ел
с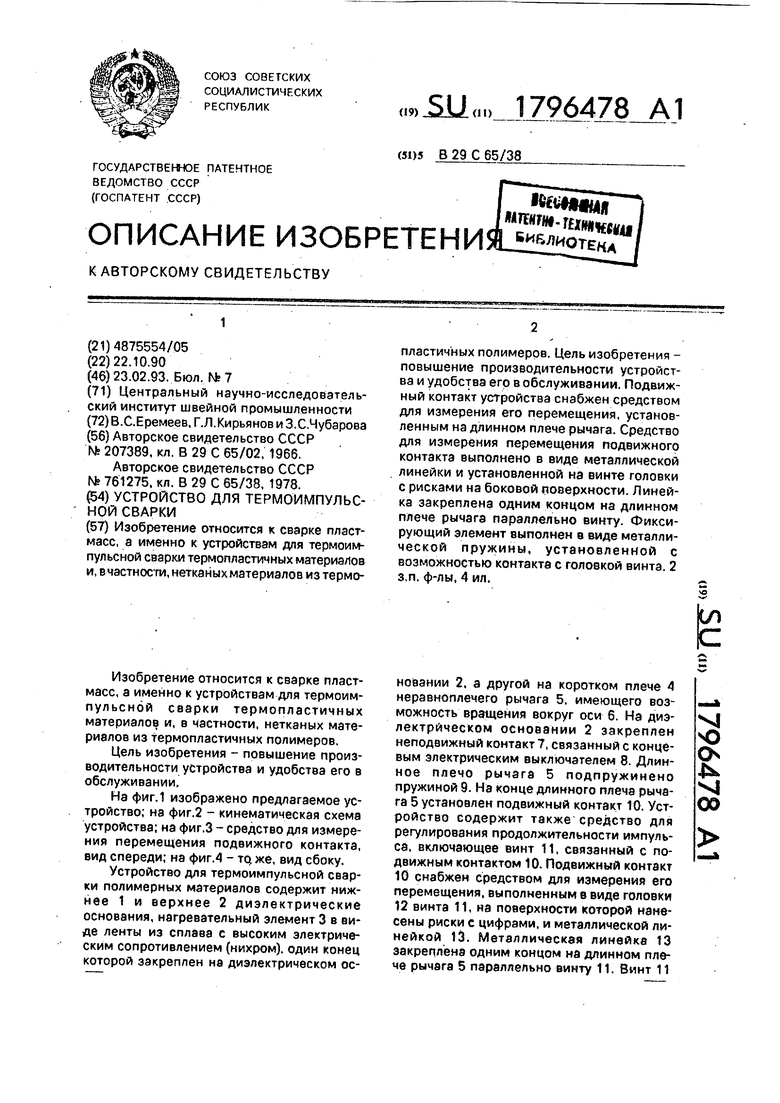
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| Устройство для термоимпульсной сварки полимерных материалов | 1979 |
|
SU859176A1 |
| Устройство для термоимпульсной сварки термопластичных пленок | 1977 |
|
SU663597A1 |
| ОТРАЖАТЕЛЬНЫЙ УГЛОМЕРНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2190188C1 |
| Устройство для управления термоимпульсной сваркой поперечных швов пакетов с жидким пищевым продуктом | 1980 |
|
SU897642A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ МИКРОДЕФОРМАЦИИ ГОРНЫХ ВЫРАБОТОК | 1964 |
|
SU224814A1 |
| ДЕРЖАТЕЛЬ | 2013 |
|
RU2558960C2 |
| Устройство для сварки термопластичных материалов | 1980 |
|
SU910431A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ ПЛЕНОК ТЕРМОИМПУЛЬСНЫМ НАГРЕВОМ | 1966 |
|
SU187991A1 |
Изобретение относится к сварке пластмасс, а именно к устройствам для термоимпульсной сварки термопластичных материалов и, вчастности, нетканыхматериалов из термопластичных полимеров. Цель изобретения - повышение производительности устройства и удобства его в обслуживании, Подвижный контакт устройства снабжен средством для измерения его перемещения, установленным на длинном плече рычага. Средство для измерения перемещения подвижного контакта выполнено в виде металлической линейки и установленной на винте головки с рисками на боковой поверхности. Линейка закреплена одним концом на длинном плече рычага параллельно винту. Фиксирующий элемент выполнен в виде металлической пружины, установленной с возможностью контакта с головкой винта. 2 з,п. ф-лы, 4 ил.
