1
Изобретение относится к оборудованию заводов, в основном, резинотехнической промышленности, в частности к формам для изготовления резинотканевых плоскозубчатых приводных ремней.
Известны формы для изготовления трубчатых продольно-зубчатых заготовок из полимерных материалов, например резинотканевых плоскозубчатых ремней, содержащие цилиндрический корпус, выполненный по его образующим с продольными пазами по профилю заготовки и связанной по кромкам с ограничительными кольцам-и и посредством ребер жесткости, днища и «рышки с центральной осью, выполненной на одном конце с центрирующим выступом и фиксирующим щипом и яа другом конце - с цапфой и ее центровым отверстием для установки формы на сборочном ставке.
В известных фор.мах корпус выполнен складным, составленным из секторов, соединяющихся от привода с зазорами в местах стыка, что приводит к усложнению конструкции формы и к снижению качества изготовления изделий.
Предлагаемая форма отличается тем, что яа крышке корпуса, выполненного в виде неразрезанного цилиндра, закреплена монтажная крышка с ободом, выполненным с кольцевыми канавками для крепления за готов1ки.
С патрубком для подачи под давлением рабочей среды в полость между монтажной крыщ кой и крышкой корпуса и в кольцевой зазор между корпусом и заготовкой, и с полой цапфой, входящей по ее фигурному пазу в выступ и фиксирующий щип центральной оси корпуса и выполненной на торце с пазами для сцепления с кулачками муфты привода.
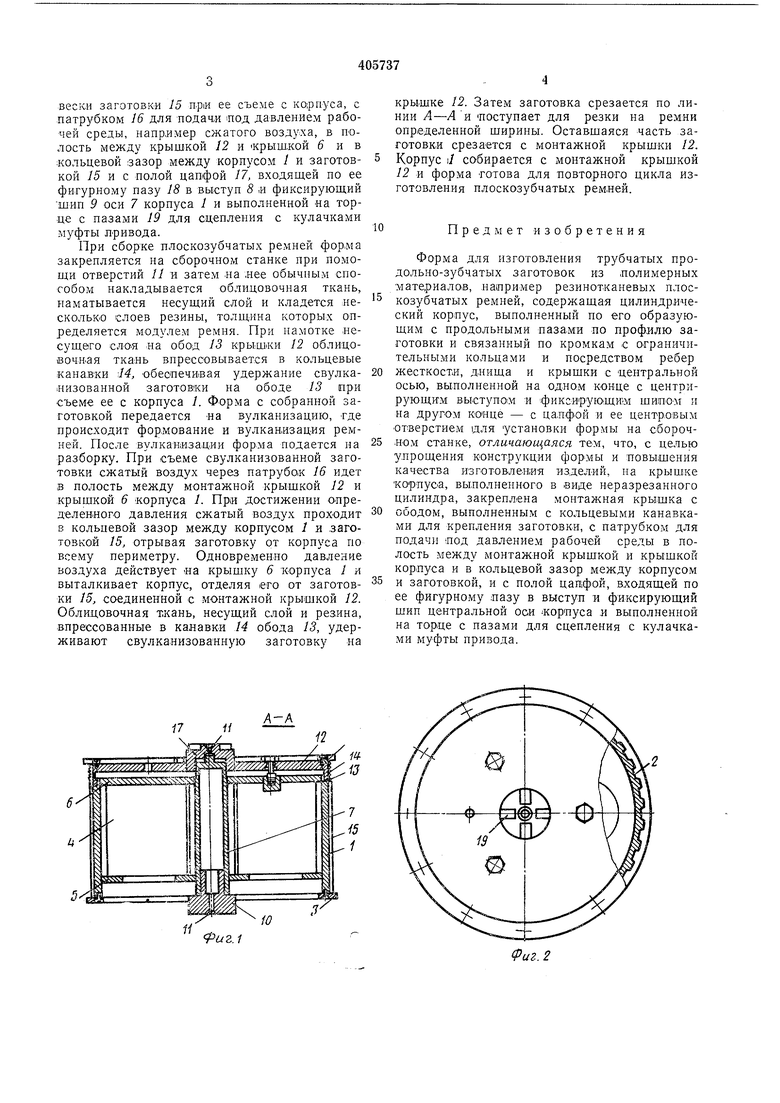
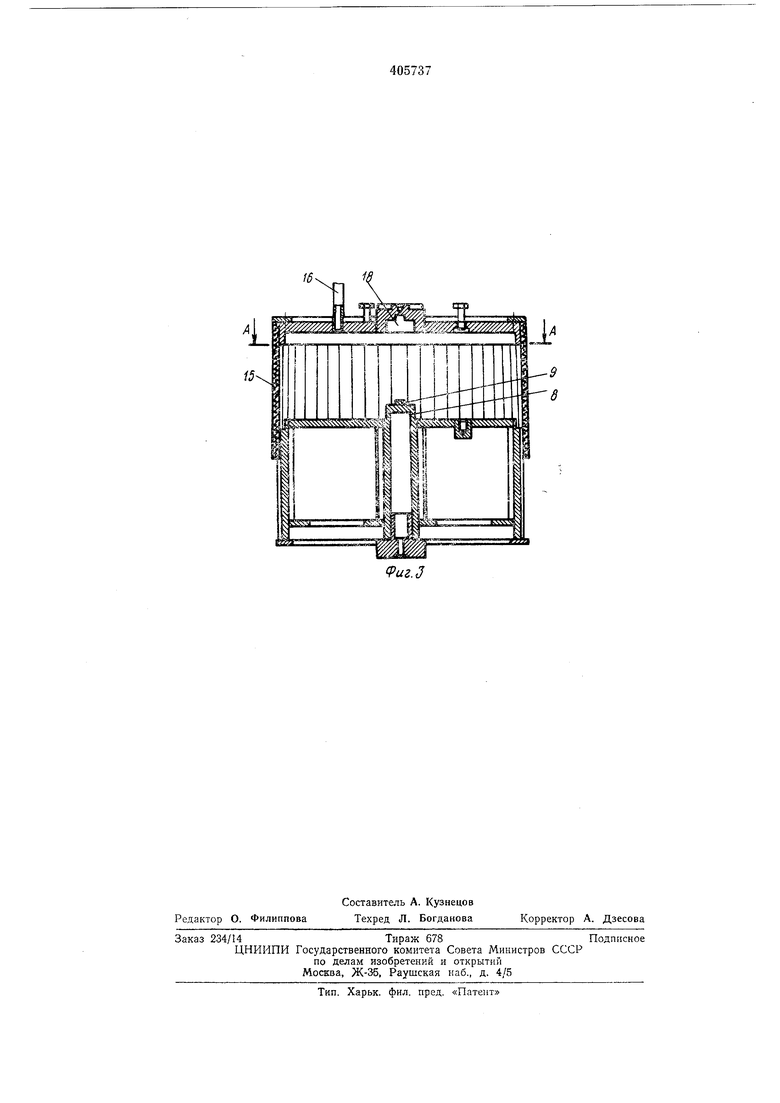
На фиг. 1 изображена предлагаемая форма; на фиг. 2 - то же, вид с торца и с местным вырывом; на :фит. 3 - форма в процессе съема заготовки с ее корпуса.
Фор.ма для изготовления трубчатых продольно-зубчатых заготовок из полимерных материалов, например резинотканевых плоско-зубчатых приводных .ремней, содержит цилиндрический корпус /, выполненный по его образующим с продольныМ|И пазами 2 по профилю -заготовки и связанный по кромкам с ограничительными кольцами 3 и посредством ребер жесткости 4, днища 5 и крышки 6 с центральной осью 7, выполненной на одном конце с цептрирующи.