обжиг песка осуществляют в течение 15-30 мин, а охлаждение проводят со скоростью 80- 120°С/с.
Пример, Сущность заявляемого решения заключается в следующем. При термообработке кварцевого песка происходят
4 Ю
Ю
W
о
полиморфные превращения кварца. Резкое охлаждение позволяет зафиксировать образовавшиеся фазы - тридимит и кристобалит, предотвратив их обратный переход в кварц. Эти фазы характеризуются большей раство- римостью по сравнению с кварцем, Кроме того, при резком охлаждении происходит изменение поверхности кварцевых зерен, они покрываются сплошной сеткой глубоких трещин. Причем эти дефекты поверхно- сти сохраняются и на частицах песка после помола его с известью при приготовлении вяжущего за счет указанного сочетания режима обжига и охлаждения образование тридимита и кристобалита происходит толь- ко на поверхности зерен и количество этих фаз не превышает 10%. Перечисленные выше причины увеличивают химическую активность кварцевой составляющей вяжущего при автоклавной обработке, спо- собствуя более раннему образованию гидросиликатов кальция.
Это позволяет производить автоклавную обработку при пониженном давлении, не снижая одновременно физико-механиче- ских характеристик силикатного кирпича.
Описываемый способ изготовления силикатного кирпича реализуют следующим образом.
Используют известь с активностью 70% (ГОСТ 9179-77) и кварцевый песок (ОСТ 21- 1-80). Известково-кремнеземистое вяжущее готовят совместным помолом песка и извести до удельной поверхности 4000 см /г, Затем полученное вяжущее смешивают с песком-заполнителем, загашивают, а перед прессованием доувлажняют до формовочной влажности, равной 7-8%. Из полученной смеси формуют образцы - цилиндры размером 70x70 мм при давлении прессова- ния 180-220 кгс/см2 и подвергают автоклавной обработке. Условия автоклавной обработки следующие: давление 8 атм, режим 2+8+2; давление б атм, режим 2+8+2.
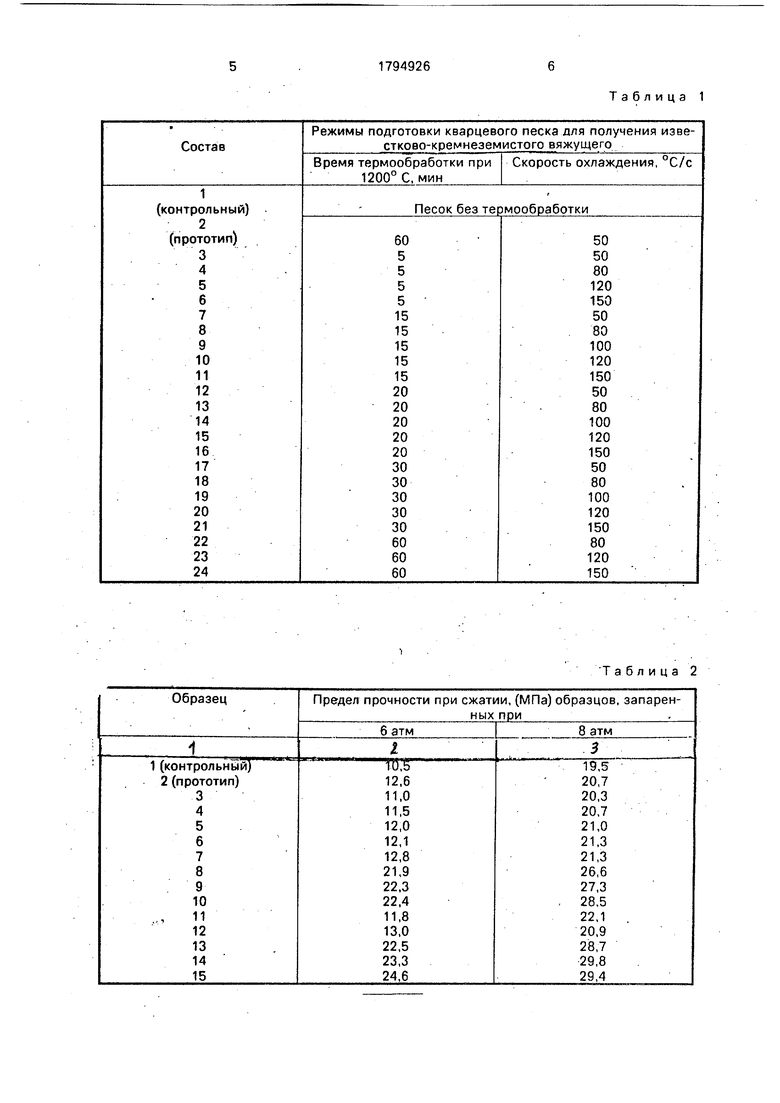
Для контрольного состава песок не подвергают термообработке. При подготовке составов по прототипу песок для вяжущего термообрабатывают в силитовой печи с изотермической выдержкой при 1200°С в течение 60 мин. Охлаждение проводят естественным способом на воздухе, скорость из- менения температуры при этом не превышает 50 град.С/сек. По описываемому способу термообработку песка проводят при 1200°С в силитовой печи с выдержкой при данной температуре от 5 до 60 мин. Охлаждение осуществляют со скоростью падения температуры 50-150°С/с, используя в качестве хладагента жидкий азот или другие материалы. Во всех, экспериментах использован одинаковый состав сырьевой смеси: известь 6,8; молотый песок 5,6;.пе сок-заполнитель 87,6% по массе.
