Изобретение относится к обработке металлов давлением, в частности к штамповоч- ному оборудованию для производства крупногабаритных изделий, штампуемых с нецентральным приложением нагрузки.
Целью, изобретения является снижение металлоемкости и повышение надежности пресса.
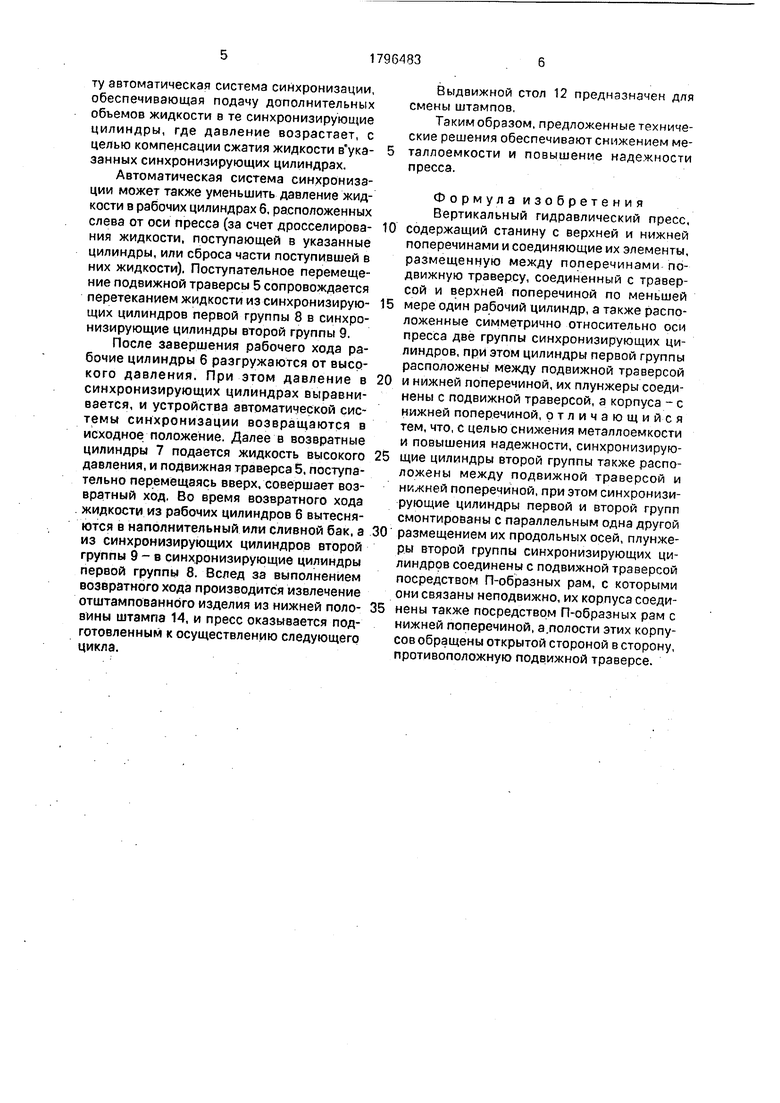
На фиг.1 показан пресс, общий вид: на фиг.2 - разрез А-А на фиг.1.
Гидравлический пресс содержит станину, включающую верхнюю поперечину 1 и нижнюю поперечину 2; а также соединяющие их стойки 3. Нижняя поперечина 2 с помощью опор 4 связана с фундаментом. Между верхней поперечиной 1 и нижней поперечиной 2 размещена подвижная траверса 5.-С верхней поперечиной 1 и подвижной траверсой 5 взаимодействуют рабочие цилиндры 6. Их корпуса связаны с верхней поперечиной 1, а плунжеры - с подвижной траверсой 5. На нижней поперечине 2 установлены возвратные цилиндры 7. Их плун- жеры взаимодействуют с подвижной траверсой 5.
На нижней поперечине 2 симметрично относительно осей пресса расположены синхронизирующие цилиндры первой группы 8. Их корпуса прикреплены к нижней поперечине 2, а плунжеры - к подвижной траверсе 5. Между нижней поперечиной 2 и подвижной траверсой 5, в непосредственной близости от синхронизирующих цилиндров первой группы 8, но несоосно с ними, симметрично относительно осей пресса размещены синхронизирующие цилиндры второй группы 9. Их плунжеры обращены в сторону свободной от рабочих цилиндров поперечины 2 и посредством П-образных рам 10 соединены с подвижной траверсой 5, а корпуса, также посредством П-образных рам 11, - с нижней поперечиной 2.
