Изобретение относится к области машиностроения и может быть использовано при ленточном шлифовании, полировании и отделке деталей.
Целью изобретения является расширение технологических возможностей путем обеспечения регулирования скорости перемещения изделия.
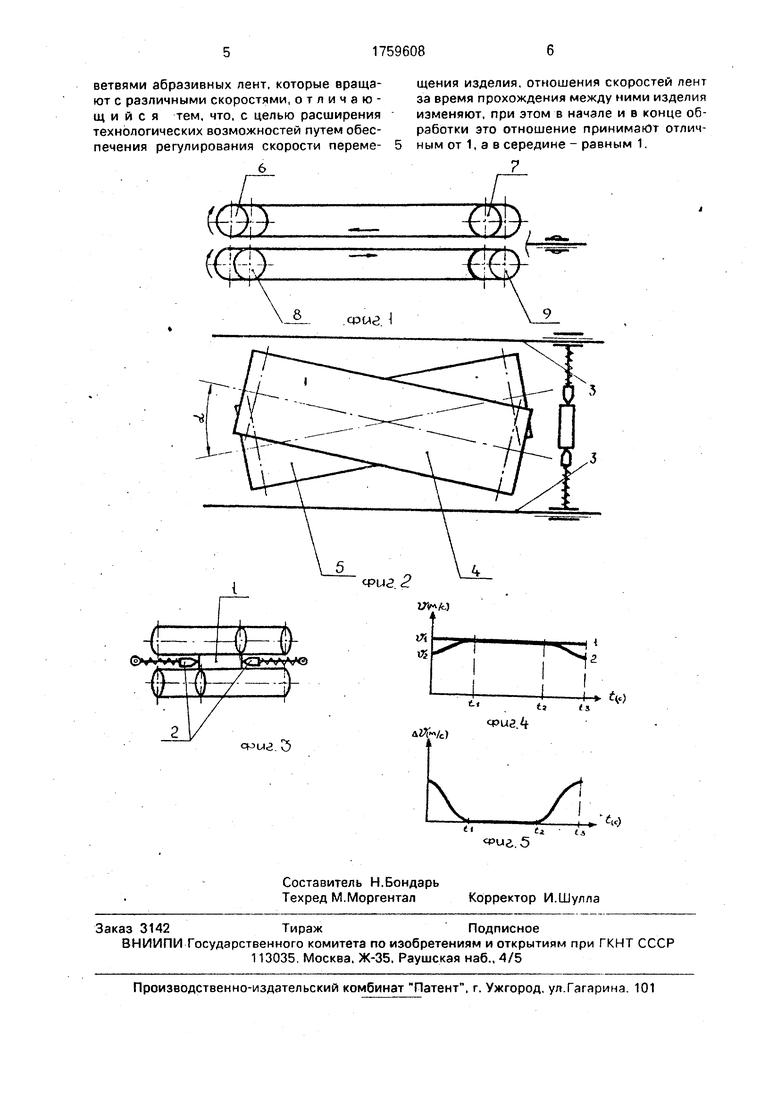
На фиг. 1 схематично изображено уст- ройство для осуществления предлагаемого способа: на фиг. 2 - то же, вид сверху; на фиг. 3 - то же. вид сбоку; на фиг. 4 - график зависимости скорости Vi перемещения верхней ленты и скорости V2 перемещения нижней ленты- в функции от времени; на фиг. 5 - график зависимости изменения разности AV скоростей лент в функции от времени.
Сущность способа ленточного шлифования заключается в том, что заготовке сообщают вращение и поступательное перемещение между двумя ветвями абразивных лент, которые перемещают с различными скоростями, причем отношение скоростей лент за время прохождения между ними изделия изменяют, при этом в начале и в конце обработки это отношение принимают отличным от 1, а в середине - равным 1.
Это позволяет совместить операции обработки и транспортирования деталей (при отношении скоростей отличным от 1), с возможностью обработки без одновременного транспортирования (при отношении скоростей равным 1).
Способ может быть реализован следующим образом.
Подлежащая обработке цилиндрическая деталь 1, установленная в подвижных центрах 2. перемещающихся по параллельным направляющим 3, подается в пространство между расположенными параллельно рабочими ветвями верхней 4 и нижней 5 лент. При этом ленты могут быть расположены одна над другой оппозитно или же в параллельных плоскостях скрещено, т.е. проекции продольных осевых линий лент
со С
ч ел чэ о о
00
составляют в плане острый угол, например а 5.. .30°.
Верхняя лента 4 приводится в движение лентопротяжным механизмом, содержащим-ведущий 6 и ведомый 7 барабаны. При этом обеспечивается от привода (не показан) постоянная скорость Vi перемещения ленты 4.
Нижняя лента 5, огибающая ведущий 8 и ведомый 9 барабаны, получает от привода (не показан) скорость V2 перемещения, меньшую чем скорость Vi перемещения верхней ленты. Причем в начале обработки каждой детали скорость перемещения нижней ленты V2 возрастает, затем выдерживается постоянной и равной скорости первой ленты (Va V2, т.е. Vi/V2 1), а в конце обработки значение скорости V2 снижается до первоначального.
При обработке детали между двумя параллельными лентами, перемещающимися с разными скоростями, т.е. при отношении скоростей лент отличном от 1, происходит совмещение операций обработки и транспортирования.
