Известен способ автоматического регулирования режима сварки, при котором подачу энергии к нагревательному элементу производят дифференцировано в зависимости от требуемой температуры в зо«е сварки, причем датчиком температуры является свариваемый металл.
Отличием предложенного способа является использование в качестве датчика температуры нагревательного элемента. Это дает возможность повысить производительность труда при сварке термопластов при одновременном повышении качества сварных швов.
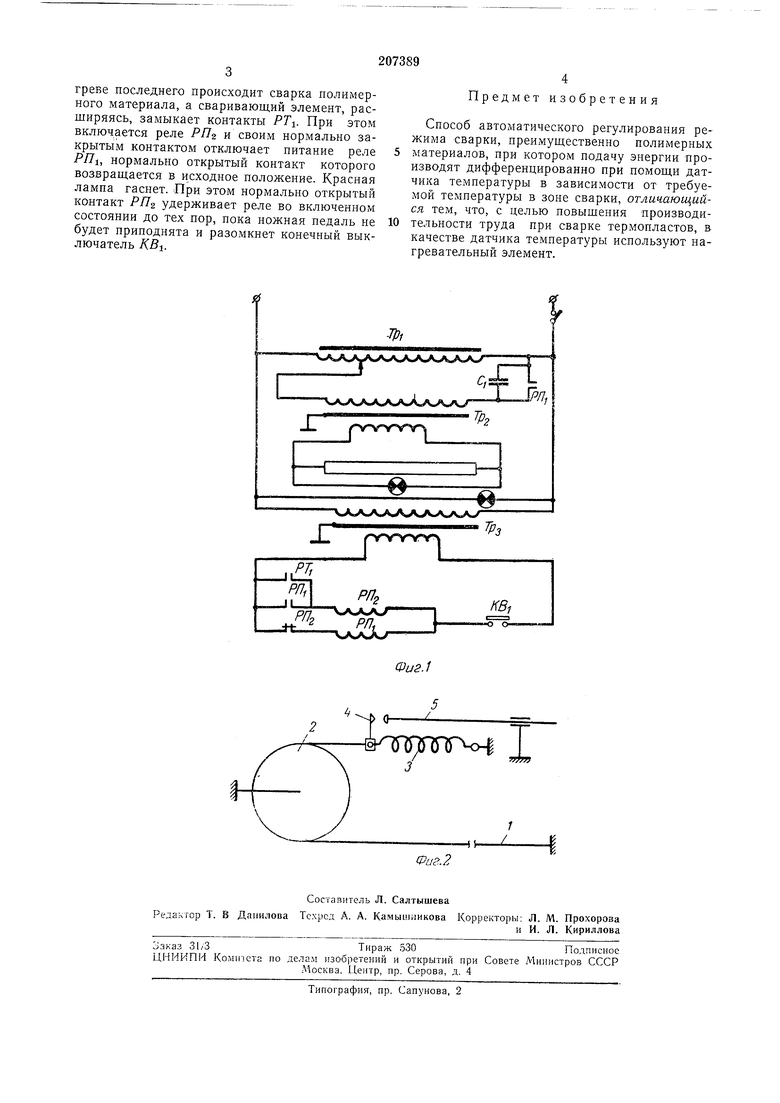
На фиг. 1 показана принципиальная электрическая схема автоматического управления пуском и отключением устройства; на фиг. 2 показана кинематическая схема отключаюш;их контактов, которые установлены на свариваюш;ей планке.
Для осуш.ествления предложенного способа электрическая схема содержит автотрансформатор Tpi, предназначенный для регулирования величины напряжения сварочного трансформатора Тр2, реле РП-i с одним нормально открытым контактом и реле f Яг с одним нормально открытым и одним .нормально закрытым контактами. Релейная часть схемы питается от отдельного трансформатора Тр, подбираемого в зависимости от применяемых реле. Напряжение питания релейной схемы подбирается безопасным для конкретных условий работы машины. В схему входит конечный выключатель КВ, конденсатор Ci, зеленая и
красная сигнальные лампы.
Кинематическая схема состоит из свариваюш.его нагревательного элемента 1, ролика 2, изолированного от корпуса машины, пружины 3, компенсируюш.ей расширение свариваюш,его
нагревательного элемента, контакта 4, изолированно закрепленного на нагревательном сваривающем элементе, имеющего возможность свободно перемещаться при нагреве сваривающего нагревательного элемента, контакта 5, закрепленного на неподвижной опоре и перемещаемого в зависимости от свариваемого материала.
