Изобретение относится к области сварки .пластмасс, а именно к устройствам для те1яиоимпульсной сварки пакетов из термопластичной пленки.
Известно устройство для термоиМпульсной сварки термопластичных пленок, содержащее сварочную плиту с изоляционной прокладкой, в которой размещен нагревательный элемент, и прижимную плиту l.
Недостатком этого устройства является низкое качество сварки, так как в нем не учтено тепловое расширение нагревательного элемента в момент сварки.
Наиболее близким решением из известных является устройство для термоимпульсной сварки термопластичных пленок, содержащее сварочную плиту, на которой размещена изоляционная прок.падка с расположенным в ней с зазором нагревательным элементом, один конец которого жестко закреплен на сварочной плите, а другой снабжен растяжкой, закрепленной через пружину на .сварочной плите 2j
Недостаток такого устройства заключается в том, что при сварке пакетов с -использованием нагревательного элемента, имеющего взаимно п.ересекающиеся участки, в местах стыка этих участков в момент сварки нагревательный элемент расширеяется в различных направлениях и коробится, что Снижает качество сварки.
Целью предлагаемого изобретения является повьшение качества сварного шва при сварке пакетов за счет исключения коробления нагреватель-:
0 ного элемента, имеющего взаимно пересекающиеся участки.
Цель достигается тем, что растяжки расположены в местах стыка пере5секающихся участков нагревательного элемента и направлены по равнодействующей от сложения векторов термического расширения пересекающихся участков нагревательного элемента.
0
Такое выполнение устройства позволяет исключить коробление нагревательного элемента в. местах пересечения его участков при сварке пакетов и тем самым повысить качество
5 сварного шва.
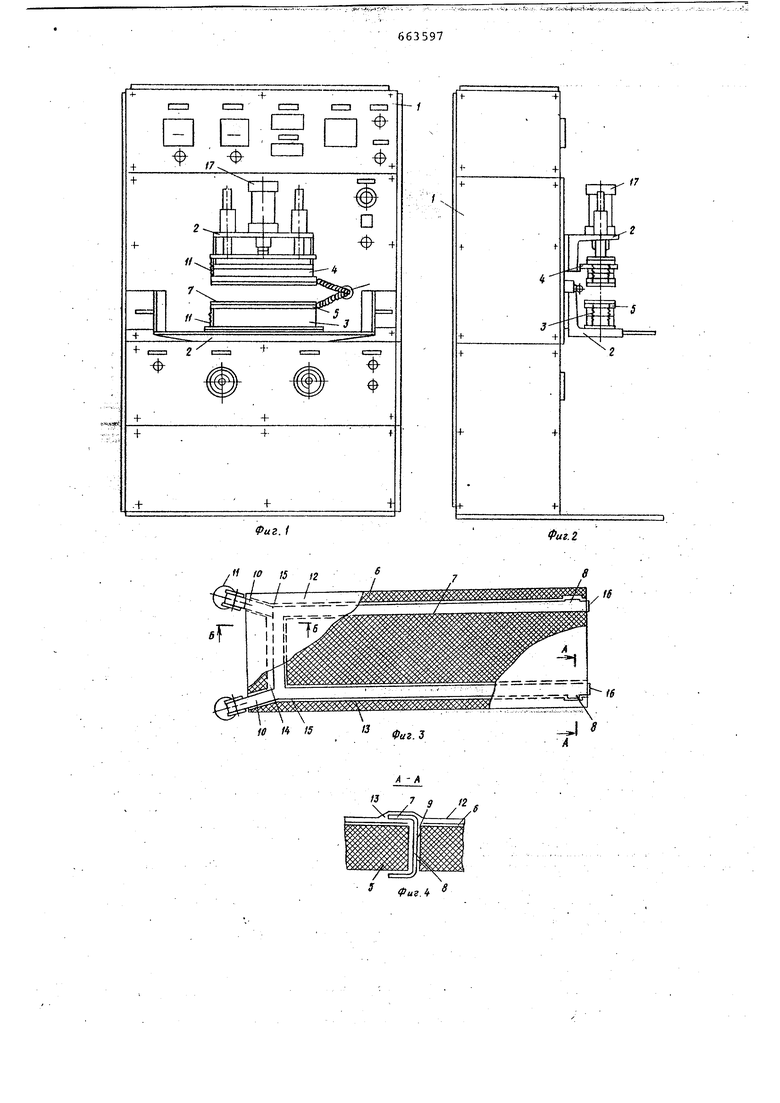
На фиг. 1 изображено устройство, общий ВИД; на фиг. 2 - устройство, вид сбоку; на фиг. 3 - сварочная плита, вид сверху; на фиг. 4 - раз0рез по А-А на фиг. 3; на фиг. 5 |5аэрез по Б-Б на фиг. 3; на фиг. б схема направления растяжек. Устройство лля термоимпульсной сварки термопластичных плёнок содер жит станину 1, на которой закреплены кронштейны 2 со смонти хзванными на них неподвижной сварочной плитой 3 и подвижной прижимной плитой 4. Неподвижная сварочная плита вклю чает плиту 5 из изоляционного материала, на которой размедена проклад ка б из теплоетойкрго листового ма/гёриайа, например,фторопласта. На прокладке расположен нагревательный элемент 7 из нихромовой ленты. Нагревательный элемент 7, выполненный .по контуру пакета, в месте подвода электротока имеет фиксаторы, представляющие собой вертикально направ ленные отростки 8 от нихромовой лен ты нагревательного элемента, которы проходят через отверстия 9 прокладки б и плиты 5 и подогнуты под плитой Нагревательный элемент 7 в местах стыка пересекающихся участков снабжен растяжками, представляющими собой горизонтальные отростки 10, зак репленные через пружины 11 на свароч ной плите. :. Горизонтальные.отростки 10 имеют определенное, заранее заданное направление. Это направление зависит о величины термического расширения пе ресекающихся участков нагревательног элемента. -..;.. -ч..;- - ;:--..-.-: Так, в данном устройстве (фиг. б) длинные участки нагревательного элемента, от вертикального, отрсэстка 8, до мёста дТыка ймён)т длинУ И и циональйое этой длине теЕ 1ическое ра ширение, а, короткий.участок НаГрева телъворо элшён а - т&ё ерМй ёсКйе peujeHHis между двумя точкамйетЕЯка 2в. Слёдрватёльно,..при пропускании импульса элёктрйчгескбго токаЧерез нагреватёльнь1й Элемент .. в сиАу термического расширения; в каж дои точке СТЫКИ длинный и половина короткого участка наЬрейатейьнбго элемен.