Фиг. 2
рубки 8 и 9 имеют каналы 11 и 12. Между параллельными направляющими 6 и 7 размещена П-образная пластина.13, соединенная с механизмом осевого регулирования в виде винтовой тяги 14 и охватывающая отрезной круг Л 5. Коллектор соединен с трубопроводом избыточного давления СОЖ. Перемещением П-образной пластины 13 посредством тяги 14 регулируют зазоры выходных отверстий 4 и 5 до размера, обеспечивающего заданную скорость истечения СОЖ на поверхности круга 15. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДВОДА СОЖ К ДИСКОВОМУ ИНСТРУМЕНТУ | 1991 |
|
RU2008220C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ | 1990 |
|
RU2023567C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ, ОЧИСТКИ И СТАБИЛИЗАЦИИ АБРАЗИВНО-ОТРЕЗНЫХ КРУГОВ | 2002 |
|
RU2220837C1 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ АЛМАЗНЫМ ОТРЕЗНЫМ КРУГОМ С ВНУТРЕННЕЙ РЕЖУЩЕЙ КРОМКОЙ | 1995 |
|
RU2109631C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 1996 |
|
RU2095227C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ОХЛАЖДАЮЩЕ-СМАЗЫВАЮЩЕЙ ЖИДКОСТИ К ОТРЕЗНОМУ КРУГУ | 1973 |
|
SU379372A1 |
| Устройство для подачи смазочно-охлаждающей жидкости(СОЖ) в зону резания | 1979 |
|
SU918067A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2006 |
|
RU2310559C1 |
Использование: металлообработка отрезными кругами с охлаждением. Сущность изобретения: устройство содержит корпус 1,- сопла 2 и 3 с выходными отверстиями 4. 5 и параллельные направляющие 6 и 7, соединенные с патрубками 8 и 9 коллектора. Пат
Изобретение относится к металлообработке резанием при использовании отрезных кругов. :
Цель изобретения - повышение эффективности охлаждения и долговечности устройства,.,..,
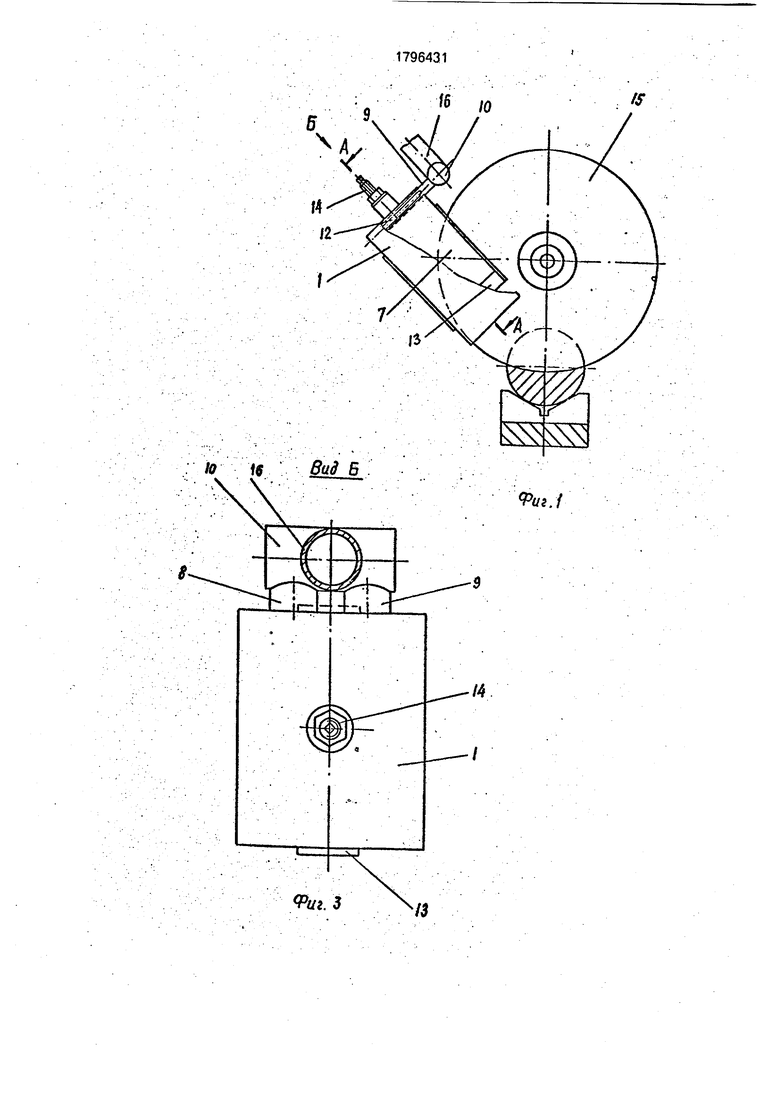
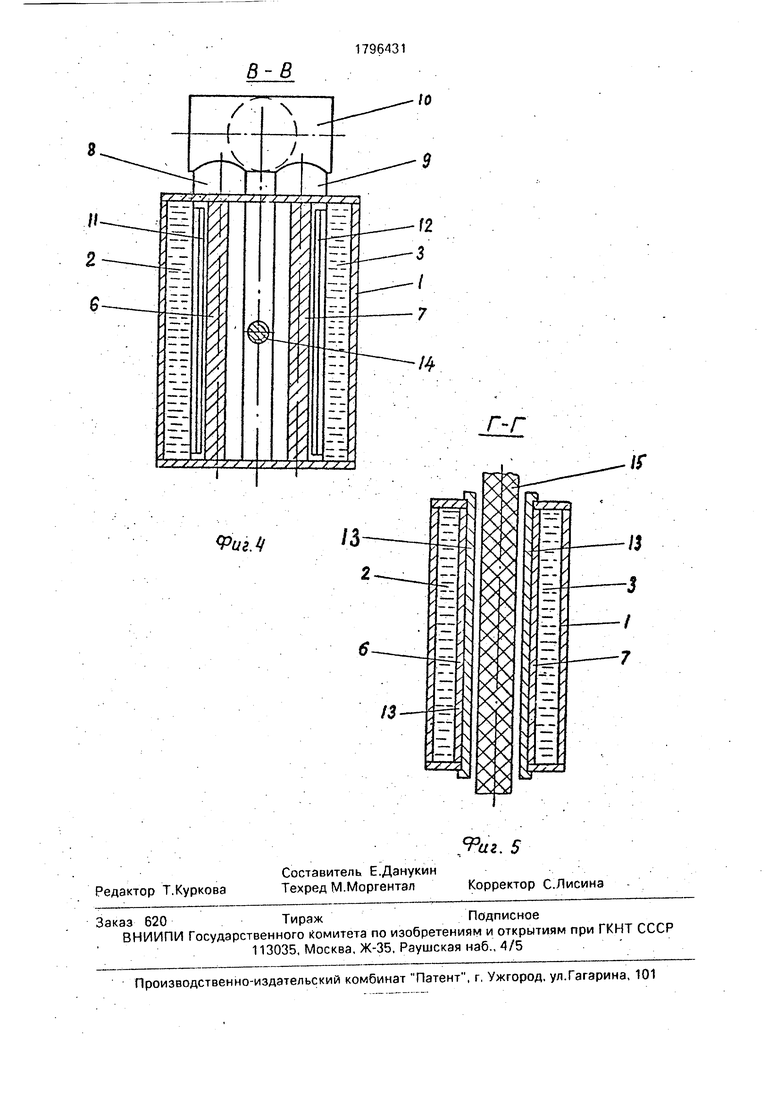
На фиг. 1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг. 3-вид Б на фиг.1; на фиг,4 - разрез В-В на фиг.2; на фиг. 5 - разрез Г-Г на фиг.2.