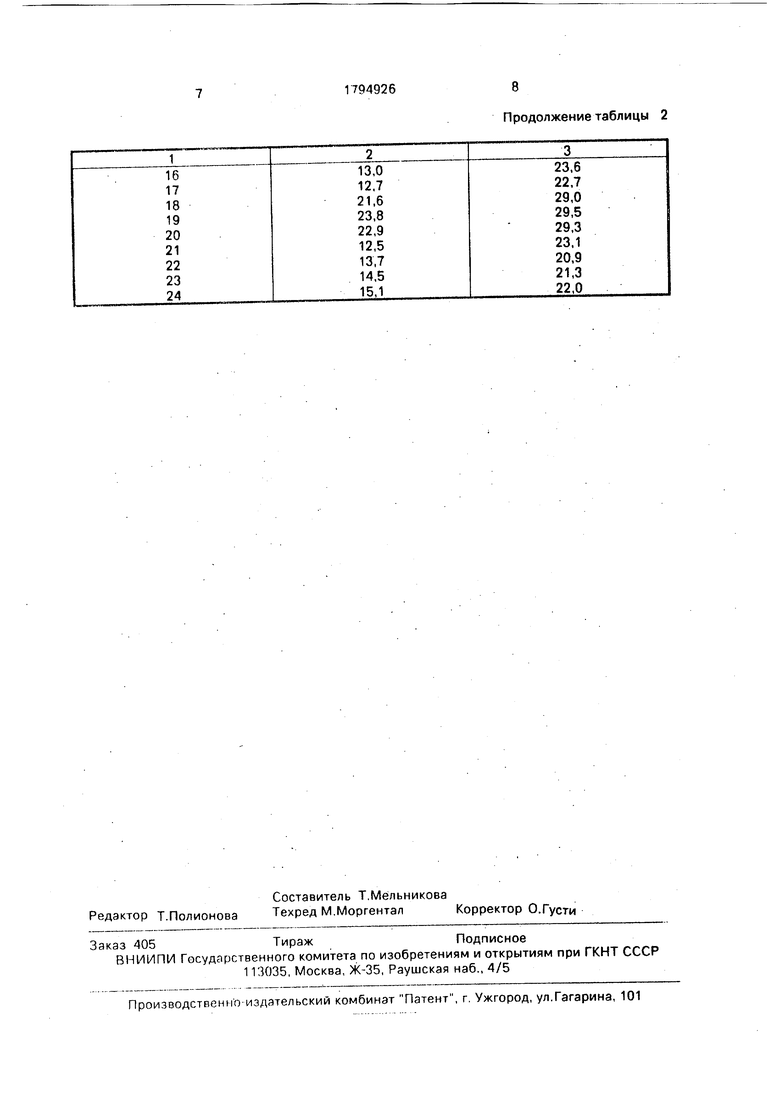
В табл. 1 приведены условия подготовки песка для получения известково-кремне- земного вяжущего; в табл, 2 - физико-механические характеристики изделий, полученных с использованием песка, обработанного при условиях, данных в табл, 1.