м выступом 8 и фиксирующим шипом 9 и на другом конце - с цапфой 10 и ее центровым отверстием 11 для установки формы на сборочном ставке. На крышке 6 корпуса 1, сделанного в виде неразрезного цилиндра, закреплена монтажная крышка 12 с ободом 13, выполненным с кольцевыми канавками М для крепления и подвески заготовки 15 прм ее съеме с KOipriyca, с патрубком 16 для подач,и 1под давлением рабочей среды, например сжатого воздуха, в полость между 12 и крыш.кой и в «ольцевой зазор между корпусом 1 и заготовкой /5 и с полой цапфой 17, входящей по ее фигурному пазу 18 в выступ 8 я фиксирующий ШИП 9 оси 7 корпуса 1 и выполненной на торце с пазами 19 для сцепления с кулачками муфты привода. При сборке плоскозубчатых ремней фор.ма закрепляется на сборочном станке при помощи отверстий 11 и затем -на лее обычным способом накладывается облицовочная ткань, наматывается несущий слой и кладется несколько слоев резины, толщина которых определяется модулем ремня. При намотке несущего слоя на обод 13 крышки 12 облицовочная ткаиь впрессовывается в кольцевые канавки М, обеспечивая удержание свулка«изованной заготовки на ободе 13 при съеме ее с корпуса /. Форма с собранной заготовкой передается на вулканизацию, где происходит формование и вулканизация ремней. После вулканизации форма подается на разборку. При съеме свулканизованной заготовки сжатый воздух через патрубок 16 идет в полость между монтажной крыщкой 12 и крыщкой 6 корпуса 1. При достижении определенного давления сжатый воздух проходит в кольцевой зазор между корпусом 1 и заготовкой 15, отрывая заготовку от корпуса по всему периметру. Одновременно давление воздуха действует «а крыщку 6 корпуса 1 и выталкивает корпус, отделяя его от заготовки 15, соединенной с монтажной крьгшкой 12. Облицовочная ткань, несущий слой и резина, впрессованные в канавки 14 обода 13, удерживают свулканизованную заготовку на крышке 12. Затем заготовка срезается по линии А-А и поступает для резки на ремни определенной щирины. Оставщаяся часть заготовки срезается с монтажной крыщки 12. Корпус I/ собирается с монтажной крышкой 