Устройство содержит корпус 1, сопла 2, 3 с выходными отверстиями 4,5, параллельные направляющие 6,7, соединенные с патрубками 8, 9 коллектора. 10. Патрубки 8 и 9 имеют каналы 11 и 12. Между параллельными направляющими б и 7 размещена П-образная пластина 13, соединенная.с механизмом осевого регулирования в виде винтовой тяги 14 и охватывающая отрезной круг 15. Коллектор 10 соединен с трубопроводом 16 избыточного давления СОЖ.
Устройство, работает следующим обра- . зом.
Формула изобретения Устройство для охлаждения отрезного круга, содержащее охватывающий его корпус с двумя сходящимися к торцам круга стенками, образующими сопла для подачи на них смазочно-охлаждающей жидкости, отличающееся тем, что, с целью повышения эффективности охлаждения и
Перемещением П-образной пластины 13 посредством винтовой тяги 14 регулируют зазоры выходных отверстий 4 и 5 до размера, обеспечивающего заданную скорость истечения СОЖ; которая с избыточным давлением подается по трубопроводу 16 в коллектор 10, патрубки 8 и 9 и через каналы 11,12 в полость сопел 2 и 3, и далее, через выходные отверстия 4 и 5, расположенные в непосредственной близости от зоны резания, СОЖ истекает кумулятивным уплотнением на поверхности отрезного круга и в зону резания.
Использование заявляемого изобре:тения по сравнению с прототипом обеспечивает повышение эффективности охлаждения за счет возможности осевого регулирования перемещения Пгобразной пластины не выступают из выходных отверстий корпуса, который защищает пластины от разрушения отработанными абразивными частицами. Кроме того, за счет лучшего охлаждения отрезного круга повышается его стойкость, улучшается качество обрабатываемых изделий/
долговечности устройства, оно снабжено размещенными внутри корпуса параллельными направляющими, образующими внутренние стенки сопл, и охватывающей круг П-образной пластиной, установленной своими щеками в направляющих с возможностью осевого регулировочного перемещения.
в-в
Редактор Т.Куркова
Составитель Е.Данукин Техред М.Моргентал
.%«. 5
Корректор С.Лисина
| Способ подачи смазочно-охлаждающей жидкости (сож) | 1984 |
|
SU1286400A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
