Изобретение относится к машиностроению и может быть использовано при ленточном шлифовании деталей.
Целью изобретения является повышение качества поверхностного слоя обрабатываемых деталей.
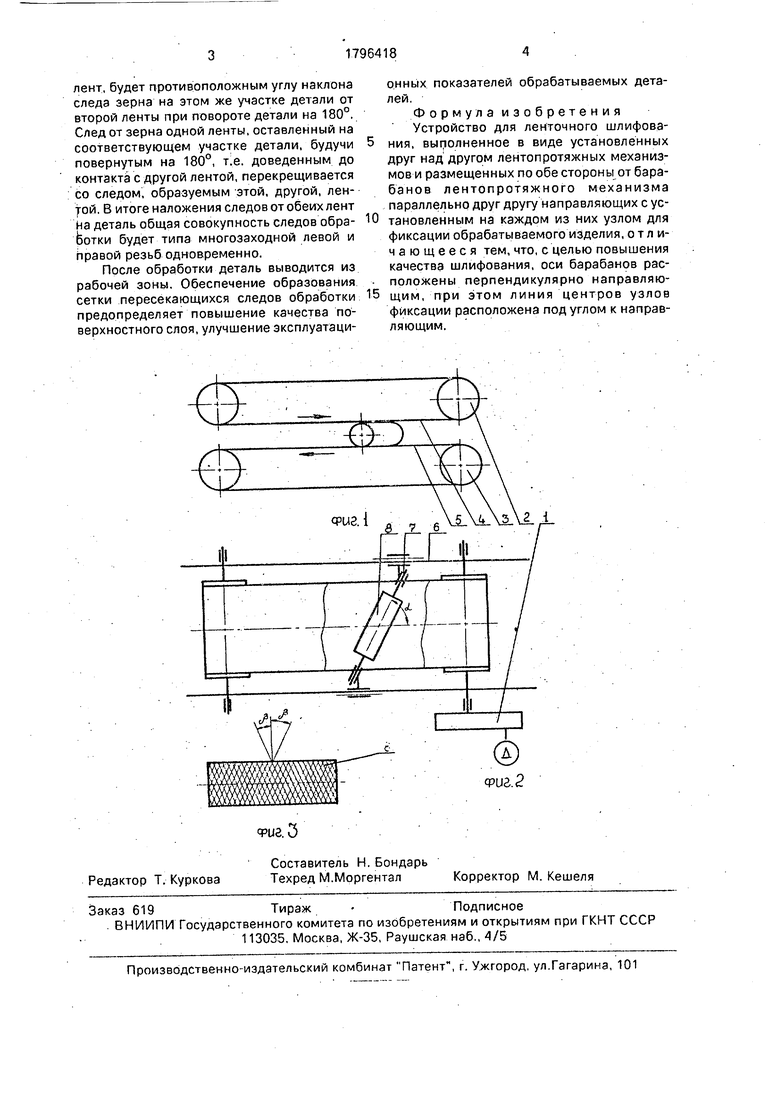
На фиг.1 дана схема устройства (без направляющих), общий вид; на фиг.2 - то же, план; на фиг.З -схема микрорельефа, наносимого лентами на обрабатываемую поверхность.
Устройство состоит из привода 1, верхнего лентопротяжного механизма 2, нижнего лентопротяжного механизма 3, приводящих в движение абразивные ленты соответственно 4 и 5, направляющих 6, узлов фиксации 7, в которые устанавливается обрабатываемая заготовка 8. Прижимные устройства на чертежах условно не показаны.
Устройство работает следующим образом.
От привода 1 приводится во вращательное движение барабан верхнего 2 и барабан нижнего 3 лентопротяжных механизмов. Приводные барабаны вращаются в одном направлении, чем обеспечивается разнонаправленность движения рабочих ветвей лент 4 и 5. В имеющиеся на направляющих б узлы фиксации 7 закрепляют подлежащую обработке заготовку 8..
При подаче по направляющим 6 заготовки 8 в рабочую зону происходит контакт поверхности заготовки с лентами 4 и 5. При этом заготовка 8, вращаясь вокруг собственной оси и перемещаясь поступательно, обрабатывается лентами 4 и 5.
Ось вращения детали и направление поступательного перемещения образуют угол а. Величина угла а обеспечивается конструктивно - угол установки заготовки равен а.
В зависимости от величина угла а на поверхности детали образуется сетка следов обработки, имеющая ромбические ячейки с углом 2/, величина которого является функцией угла а.
В качестве следа обработки от действия каждой из лент будет образовываться ряд винтовых линий. Следы обработки от нижней и верхней лент будут пересекаться, по- скольку угол наклона следа зерна относительно направления движения ленты, оставленный на участке детали одной из
СО
XI
ю о
Ь.
00
лент, будет противоположным углу наклона следа зерна на этом же участке детали от второй ленты при повороте детали на 180°. След от зерна одной ленты, оставленный на соответствующем участке детали, будучи повернутым на 180°, т.е. доведенным до контакта с другой лентой, перекрещивается со следом, образуемым этой, другой, лен- уой. В итоге наложения следов от обеих лент на деталь общая совокупность следов обработки будет типа многозаходной левой и Правой резьб одновременно.
После обработки деталь выводится из рабочей зоны. Обеспечение образования сетки пересекающихся следов обработки предопределяет повышение качества поверхностного слоя, улучшение эксплуатаци0
5
онных показателей обрабатываемых деталей.
Формул а изобретения Устройство для ленточного шлифования, выполненное в виде установленных друг над другом лентопротяжных механизмов и размещенных по обе стороны от бара- банов лентопротяжного механизма параллельно друг другу направляющих с установленным на каждом из них узлом для фиксации обрабатываемого изделия, отличающееся тем, что, с целью повышения качества шлифования, оси барабанов расположены перпендикулярно направляющим, при этом линия центров узлов фиксации расположена под углом к направляющим.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования и устройство для его осуществления | 1991 |
|
SU1816660A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1673403A1 |
| Способ ленточного шлифования | 1989 |
|
SU1759608A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Ленточно-шлифовальный станок | 1988 |
|
SU1558643A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| Шлифовальный станок | 1990 |
|
SU1807929A3 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
Использование: для шлифования деталей. Сущность изобретения: устройство выполнено в виде двух установленных друг над другом лентопротяжных механизмов и размещенных по обе стороны от барабанов лентопротяжного механизма параллельно друг другу направляющих с установленным на каждом из них узлом для фиксации обрабатываемого изделия. При этом оси барабанов расположены перпендикулярно направляющим, а линия центров узлов фиксации расположена под углом к направляющим. 3 ил.
Фиг. 5
Редактор Т. Куркова
Составитель Н. Бондарь
Техред М.МоргенталКорректор М. Кешеля
| Шальное В.А | |||
| Шлифование и полирование лопаток газотурбинных двигателей | |||
| Оборонгиз, 1958, с.174, фиг.4.12 |
