Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из листовых заготовок, и может быть использовано в авиационной и смежных отраслях промышленности.
Целью предполагаемого изобретения является снижение трудоемкости изготовления при формовке куполообразных деталей с равномерной толщиной стенки.
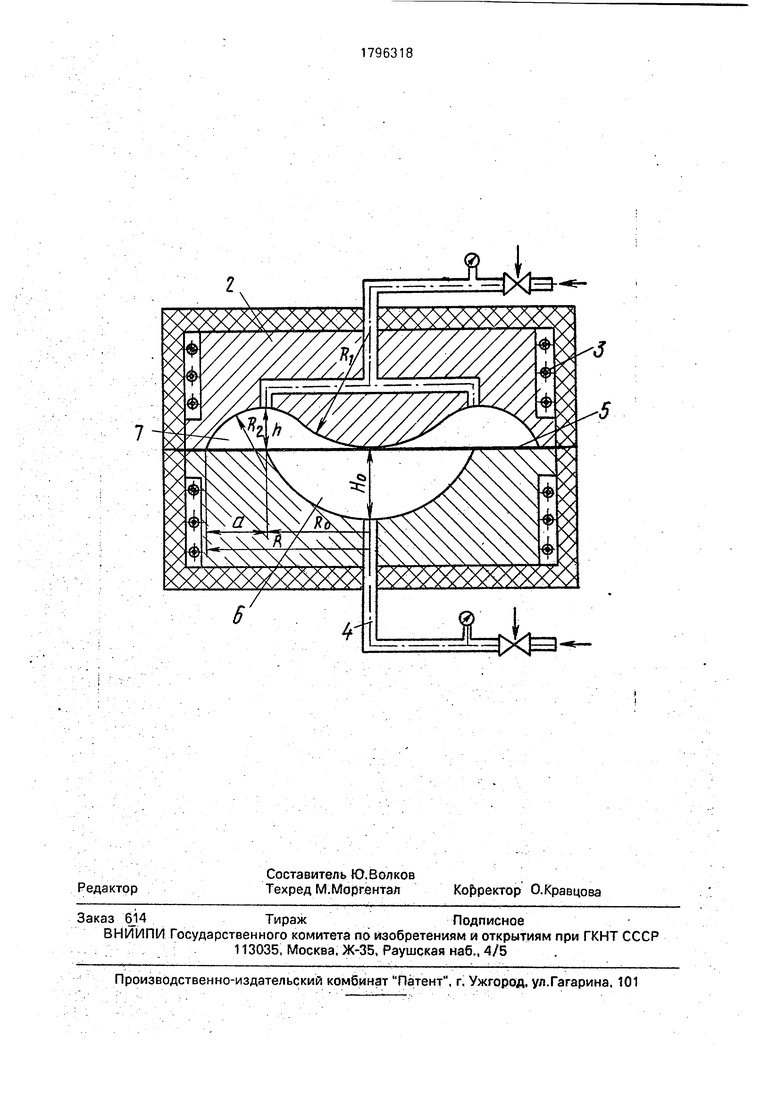
На чертеже показана схема предлагаемого устройства.
Устройство состоит из матрицы 1 и крышки 2, в которые установлены нагреватели 3 и имеется система избыточного давления газа 4, листовая заготовка 5 установлена между матрицей и крышкой, которые имеют соответственно полости 6 и 7.
Устройство работает следующим образом.. .
Предварительно устройство прогревают нагревателями 3 до температуры проявленияматериалом заготовки
сверхпластичности , затем поднимают крышку 2, устанавливают на матрицу 1 листовую заготовку 5, накрывают крышкой 1 и выдерживают заготовку 1-2 минуты до полного прогрева заготовки, после чего производят формовку в крышку 1 путем подачи давления газа в полость матрицы 6, далее давлением в полость крышки 2 заготовку выворачивают и доформовывают по контуру матрицы. После окончания формовки поднимают крышку 2 и удаляют готовую отформованную деталь,
Пример конкретного применения устройства.
