(54) АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДРЕВЕСНОКЛЕЕВОЙ МАССЫ
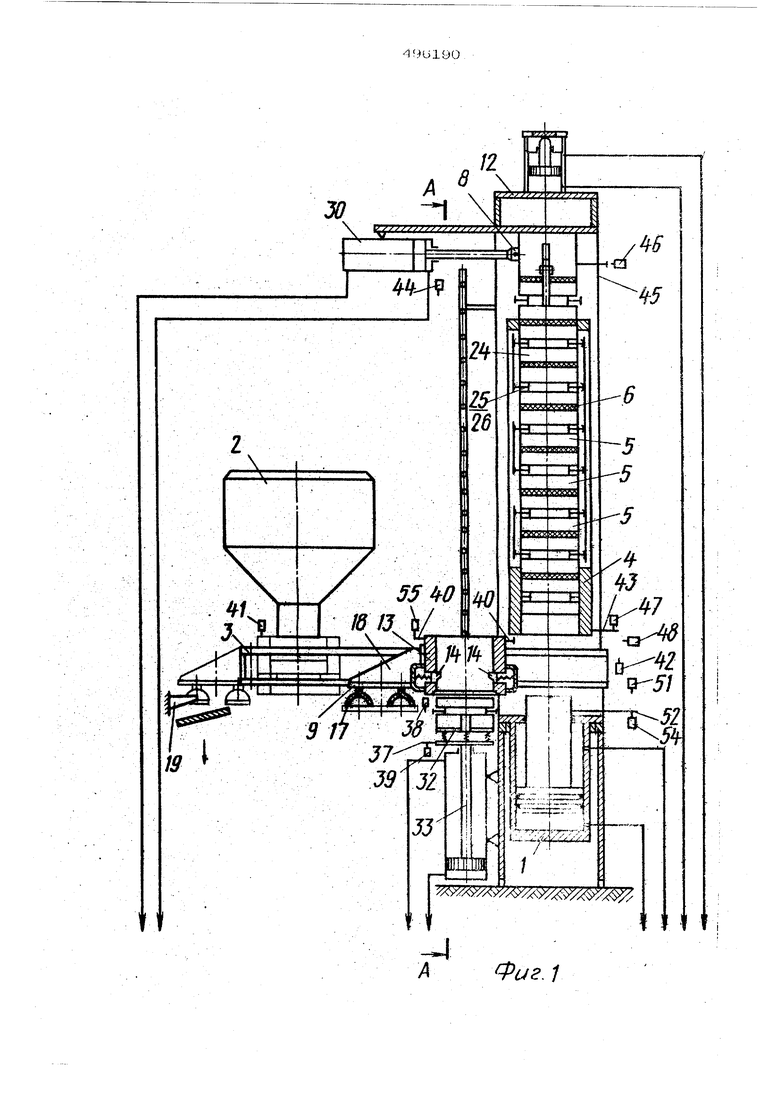
Прессующий гидроципиндр 1 дзухсторон« его действия смонтирсван в станине 12. Загруз04Haai камера 13, выполненная в иде емкости без йна,суетаншяшшыми стенках подпружиненными защелкалш 14,. монтирована на направляющих 15 с воамо кностью возБратно поступательного перемещения от гихф,рципиндра 16.
На загрузочной камере 13 расположен механизм.съема готового изделия с nonyw формы, состоящий из вакуум-присосов 17 закрепленных на кронштейне 18, Для от деления изделия (г вакуум-присосов уста новлен упор 19..
