Изобретение относится к устройствам для изготовления изделий прессованием и может быть использовано преимущественно при изготовлении деталей авиамоделей и мелкой тары из полистирола в различных отраслях промышленности.
Цель изобретения - повышение производительности за счет сокращения цикла прессования изделий из пенополистирола.
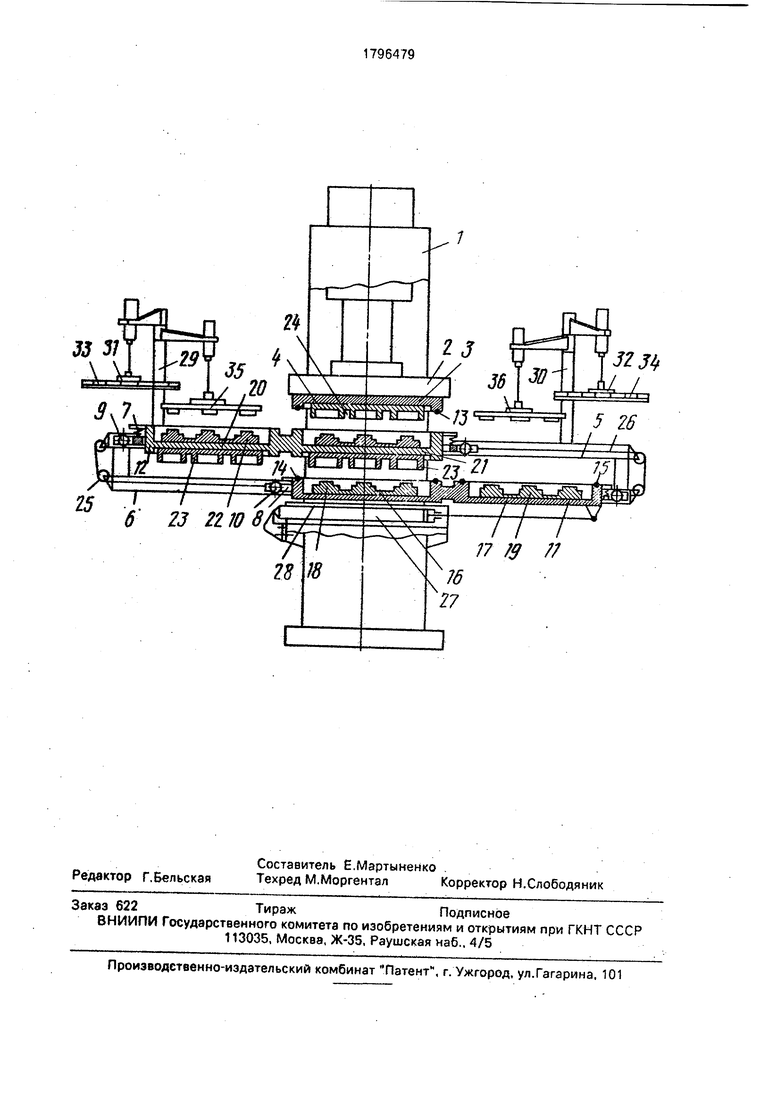
На чертеже показан общий вид установки.
Установка содержит пресс 1, с обеих сторон которого расположены механизмы загрузки заготовок и выгрузки готовых изделий,
Пресс 1 имеет подвижную верхнюю плиту 2 с установленным на ней блоком форм 3 с формообразующими элементами 4 несмонтированные одна над другой на горизонтальных направляющих 5 и 6 посредством амортизирующих подвесок 7 и 8 не тележках 9 и 10, сдвоенные нижнюю 11 и
дополнительную 12 плиты, образующие двухъярусную формующую камеру, снабженную уплотнительными элементами 13, 14 и 15. Каждая сдвоенная плита выполнена в виде двух блоков форм. Так, в блоках форм 16 и 17 нижней плиты 11 размещены формо- обрэзующие элементы 18 и 19, а в блоках форм 20 и 21 дополнительной 12 плиты - верхние 22 и нижние 23 формообрэзующие элементы.
Формообразующие элементы 4, 18, 19, 22 и 23 установлены в блоках соответствующих плит 2, 11 и 12 с зазором в виде каналов 24 для подачи теплоносителей.
Тележки 9 и 10 соединены между собой гибкой связью, выполненной в виде трособ- лочных систем 25 и 26 с возможностью возвратно-поступательного перемещения навстречу друг другу от гидроцилиндра 27 привода тележки 10, размещенного на станине 28 пресса 1,
XJ чО
Ј
х|
sQ
Механизмы загрузки заготовок и выгрузки готовых изделий выполнены в виде поворотных консолей 29 и 30, на которых размещены с возможностью вертикального перемещения кассеты 31 и 32 с мерными объемами 33 и 34 и вакуумные присосы 35 и 36.