та соответственно удлиняется на величину термического расширения айв..Таким образом, из-за термического расширения точка перегиба сместится в направлении равнодействующей R ,получаемой От геометрического сложения векторов термического расширения а и в. В сИлу этого горизонтальные от росткй 10, служащие растяжками нагревательного элемента, направлены на равнодействующей R и обеспечивают точную фиксацию нагревательного элемента до и после импульса электрода. Снаружи на нагревательном злементе лежит прокладка 12 аналогичная прокладке б. Прокладка 12 и б склеены между собой и изнутри образуют полость 13, в которой расположен нагревательный элемент. Полость имеет зазоры 14 и 15 для поглощ ения термического расширения. Подвод электротока осуществляется к концам 1 б нагревательного элемента. Подвижная плита 4 соединена с пневмоцилиндром 17, смонтированном на кронштейне 2. ПодЬижная плита 4 также снабжена нагревательным элементом, аналогйчным по конструкции нагревательному элементу 7. Устройство для сварки пакетов работает следующим образом. Заготовка. для пакета помещается на сварочную Ьлиту 3. При пуске устройства под действием пневмоцилиндра 17 подвижнйй плита 4 опускается до смыкания со сварочной плитой 3. Нагревательные элементы получают импульс электротока и происходит сварка, далее подача электротока прекращается и Осуществляется охлаждение сварного шва под давлением. По истечении установленного срока подвижная плита 4 под Действием пневмоцилиндра поднимается, приходя в исходное положение. Готовый пакет удаляется. Устройство согласно изобретению позволяет повысить качество сварного шва при сварке пакетов, за счет исключения коробления нагревательного элемента, имеющего взаимно пере- с ек ающиес я учас тк и. Формула изобретения Устройство для термоимпульсной сварки термопластичных пленок, соде )жаиёе сварочную плИту, на кото1; Ьй раэмей ена иэс5ляционная прокладка с распЬЛОжеиным в ней .с зазором нагревагельным элементом, один конец жестко закреплен на йлите, а другой снабже.н рас яжкэй, закреплённой через пружиHj на сварочной плите,о т л и ч а юЩ ё е с я тем, что, с целью повышения к,ачества сварного шва при сваркепакетов за. счет исключения коробления нагревательного элемента, имегсшего взаимно пересекающиеся участки; растяжки расположены в местах стыка пересекающихся участков нагревательного элемента и направлеНьг поравнодействующей от сложения векторов термического расширения пересек аю111ихс я участковнагревательного элемента. Источники инфоЕ 1ации, принятые вЬ внимани.е при экспертизе i. Па|Тент Франции N 2203700, В 29 С 27/00, 1974. 2. ФРГ № , кл. 39а 19/02, 1970.
дппм 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термоимпульсной сварки полимерных материалов | 1979 |
|
SU859176A1 |
| Устройство для термоимпульсной сварки полимерных пленок | 1983 |
|
SU1118535A1 |
| Устройство для контактно-тепловой сварки термопластов | 1982 |
|
SU1052401A1 |
| Устройство для сварки полимерных пленок | 1982 |
|
SU1098807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| Устройство для сварки обечаек из термопластичных материалов | 1979 |
|
SU863390A1 |
| УСТРОЙСТВО для ТЕРМОИМПУЛЬСНОЙ СВАРКИ ПОЛИМЕРНЫХ ПЛЕНОК | 1967 |
|
SU190551A1 |
| Устройство для сварки рукавов из термопластичных материалов | 1990 |
|
SU1729780A1 |
| Устройство для управления термоимпульсной сваркой поперечных швов пакетов с жидким пищевым продуктом | 1980 |
|
SU897642A1 |
| Способ сварки термопластичных полимерных материалов и устройство для его осуществления | 1990 |
|
SU1752570A1 |

«г.
to 15 12
/ /
7
tf г. 2
W
S«.4
- -; :::п:; .- -- - J . .. .
д
РаУачее положение нлгреВателя
-
0 7 :,: .
fat.f
HanpaSneHue го/ изонтальныл omfacmnpf
JfVKtt стыка
/4
ToVfra стыка Фиг. 6