Если угол скрещивания лент а 0, то следы обработки на поверхности детали представляют собой окружности, При угле а & 0 следы обработки представляют собой винтовые линии, чем обеспечивается лучшая микротопография поверхности обработанной детали.
В зависимости от материала обрабатываемых деталей, их функционального назначения, условий работы, условий смазки и т.д. устанавливаются оптимальные значения угла а например а 5...30°. Верхнее значение предопределяет габариты установки, реализующей способ, по ширине (сростом значения угла а ширина увеличивается), а также длину рабочей зоны лент {с ростом значения угла (Л длина рабочей зоны уменьшается).
В тот отрезок времени, когда Vi/Va 1, т.е. разница скоростей Д V - 0 (фиг.5), транспортирование производиться не будет. Деталь, дойдя до середины рабочей зо- ны лент, прекращает поступательное движение и сохраняет только вращательное движение.
Продолжительность периода времени, в течение которого происходит обработка вращающейся, но не перемещающейся поступательно детали, зависит от материала детали, ее диаметра, требований к качеству обработанной поверхности, абразивных свойств ленты (вид абразива, зернистость, вид связки и т.д.) и степени ее натяжения.
По окончании этого периода времени вновь происходит транспортирование детали с одновременной ее обработкой.
Выдерживание в определенный период
времени разницы скоростей Д V 0, т.е. отношения скоростей равным 1, позволяет резко сократить протяженность устройств, реализующих способ обработки деталей за один проход, а наличие разницы скоростей
0 Л V & 0, т.е. отношения скоростей отличного от 1, позволяет производить транспортировку деталей обрабатывающими лентами. Этим достигается возможность легко вписывать такие устройства в системы гибких
5 автоматизированных производств.
Обеспечение регулирования скорости перемещения изделия расширяет технологические возможности ленточного шлифования.
0 П р и м е р 1. Шлифование деталей из стали 12ХНЗА. Номер зернистости абразивной ленты 32. СОЖ - трансформаторное масло. Угол скрещивания лент а 15°. Скорость верхней ленты Vi 15 м/с, скорость
5 нижней V2min 10 м/с, V2max 15 м/с. Время обработки 20 с.
Пример 2. Шлифование деталей из стали ОХ18Н10ТА. Номер зернистости абразивной ленты 32. СОЖ - трансформатор0 ное масло. Угол скрещивания лент а 15°. Скорость верхней ленты Vi 18 м/с. Скорость нижней ленты V2mln 12 М/С, V2max 18
м/с. Время обработки 25 с.
Пример 2. Шлифование втулок и
5 трубок для газоразрядных ламп. Материал деталей - поликор. Номер зернистости абразивной ленты 25. Обработка без применения СОЖ. Скорость верхней ленты Vi 0,25 м/с. Скорость нижней ленты Vsmin 0,15 м/с,
0 V2max 0,25 м/с. Угол скрещивания лент а 15°. Время обработки 15 с.
Пример 4. Шлифование керамических деталей лентами АСМ 20/14 Р9 100%. СОЖ - керосин и индустриальное масло (в отноше5 нии 1:1). Скорость верхней ленты Vi 5 м/с). Скорость нижней ленты V2min 2 м/с, V2max 5 м/с. Угол скрещивания лент а 15°. Время обработки 40 с.
Пример 5. Шлифование деталей из
0 титанового сплава ВТ8. Абразивная лента 64С40/25. СОЖ - водный раствор эмульсии. Угол скрещивания лент а - 15°. Скорость верхней ленты Vi 14 м/с. Скорость нижней ленты V2mtn 8 м/с, V2max 14 м/с. Время
5 обработки 25 с.
Формула изобретения Способ ленточного шлифования, при котором изделию сообщают вращение и поступательное перемещение между двумя
ветвями абразивных лент, которые враща-щения изделия, отношения скоростей лент
ют с различными скоростями, отличаю-за время прохождения между ними изделия
щ и и с я тем, что, с целью расширенияизменяют, при этом в начале и в конце обтехнологических возможностей путем обес-работки это отношение принимают отличпечения регулирования скорости переме-5 ным от 1, а в середине - равным 1.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования и устройство для его осуществления | 1991 |
|
SU1816660A1 |
| Устройство для ленточного шлифования | 1990 |
|
SU1796418A1 |
| Способ шлифования лентой | 1979 |
|
SU772782A1 |
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2142872C1 |
| Контактный ролик | 1982 |
|
SU1036503A1 |
| Способ абразивной обработки | 1985 |
|
SU1328178A2 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| Способ ленточного шлифования | 1989 |
|
SU1726210A1 |
Использование: при ленточном шлифовании, полировании и отделке деталей. Целью изобретения является расширение технологических возможностей путем обеспечения регулирования скорости перемещения изделия. Сущность изобретения: изделию сообщают вращение и поступательное перемещение между двумя ветвями абразивных лент, которые перемещают с различными скоростями. Отношение скоростей лент за время прохождения между ними изделия изменяют, причем в начале и в конце обработки это отношение принимают отличным от 1, а в середине - равным 1. Способ позволяет эффективно использовать устройство при обработке деталей из различных материалов с обеспечением заданных параметров качества поверхностного слоя. 5 ил.
о 8
сриг
+ t&
| Устройство для ленточного шлифования | 1989 |
|
SU1673403A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