Изобретение относится к сварке пластмасс, а именно к устройствам для термоим- пульсной сварки термопластичных материалов и, в частности, нетканых материалов из термопластичных полимеров.
Цель изобретения - повышение производительности устройства и удобства его в обслуживании.
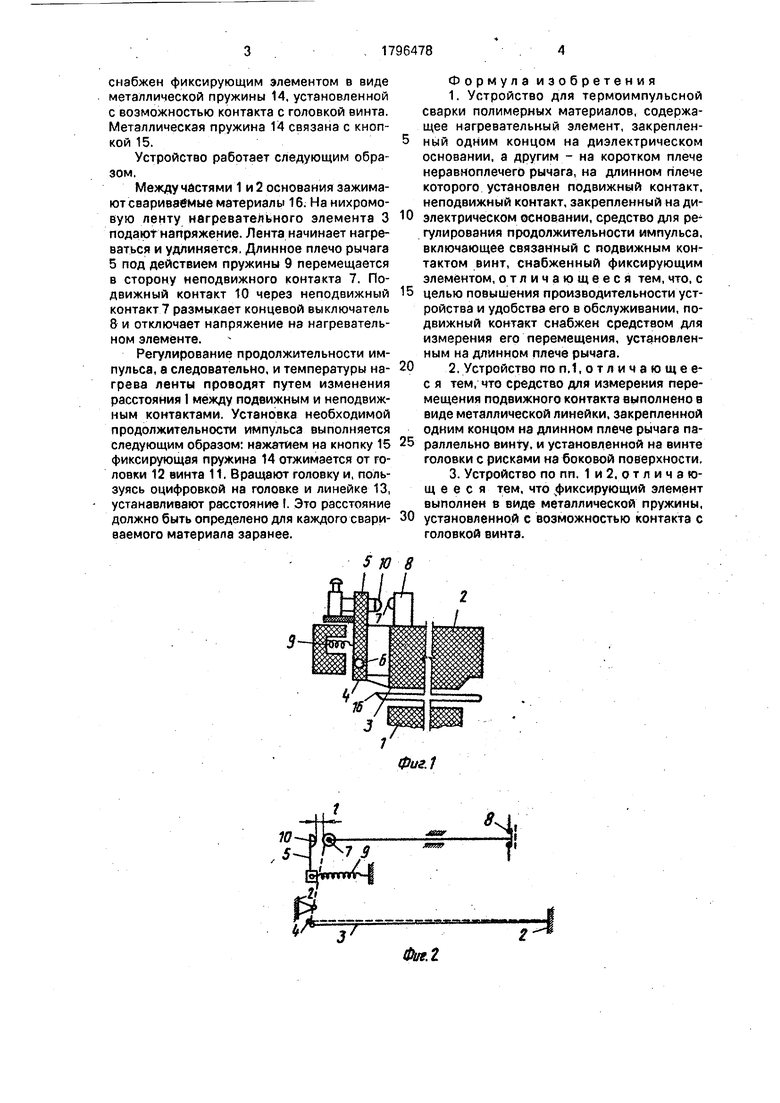
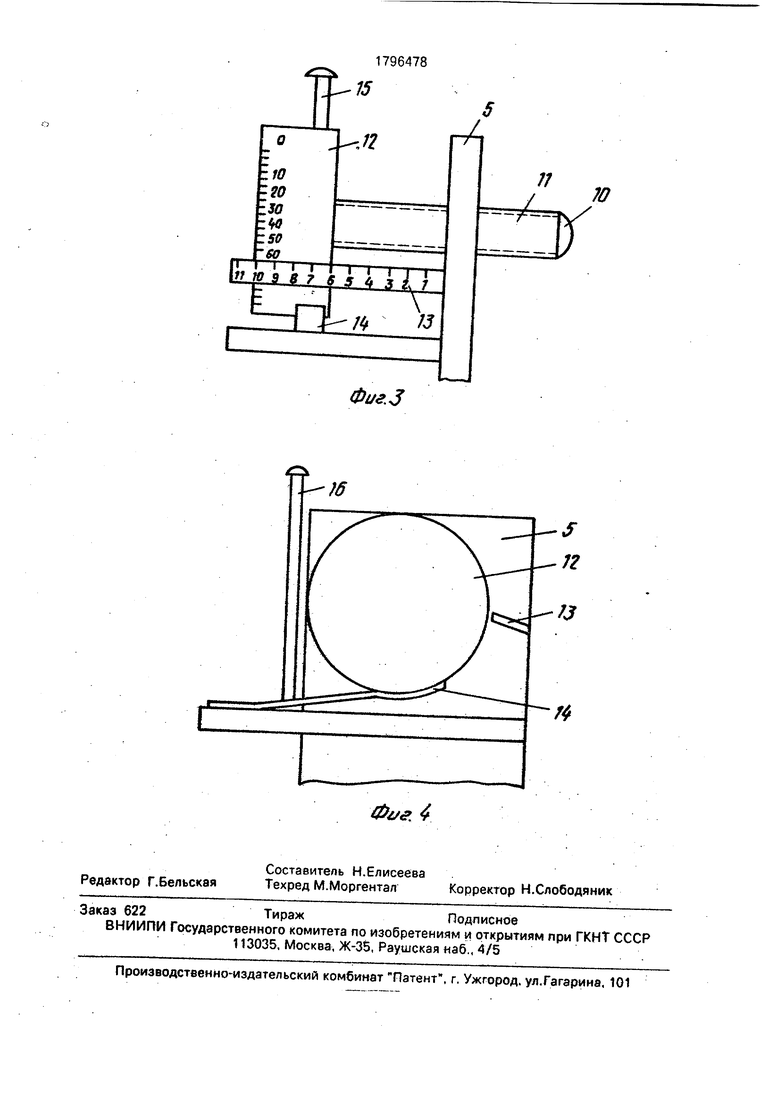
На фиг.1 изображено предлагаемое устройство; на фиг.2 - кинематическая схема устройства; на фиг.З - средство для измерения перемещения подвижного контакта, вид спереди; на фиг.4 - то, же, вид сбоку.
Устройство для термоимпульсной сварки полимерных материалов содержит нижнее 1 и верхнее 2 диэлектрические основания, нагревательный элемент 3 в виде ленты из сплава с высоким электрическим сопротивлением (нихром), один конец которой закреплен на диэлектрическом основании 2, а другой на коротком плече 4 неравноплечего рычага 5, имеющего возможность вращения вокруг оси 6. На диэлектрическом основании 2 закреплен неподвижный контакт 7, связанный с концевым электрическим выключателем 8. Длинное плечо рычага 5 подпружинено пружиной 9. На конце длинного плеча рычага 5 установлен подвижный контакт 10. Устройство содержит также средство для регулирования продолжительности импульса, включающее винт 11, связанный с подвижным контактом 10. Подвижный контакт 10 снабжен средством для измерения его перемещения, выполненным в виде головки 12 винта 11, на поверхности которой нанесены риски с цифрами, и металлической линейкой 13. Металлическая линейке 13 закреплена одним концом на длинном плече рычага 5 параллельно винту 11. Винт 11