Установка работает следующим обра зом.
В исходном положении подвижная верхняя плита 2 пресса 1 находится в верхнем крайнем положении, дополнительная сдвоенная плита 12 - в левом крайнем положении. Поворотом консолей 29 и 30 кассеты 31 и 32 с мерными объемами 33 и 34, заполненными полистиролом, устанавливаются над формообразующими элементами соответствующих блоков форм 20 и 17 и опускаются до смыкания с ними. При этом полистирол из мерных объемов высыпается в формы, распределяясь по всей ее поверхности. Включается гидроцилиндр 27 и нижняя сдвоенная плита 11 перемещается в левое крайнее положение, а дополнительная сдвоенная плита посредством трособлоч- ных систем 25 и 26 перемещается в правое крайнее положение. Далее включается ход пресса 1 и подвижная верхняя плита 2 с блоком форм 3 смыкается с блоками форм 20 и 17 соответственно дополнительной 12 и нижней 11 плит, герметизируя двухъярусную формующую камеру. После чего в камеру подается теплоноситель (пар, горячая вода). По окончании технологического времени нагрева, подача теплоносителя прекращается и в формующую камеру подается холодная вода для охлаждения вспененных изделий, а затем сжатый воздух для продувки каналов для подачи теплоносителя 24. В это же время производится загрузка блоков форм 21 и 16с помощью мерных объемов 33 и 34. По окончании продувки формующей камеры сжатым воздухом включается ход плиты 2 пресса 1 и перемещаясь вверх, пресс 1 раскрывается. После чего включается гидроцилиндр 27 и нижняя сдвоенная
плита 11 перемещается в правое крайнее положение, а дополнительная 12 сдвоенная плита - в левое крайнее положение. Производится снятие изделий с формообразующих элементов 22 и 19 блоков форм 20 и 17 вакуумными присосами 35 и 36 и далее производится их загрузка новой порцией полистирола мерными объемами 33 и 34. В это же время подвижная плита пресса 1 перемещается вниз, смыкаясь с блоками форм 21 и 16, герметизируя формующую камеру. Далее происходит последовательный нагрев, охлаждение и продувка форм, после чего пресс 1 раскрывается. Цикл повторяется.
Использование смонтированной между верхней и нижней плитами дополнительной сдвоенной плиты с установленными на ней нижними и верхними формообразующими элементами позволяет сократить цикл изготовления деталей за счет одновременного ведения процесса прессования в двух этажах пресса и подготовительных операций по обе стороны от пресса.
Формула изобретени я
Установка для изготовления изделий прессованием, содержащая пресс с подвижными верхней и нижней плитами, нижняя из которых выполнена сдвоенной с
возможностью возвратно-поступательного перемещения в горизонтальной плоскости, механизмы загрузки заготовок и выгрузки готовых изделий, расположенные по обе стороны от пресса, отличающаяся тем,
что, с целью повышения производительности за счет сокращения цикла прессования изделий из пенополистирола, пресс снабжен смонтированной между верхней и нижней подвижными плитами дополнительной
сдвоенной плитой, имеющей верхние и нижние формообразующие элементы и соединенной посредством гибких связей с нижней плитой с возможностью их возвратно-поступательного перемещения в горизонтвльной плоскости навстречу друг другу.
28
18

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления резинотехнических изделий | 1989 |
|
SU1689092A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Способ изготовления углеродных заготовок и пресс для его осуществления | 1990 |
|
SU1736922A1 |
| Агрегат для изготовления изделий из древеснойклеевой массы | 1970 |
|
SU496190A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| УСТРОЙСТВО ЗАГРУЗКИ ПОРОШКОВОГО МАТЕРИАЛА В МАТРИЦУ ПРЕСС-ФОРМЫ | 2005 |
|
RU2297328C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПЛАСТА | 1992 |
|
RU2026188C1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Роторная машина для изготовления полимерных изделий | 1987 |
|
SU1541063A1 |
Использование: получение изделий из пенополистирола методом прессования. Сущность изобретения: устройство содержит пресс с подвижными верхней и сдвоенной нижней плитами между которыми смонтирована дополнительная сдвоенная плита с верхними и нижними формообразу- ющими элементами. Нижняя плита соединена с дополнительной плитой гибкой связью с возможностью возвратно-поступательного перемещения в горизонтальной плоскости навстречу друг другу. Механизмы загрузки заготовок и выгрузки готовых изделий расположены по обе стороны от пресса, 1 ил,