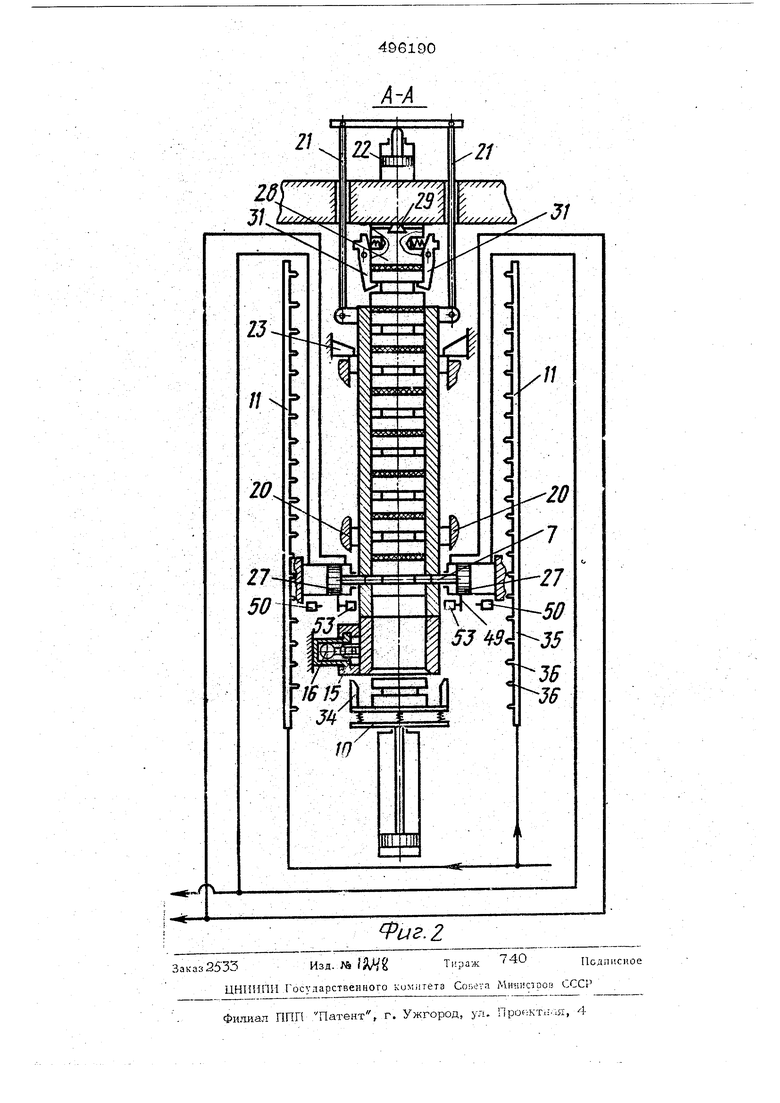
В проеме станины 12 (в направлиющих 20) находится канал 4 с возможностью возвратно.поступательн0го перем© шения при помощи тяг .21 а гидроцидиндра 22 с ограждением в крайнем верхнем положении упором 23.
На канале установлены TOKcaipoetiB iraet шины 24 для подвода электропитания скользшдими щетками 25 к нагревателям 26, расположенным в полуфс мах,
В нижней части канала находятся фик сатсры 7(чудержи$ашщие нижнюю полуфс му с приводом от гидроаип..ндра 27. По не канал 4 выполнег меньшим суммы толшин общего количества полуформ и прес суемых меж/v ними изделий на толщину одного изделия и полуформы
Над канал(Ш 4 расположен механизм выгрузки изделия из зоны пресссаания 8« предитавляюший собой плиту 28 на на правляющих 29 с приводным гидроцилин рим 30. На плите шарнирно установлены пощгружиненные рычаги-захваты 31 для удержания , :. изделия и полуформы.
Механизм подачи полуфс м и готового изделия в зону съеМа s . изделия с полуформы состоит из подпружиненной платфор- мы 32 с приводом, например от гидроци линдра 33. На платформе 32 смонтированы ксяиры 34, взаимодействующий с вы-. ступами на рычагах-захватах 31.
Охлаждающее устройство для полуформ и изделий состоит из трубопроводов 35 с соплами 36 для подачи хладагента, например сжатого воздуха, смонтированных эквидистантно траектории перемещения полуформ и t готшого изделия от Mexai низма подачи до зоны съема изделия с ; полуформы.
Агрегат работает следующим образом. В загрузочную камеру 13 с платформы 32 подается полуформа 5, которая удерживается в камере подпружинентыми защелками 14. При движении полуформы в камеру упор 37 платформы 32 нажмет на конечный выключатель 38, по команде ко торого произойдет реверсиривание гндрицллиндра 33. Платформа спустится в : iqulHee нижнее положение и упор 37 наж-. мет на.конечный ъъг,тючатыпь 3Q, который переключит гидроцилиндр 16 загрузочной камеры, при этом загрузочная камера с полуформой пере тестится в /райгтее левое положение под загрузку древес О-клеезой массой.
При остановке загрузочной ка.мерьз в «сложении аагрузки дреЕеско-кпеэвой. мгс- сы упор 40 через, конечный ььгключа ель 41 подаст команду на опускание какала 4, при этом между верхним ко.дппектом (из-.
делив и волуформа), удержи.аемыS подпру« . жиненными захватамЕ 31, распопожекнь.ми на подвижной плите 28, и какалок образуется зазср. С кокчание оп скакия к. фиксируется конечным вых лючателем 42
0 через jmop 43 с одко:арем-ь-нной подачей команды гидроцилиндрам ЗО и 33, Гидроцилиндр 30 перемещает влево плиту 28 с готовым изделием и попуфэрмой. ГкдроцИ линдр 33 поднимает платфорьду 32 вверх
3 для приема изделия и полуформы. При воз.действии копиров 34 на выступь рычагов
Iзахватов 31 последние раздвигаются,
освобождай полуформу с изделием. Упор
37 через конечный выключатель 44 подаст команду на реверсирование гидроцилиндра 33 и гидроцидиндра ЗС, который возвращает плиту 28 в зону прессования. Упор 45 подвижной плиты 28 чераа конечный выключатель 46 подает команду ГйДрОцилиндру 22. Канал 4 поднимается .. до упора 23, а конечный выключатель 47 включает гидроцилиндр 16 загрузочной камеры. При этом загрузочная камера не ремещсется в крайнее, щ.авое положение и останавливается по оси действия силового прессующего гидроцилиндра 1, а конеч S ный выключатель 48 подает команду на иодъем поршня этого гидроцилиндуа, Шток прессующего гидфоцюшндра пройвй-: гает долуфорл) G .цревесночкпеевой массой ;В канал 4 и ггроизводнт предвархетельное ч-сжатие массы между движущейся снизу полуформой и нижней зафиксированной в канале полуформой. Боковыми стенками
камеры сжатил служит нижняя часть ка нала 4.