Каждый синхронизирующий цилиндр первой группы 8 гидравлически соединен с диаметрально расположенным синхронизирующим цилиндром второй группы 9. Полости всех синхронизирующих цилиндров предварительно напряжены гидравлическим давлением и к трубопроводам, соединяющим синхронизирующие цилиндры первой группы 8 и диаметрально расположенные синхронизирующие цилиндры второй группы 9, подключены устройства автоматической системы синхронизации, обеспечивающей уменьшение перекосов подвижной траверсы 5 при штамповке с нецентральным приложением технологиче- ской нагрузки за счет компенсации деформаций жидкости в синхронизирующих цилиндрах и соответствующих деталях
пресса, а также за счет уменьшения давления в соответствующих рабочих цилиндрах. На нижней поперечине 2 установлен выдвижной стол 12с нижним штамподержателем 13 и нижней половиной штампа 14. К подвижной траверсе 5 снизу прикреплены верхний штамподержатель 15 и верхняя половина штампа 16.
Пресс работает следующим образом,
В нижнюю половину штампа 14 укладывается заготовка, после чего возвратные цилиндры 7 соединяются со сливом, и подвижная траверса 5, поступательно перемещаясь вниз до соприкосновения верхней
5 половины штампа 16 с заготовкой, совершает холостой ход. При этом рабочие цилиндры б заполняются жидкостью низкого давления, а жидкость из синхронизирующих цилиндров первой группы 8 вытесняет0 ся в гидравлически соединенные с ними синхронизирующие цилиндры второй группы 9. После выполнения холостого хода в , рабочие цилиндры б подается жидкость высокого давления, и при дальнейшем движе5 нии вниз подвижная траверса 5 осуществляет рабочий ход, во время ко горо- го происходит деформирование заготовки. В случае центрального приложения технологической нагрузки подвижная траверса
0 5 при рабочем ходе продолжает перемещаться вниз поступательно, а жидкость, заключенная в синхронизирующих цилиндрах первой группы 8, перетекает в синхронизирующие Цилиндры второй группы 9.
5 в случае нецентрального приложения технологической нагрузки, например, при смещении ее равнодействующей вправо от оси пресса, на подвижную траверсу 5 действует момент, стремящийся повернуть упо0 мянутую траверсу против направления движения часовой стрелки. В результате этого давление жидкости в синхронизирующих цилиндрах первой группы 8, расположенных слева от оси пресса, и сообщающихся
5 с ними синхронизирующих цилиндрах второй группы 9 повышается, а в расположенных в непосредственной близости от указанных и сообщающихся между собой синхронизирующих цилиндрах - понижается. ,
0 в результате в синхронизирующих ци- . линдрах возникают усилия, действующие на траверсу снизу вверх слева и сверху вниз справа от оси пресса. Указанные усилия создают момент, приложенный к подвижной
5 траверсе 5 по направлению движения часовой стрелке и уравновешивающий момент от нецентрального приложения технологи ческой нагрузки. По достижении разности давлений в синхронизирующих цилиндрах определенной величины.включается в работу автоматическая система синхронизации, обеспечивающая подачу дополнительных объемов жидкости в те синхронизирующие цилиндры, где давление возрастает, с целью компенсации сжатия жидкости занных синхронизирующих цилиндрах.
Автоматическая система синхронизации может также уменьшить давление жидкости в рабочих цилиндрах б, расположенных слева от оси пресса (за счет дросселирования жидкости, поступающей в указанные цилиндры, или сброса части поступившей в них жидкости). Поступательное перемещение подвижной траверсы 5 сопровождается перетеканием жидкости из синхронизирующих цилиндров первой группы 8 в синхронизирующие цилиндры второй группы 9.
После завершения рабочего хода рабочие цилиндры 6 разгружаются от высокого давления. При этом давление в синхронизирующих цилиндрах выравнивается, и устройстЁа автоматической системы синхронизации возвращаются в исходное положение. Далее в возвратные цилиндры 7 подается жидкость высокого давления, и подвижная траверса 5, поступательно перемещаясь вверх, совершает возвратный ход. Во время возвратного хода жидкости из рабочих цилиндров 6 вытесняются в наполнительный или сливной бак, а из синхронизирующих цилиндров второй группы 9 - в синхронизирующие цилиндры первой группы 8. Вслед за выполнением возвратного хода производится извлечение отштампованного изделия из нижней половины штампа 14, и пресс оказывается подготовленным к осуществлению следующего цикла.
Выдвижной стол 12 предназначен для смены штампов,
Таким образом, предложенные технические решения обеспечивают снижением ме- таллоемкости и повышение надежности пресса.