Перед началом сварки неподвижный контакт устанавливают на определенный зазор
от подвижного контакта 4 в зависимости от требуемой температуры сварки. Зеленая лампа сигнализирует включение машины в сеть. При нажатии ножной педали замыкаются нормально открытые контакты конечного выключателя КВ, загорается красная ламна. Включается реле РП и своим нормально открытым контактом включает питание сварочного трансформатора 7р-, который питает сваривающий нагревательный элемент. При нагреве последнего происходит сварка поли1мерного материала, а сваривающий элемент, расширяясь, замыкает контакты РТ. При этом включается реле РП и своим нормально закрытым контактом отключает питание реле PHi, нормально открытый контакт которого возвращается в исходное положение. Красная лампа гаспет. При этом нормально открытый контакт РЯа удерживает реле во включенном состоянии до тех пор, пока ножная педаль не будет приподнята и разомкнет конечный выключатель /CBj.
Предмет изобретения
Способ автоматического регулирования режима сварки, преимущественно полимерных материалов, при котором подачу энергии производят дифференцированно при помощи датчика температуры в зависимости от требуемой температуры в зоне сварки, отличающийся тем, что, с целью повыщения производительности труда при сварке термопластов, в качестве датчика температуры используют нагревательный элемент.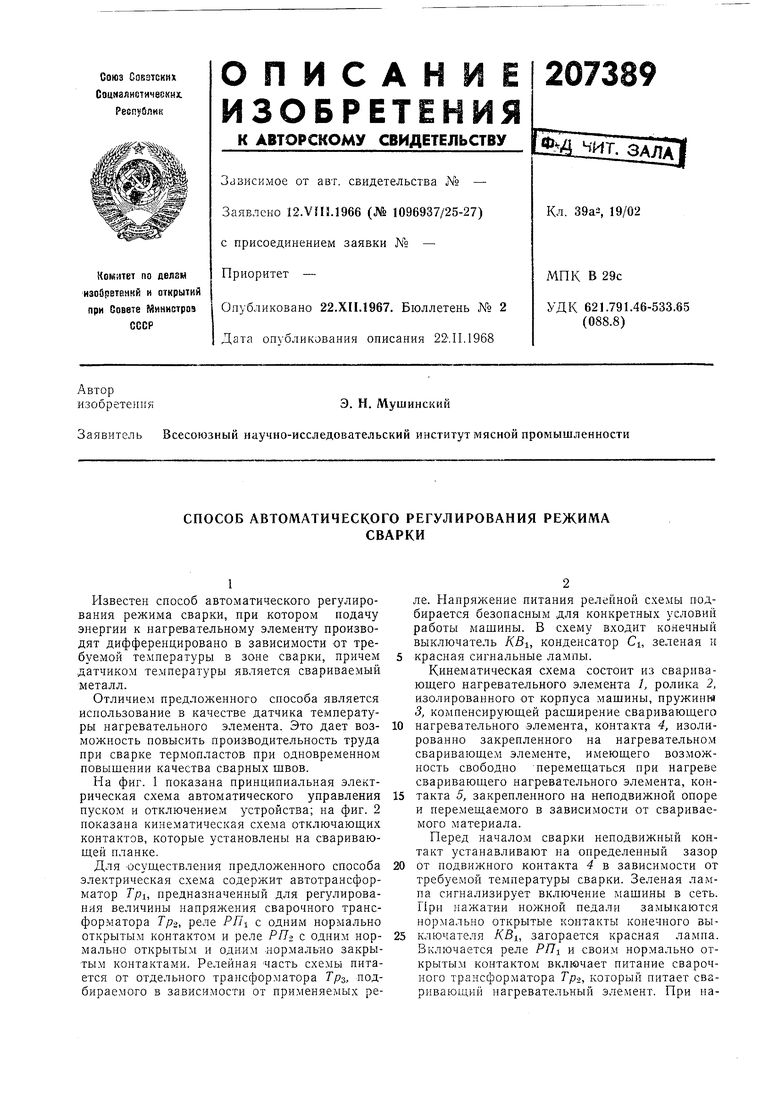
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для точечной контактной микросварки переменным током | 1986 |
|
SU1371828A1 |
| Устройство для дистанционной установки величины сварочного тока | 1953 |
|
SU102494A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| Электронагреватель для контактной сварки труб из термопластов | 1987 |
|
SU1502398A1 |
| Программный регулятор для управления циклической работой станков | 1961 |
|
SU145809A1 |
| Сварочное устройство для изготовления электропроводки | 1986 |
|
SU1393653A1 |
| Устройство для контроля режима электрической сварки | 1938 |
|
SU55759A1 |
| МАШИНА ДЛЯ КОНДЕНСАТОРНОЙ КОНТАКТНОЙ | 1973 |
|
SU407680A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| ДИСТАНЦИОННЫЙ РЕГУЛЯТОР ТОКА | 1970 |
|
SU278917A1 |
J.