По пути движения вверх щток прессующего гидрогллиндра 1 останавливается S5 по команде гидравлического реле давления, настроенного-.на удельное давление пред.варительного сжатия древесно-клеевой массы и включенного в цепь гидроуправленкя прессующим гидроцилиндром,.. .при ; этом прессуемая масса прижата к нижЬолуформе, находящейся в канале4 с / йлием, равным весу всех комплектов, ;. , находящихся в канале. Производится размыкание фиксаторов 7 гидроцилиндрами J. После освобождения полуформ от фиксации 5 упоры 49 гидррцилиндров 27 через конёч -вые выключатели 50 подают команду, на пpoяoJJжeниe штока прессующего гидроцилиндра 1. Происходит быстрое пере- мещенив вверх всей йтопы компонентов до 10 упора BepXEor компонента стопы s плЕту 28 и прессование древесно-клеевой массы : до заданного размера по . С станов ка штока прессующего гидродилиндра 1 и фиксация полуформы Б канале фиксаторами IS 7 от гидроцилиндров 27 производится по команде конечного выключателя 51 от упо-: ра 52. Конечные выключатели 53 через . упоры 49 контролируютзамкнутое положение фиксаторов 7 и подают команды 20 на опускание штока гидроцилиндра 1 Б крайнее нижнее положение, а гидроиилинд: ру 33 ча подъем платформы 32 с изделием :и полуформой до встречи с вакуум-присоса-МИ 17 механизма съема готового изделия | е полуформы,. Вакуум-присосы снимают га.. ;тоЕое изделие с полуформы, а платформа :; 32 опускается а крайнее нижнее Чюложенге.
После опускания штсуга .силового прессу- I ющего гидроцилнндра 1 в крайнее нижнее ; , положение, контролируемое конечный выключателем 64, .конечным зыклю йтелем 39, взаимодействующим с упором 37 платформы 32, подается команда на дви ; жение загрузочной камеры в зону загрузки в нее очередной пОлуфОрмы, контролируемой конечным выключателем 55. При перемещении загрузочной камеры в крайнее левое положение под загрузк древесно-клеевой массы изделие, ,уд. . мое вакуум-присосами 17, встречаясь с
; упором 19, . отделяется от вакуум-присосов и направляется в накопитель.
Охлаждение полуформ для исключения j преждевременной полимеризации древесноi клеевой массы производится сжатым воздухом по трубопроводам ЗЗ через сопл
36.
Формула изоб зетения
1.ArperaiT дляизготоБлекия изделий из древесноклеезой массЬ;, включающий
: силопой прессующий гидроцилиндр, меха: низм загрузка массы, канал, заполненный
комплектом полуформ и снабженный фикса; торами, загрузочную камеру, механизм I выгрузки изделия и полуформы из зоны i прессования, механизм подачи полуформ и . готового изделия в зону съема изделия с I попу4ррмь5, гидропривод и CTaHiiHy, о т л и: ч а ю щ и и с я тем, что, с целью повы: шения производительности и надежности, а
также улз гшения качества изделий, агрегат
снабжен охлаждающим устройством и механизмом съема готового изделия с попуфорj мы, а канал выполнен по длине pasiibsM сумме толщин 6още1 Ь-гсоличестБа полуi форм и прессуемых . ,-изделий без одной ; полуфор,ЛЫ и кадеггкч.,,.-.
2.А.гр8гет по п. 3., о т л и ч а ш и и с я теЛ, что механкзк; съема го тового изделия с полуфорксы BbinomiSH в виде вск5-ум-ПрисосоБ из эластичного pviSTepsana.
3.Агрегат по п. 1, о т л и ч а ющ и и о я тем, что ох шждающее устройство выполненов виде сопел для подачи хладагента, например сжатого воздуха, которые смонтировань эквидистантно тра- ехторйа перемещения полуформ и готового
1кацелия от механизма гюяччк до зоны
I
;1съема изделия с иолусЬормы. Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для отлива плоских волокнистых плит | 1972 |
|
SU445587A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Гидравлический пресс периодического действия | 1974 |
|
SU487784A1 |
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2040396C1 |
| Вертикальный пресс | 1989 |
|
SU1639977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Съемно-загрузочное устройство Макарова А.П. | 1982 |
|
SU1115982A1 |