N|
ю о
$ь VJ
09
снабжен фиксирующим элементом в виде металлической пружины 14, установленной с возможностью контакта с головкой винта. Металлическая пружина 14 связана с кнопкой 15.
Устройство работает следующим образом.
Между частями 1 и 2 основания зажимают свариваемые материалы 16. На нихромо- вую ленту нагревательного элемента 3 подают напряжение. Лента начинает нагреваться и удлиняется, Длинное плечо рычага 5 под действием пружины 9 перемещается в сторону неподвижного контакта 7. Подвижный контакт 10 через неподвижный контакт 7 размыкает концевой выключатель 8 и отключает напряжение на нагревательном элементе.
Регулирование продолжительности импульса, а следовательно, и температуры нагрева ленты проводят путем изменения расстояния 1 между подвижным и неподвижным контактами. Установка необходимой продолжительности импульса выполняется следующим образом: нажатием на кнопку 15 фиксирующая пружина 14 отжимается от головки 12 винта 11. Вращают головку и, пользуясь оцифровкой на головке и линейке 13, устанавливают расстояние I. Это расстояние должно быть определено для каждого свариваемого материала заранее.
0
5
0
5
0
Формула изобретения
г
Фиг.З
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖИМАСВАРКИ | 0 |
|
SU207389A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 761275 | |||
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