Как видно из данных табл. 2, снижение давления автоклавной обработки с 8 до 6 атм не приводит к снижению физико-механических показателей изделий, полученных из силикатных смесей, в которых песок для получения вяжущего предварительно подвергнут термообработке при 1200°С втене- ние 15-30 мин и охлажден со скоростью 80-120°С/с. Изменение времени термообра- ботки, а также скорости охлаждения выше или ниже заявленных пределов ухудшает показатели..
Технико-экономическая эффективность заявляемого решения состоит в том, что применение предлагаемого способа позволяет снизить давление при автоклавной обработке изделий, не снижая их физико-механических показателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЯЖУЩЕГО | 1992 |
|
RU2046770C1 |
| ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТОЕ ВЯЖУЩЕЕ, СПОСОБ ПРИГОТОВЛЕНИЯ ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТОГО ВЯЖУЩЕГО И СПОСОБ ПРИГОТОВЛЕНИЯ СИЛИКАТНОЙ СМЕСИ НА ОСНОВЕ ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТОГО ВЯЖУЩЕГО ДЛЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2006 |
|
RU2303013C1 |
| КОМПОЗИЦИОННОЕ ИЗВЕСТКОВО-КРЕМНЕЗЁМИСТОЕ ВЯЖУЩЕЕ ДЛЯ СИЛИКАТНЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2020 |
|
RU2748017C1 |
| Способ изготовления силикатного кирпича | 1987 |
|
SU1557131A1 |
| ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТОЕ ВЯЖУЩЕЕ, СПОСОБ ПОЛУЧЕНИЯ ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТОГО ВЯЖУЩЕГО И СПОСОБ ПОЛУЧЕНИЯ ФОРМОВОЧНОЙ СМЕСИ ДЛЯ ПРЕССОВАННЫХ СИЛИКАТНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2376258C1 |
| ИЗВЕСТКОВО-КРЕМНЕЗЁМИСТОЕ ВЯЖУЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПРЕССОВАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2653214C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ И СИЛИКАТНОЕ СТЕНОВОЕ ИЗДЕЛИЕ | 2006 |
|
RU2303014C1 |
| ИЗВЕСТКОВОЕ ВЯЖУЩЕЕ, СПОСОБ ПРИГОТОВЛЕНИЯ ИЗВЕСТКОВОГО ВЯЖУЩЕГО И СПОСОБ ПРИГОТОВЛЕНИЯ СИЛИКАТНОЙ СМЕСИ НА ОСНОВЕ ИЗВЕСТКОВОГО ВЯЖУЩЕГО ДЛЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2006 |
|
RU2305666C1 |
| СИЛИКАТНАЯ МАССА (ВАРИАНТЫ) | 2010 |
|
RU2467973C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ВЯЖУЩЕГО, КОМПОЗИЦИОННОЕ ВЯЖУЩЕЕ ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ, ПРЕССОВАННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2472735C1 |
Сущность изобретения: способ изготовления силикатного кирпича предусматривает предварительный обжиг кварцевого песка при 1200°С в течение 15-30 мин и охлаждение со скоростью 80-120°С/с, получение известково-песчаного вяжущего из части указанного песка, последующее смешение с остальной частью указанного песка, прессование изделий из полученной силикатной массы и их автоклавную обработку. Характеристики способа: при давлении автоклавной обработки 6 атм прочность 21,6-24,6 МПа. 2 табл.
Формула изобретения50 Способ изготовления силикатного кирпича, включающий обжиг кварцевого песка при 1200°С, охлаждение его, получение из- вестково-кремнеземистого вяжущего из части указанного песка, последующее 55 смешение с остальной частью указанного
песка, прессование изделий из полученной силикатной массы и автоклавную обработку, отличающийся тем, что, с целью снижения.давления автоклавной обработки, обжиг кварцевого песка осуществляют в течение 15-30 мин, а охлаждение ведут со скоростью 80-120°С/с.
Таблица 1
Таблица 2
Продолжение таблицы 2
| Хавкин Л.Н | |||
| Технология силикатного кирпича | |||
| М., 1982, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Аваков В.А | |||
| и др | |||
| Исследования влияния термической обработки на растворимость некоторых алюмосиликатов и процесс твердения известково-кремнеземистых вяжущих веществ | |||
| - Сб | |||
| трудов МИСИ Способы интенсификации и методы контроля процессов производства строительных материалов | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