12 и форма готова для повторного цикла изготовления плоскозубчатых ремней. Предмет изобретения Форма для изготовления трубчатых продольно-зубчатых заготовок из полимерных материалов, например резинотканевых плоскозубчатых ремней, содержащая цилиндрический корпус, выполненный по его образующим с продольными пазами по профилю заготовки и связанный по кромкам с ограничительными кольцами и посредством ребер жесткости, днища и крыщки с центральной осью, выполненной на одно.м конце с центрирующим BblCTynOiM и фиКСИруЮ:ЩИ М ШИООЛ1 и на другом коице - с цапфой и ее центровым отверстием для установки формы на сборочном станке, отличающаяся тем, что, с целью упрощения конструкции форумы и повыщения качества изготовления изделий, на крыщке корпуса, выполненного в виде неразрезанного цилиндра, закреплена монтажная крыщка с ободом, выполненным с кольцевыми канавками для крепления заготовки, с патрубком для подачи под давлением рабочей среды в полость между монтажной крыщкой и крыщкой корпуса и в кольцевой зазор между корпусом и заготовкой, и с полой цадфой, входящей по ее фигурному пазу в выступ и фиксирующий щип центральной оси корпуса и выполненной на торце с пазами для сцепления с кулачками муфты привода.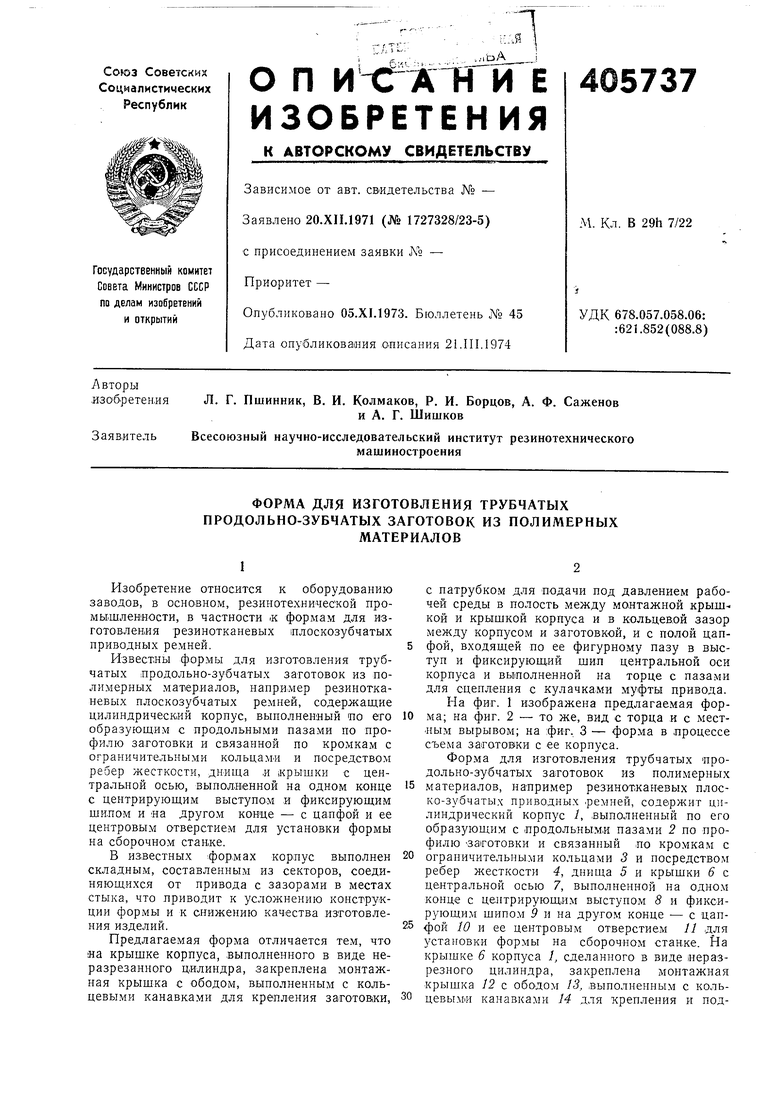
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан для изготовления зубчатых ремней | 1991 |
|
SU1801768A1 |
| Устройство для изготовления кольцевых изделий | 1984 |
|
SU1333592A2 |
| Форма для изготовления кольцевых резиновых изделий | 1985 |
|
SU1271760A1 |
| Форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1362636A2 |
| Устройство для изготовления кольцевых изделий | 1982 |
|
SU1087358A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ РЕЗИНОТКАНЕВЫХ МЕМБРАН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037423C1 |
| Форма для изготовления бесконечных зубчатых ремней | 1989 |
|
SU1733248A1 |
| Вулканизационное устройство | 1977 |
|
SU738893A1 |
| Сердечник для формования бесконечных армированных полимерных ремней | 1986 |
|
SU1669733A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
Л-А
И
Фигл
16