Формул а изобретения Вертикальный гидравлический пресс,
содержащий станину с верхней и нижней поперечинами и соединяющие их элементы, размещенную между поперечинами подвижную траверсу, соединенный с траверсой и верхней поперечиной по меньшей
мере один рабочий цилиндр, а также расположенные симметрично относительно оси пресса две группы синхронизирующих цилиндров, при этом цилиндры первой группы расположены между подвижной траверсой
и нижней поперечиной, их плунжеры соединены с подвижной траверсой, а корпуса - с нижней поперечиной, отличающийся тем, что, с целью снижения металлоемкости и повышения надежности, синхронизирующие цилиндры второй группы также расположены между подвижной траверсой и нижней поперечиной, при этом синхронизирующие цилиндры первой и второй групп смонтированы с параллельным одна другой
размещением их продольных осей, плунжеры второй группы синхронизирующих цилиндров соединены с подвижной траверсой посредством П-образных рам, с которыми они связаны неподвижно, их корпуса соединены также посредством П-образных рам с нижней поперечиной, а.полости этих корпусов обращены открытой стороной в сторону, противоположную подвижной траверсе.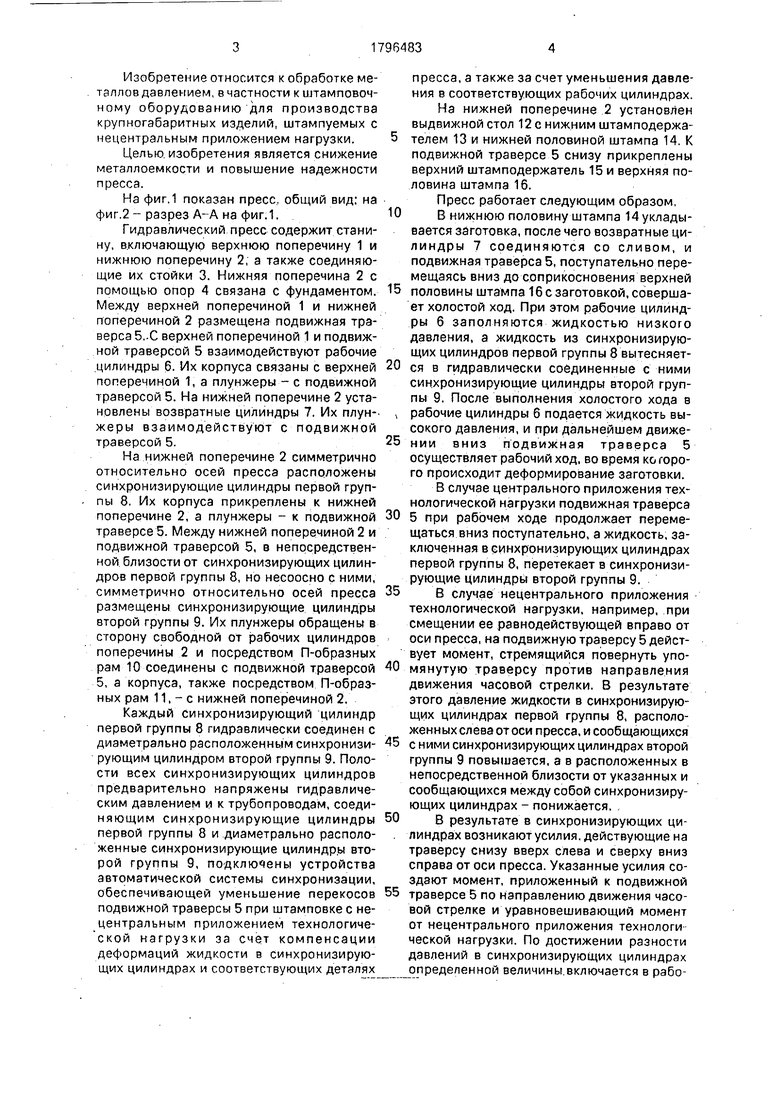
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный гидравлический пресс | 1989 |
|
SU1722874A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1136951A1 |
| Гидравлический пресс | 1991 |
|
SU1791150A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU394236A1 |
| Гидравлический пресс для штамповки с кручением | 1984 |
|
SU1194688A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU434030A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU432005A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕССgf^;-г» *->&;••-,,-,*"*v-;'?—О'ч..+'!-.,/-•• -|ПАТЕНТ1Ш^;:..:.:':' bHb/i^'iOTh | 1973 |
|
SU375210A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1998 |
|
RU2163196C2 |
Использование: при производстве крупногабаритных изделий, штампуемых с нецентральным приложением нагрузки. Сущность: при холостом ходе подвижной траверсы 5 рабочие цилиндры 6 заполняются жидкостью низкого давления, а жидкость из синхронизирующих цилиндров первой ы группы 8 вытесняется в гидравлически соединенные с ними синхронизирующие цилиндры второй группы 9, после выполнения холостого хода в рабочие цилиндры 6 подается жидкость высокого давления и при дальнейшем движении вниз подвижная траверса 5 осуществляет рабочий ход, ео время которого происходит деформирование заготовки, В случае нецентрального приложения технологической нагрузки на подвижную траверсу 5 действует момент, .стремящийся повернуть ее против направлений движения часовой стрелки. В результате этого давление жидкости в синхронизирующих цилиндрах первой группы Ь, расположенных слева от оси пресса, и сообщающихся с ними синхронизирующих цилиндрах второй группы 9 повышается. Все упомянутое приводит к1 выравниванию подвижной траверсы 5. 2 ил. СО с
| Розанов Б,В | |||
| Гидравлические прессы | |||
| - М: Машгиз, 1959, с.53, фиг.32 | |||
| Вертикальный гидравлический пресс | 1983 |
|
SU1136951A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