Для изготовления куполообразной детали из материала АМгб с размерами: радиусом RO 150 мм, глубиной Н0 90 мм, толщиной стенки S 1,5 мм. По предлагаемым расчетам определяем форму крышки: h 21 мм, а - 38 мм, R2 - 45 мм, RI 807 мм, R 188 мм. Из условия равномерной толщины по образующей днища (из условия посто(S)
С
xj ю о со
со
янства объема материала) определяем исходную толщину заготовки
So - S 1 + ( Ј) So -. 1,5 1 + 0,62Ь2,04 5
мм.. . , .:... .. :
Максимальное давление формовки 1 МПа.
Время формовки 6 мин. при t 420°С, скорость деформации е - 3 х сек. т 0,4 и as 10 МПа (напряжение течения).
Для изготовления куполообразных деталей на существующем устройстве прихо- дится изготавливать несколько комплектов оснастки, из которых подбирается наиболее оптимальная, что трудоемко и металлоемко. Однако подобранное таким образом устройство не позволяет изготавливать детали с меньшей разнотолщинностью чем предлагаемое устройство. Имея большую номенклатуру куполообразных деталей трудоемкость их изготовления на предлагаемом устройстве в 1,5-2 раза ниже чем на существующем устройстве. Представленные в формуле изобретения зависимости получены из условия нагружения при формовке газом в режиме сверхпластичности куполообразных деталей и кольцевых риф- тов,.условия постоянства объема материала заготовки, а также из геометрических соотношений инструмента (матриц). Использование зависимостей поверхности инструмента при изготовлении куполооб- разных деталей с равномерной толщиной стенки снимает трудоемкость изготовления.
Форм у л а изобретен и я
Устройство для реверсивной пневмо- термичёской формовки куполообразных де- талей, содержащее соосио установленные матрицу и крышку, на обращенных одна к другой поверхностях которых выполнены . рабочие полости заданного радиуса и глубины, образующие рабочую камеру, смонтиро- ванные в матрице и крышке узлы для
нагрева заготовок и узлы для подачи избыточного давления в рабочую камеру, о т л и- ч а ю щ е е с я тем, что, с целью снижения трудоемкости изготовления при формовке куполообразных деталей с равномерной толщиной стенки, крышка выполнена со сферическим выступом, размещенным в центре ее рабочей полости, при этом радиус рабочей полости крышки в плане R, глубина упомянутой полости h, радиус сферы выпуклости RI и радиус сопряжения выпуклости с рабочей поверхностью полости крышки R2 определяются из следующих соотношений: R RQ + а, где а определяется из уравнения
1 +(Ј.
I/
Ih
а
Т
, чфЧ
V
h RoI HS.
R2.:R1.R2,
где т - показатель сверхпластичности материала заготовки, в зависимости от темпера- турно-скоростных режимов формовки,
(т 0,4 + 0,8);
RO - радиус рабочей полости матрицы в плане;
Но - глубина рабочей полости матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для реверсивной пневмотермической формовки листовых заготовок | 1982 |
|
SU1148673A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1982 |
|
SU1031577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2021056C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 2005 |
|
RU2306996C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2021057C1 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ | 2017 |
|
RU2693222C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ДВУХ СКЛЕИВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2086337C1 |
Сущность изобретения: устройство содержит соосно установленные матрицу и крышку, на обращенных одна к другой поверхностях которых выполнены рабочие поверхности заданного размера и глубины, образующие рабочую камеру. Оно имеет в матрице и крышке узлы для нагрева заготовок и для подачи избыточного давления в рабочую камеру. Рабочая полость крышки снабжена сферической центральной выпуклостью. Размеры рабочих полостей крышки и матрицы определяются с помощью математических зависимостей. 1 ил.
| Устройство для реверсивной пневмотермической формовки листовых заготовок | 1982 |
|
SU1148673A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
