1
Изобретение относится к области обработки металлов давлением, в частности к штамповке сложных деталей с полостями.
Известен гидравлический пресс, содержащий станину, выплоненную в виде неподвижных верхней и нижней поперечин, стянутых стойками, подвижную траверсу, соединенную с плунжерами рабочих цилиндров, установленных в верхней поперечине, а также связанную с верхней поперечиной вертикальную прошивную систему, взаимодействующую с верхним концом размещенной в центральном отверстии подвижной траверсы щтанги, на нижнем конце которой установлен инструмент, а также устройство для направления подвижной траверсы.
Недостатком известного пресса являются значительные размеры несущих деталей станины и подвижной траверсы пресса.
С целью уменьшения металлоемкости и себестоимости предлагаемого пресса устройство для направления подвижной траверсы выполнено в виде установленного соосно со штангой в центральном отверстии подвижной траверсы полого хвостовика, охватываемого направляющей втулкой, предусмотренной в верхней поперечине, при этом в полости хвостовика смонтированы дополнительные направляющие втулки, охватывающие щтангу вертикальной прошивной системы.
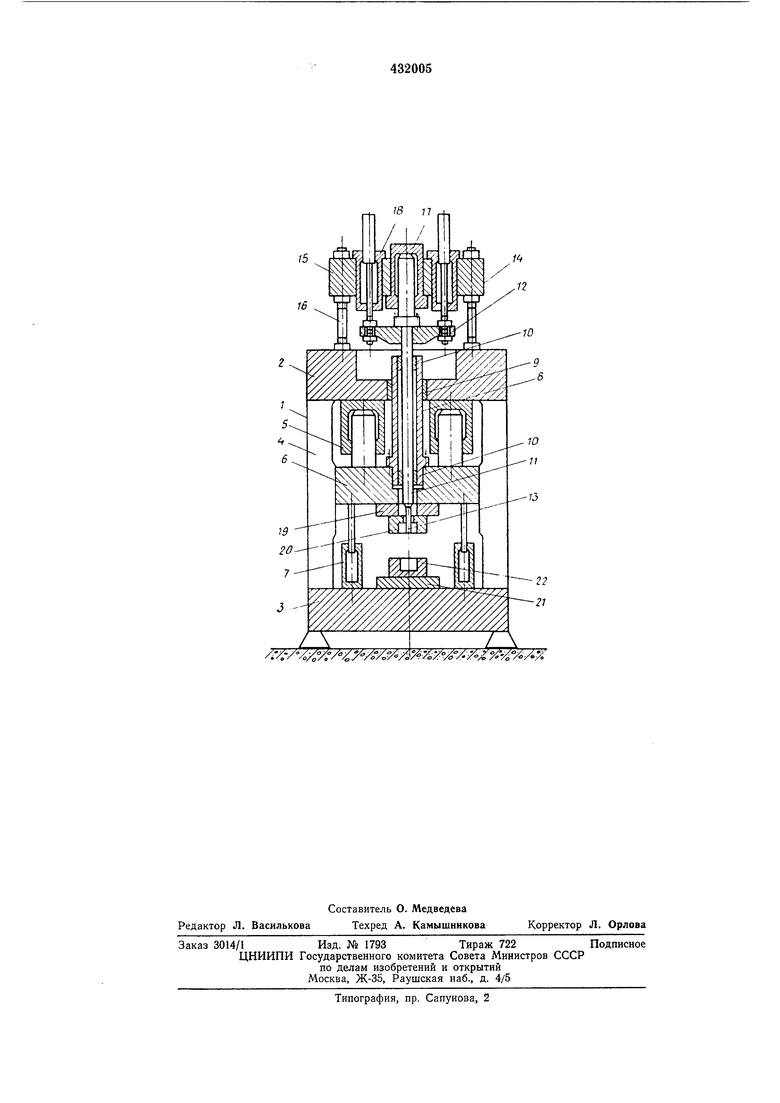
На чертеже схематически показан предлагаемый нресс.
Пресс содержит станину 1, включающую верхнюю 2 и нижнюю 3 поперечины, соединенные между собой стойками (или колонпамп) 4. О верхнюю поперечину 2 опираются рабочие цилиндры 5, плунжеры которых связаны с подвижной траверсой 6. С подвижной траверсой б соединены также плунжеры подъемных цилиндров 7, смонтированных па нижней поперечине 3. Соосно с центральным отверстием подвижной траверсы 6 установлен соединенный с нею хвостовик 8. охватываемый
направляющей втулкой 9, смонтпрованной в верхней поперечине 2. Хвостовик 8 имеет осевое отверстие, в котором установлены направляющие втулки 10, охватывающие штангу 11. Верхний конец штангп 11 соединен с балкой
12, а нижний - с прошивнем (инструментом) 13.
Над верхней поперечиной 2 расположена вертикальная прошивная система 14, содержащая траверсу 15, соединенную с помощью
колонн 16 с верхней поперечиной 2, и установленные в траверсе 15 цилиндр 17 прямого хода и цилиндры 18 обратного хода. Плунжер цилиндра 17 прямого хода соединен с верхним торцом щтанги 11, а плунжеры цилиндров 18 обратного хода - с балкой 12.
К подвижной траверсе 6 снизу и нижней поперечине 3 сверху ирикреплены соответственно верхний штамнодержатель 19 с верхней половиной штампа 20 и нижний штамподержатель 21 с нижней ноловиной штамна 22.
При штамповке сложных деталей с полостями предлагаемый пресс работает следуюш;им образом.
Заготовка помендается в нижнюю половину штампа 22, после чего подвижная траверса 6 совершает холостой ход вниз до соприкосновения с заготовкой верхней ноловнны штампа 20. После этого под воздействием жидкости высокого давления, подаваемой в рабочие цилиндры 5, подвижная траверса 6 осуш,ествляет рабочий ход, в результате которого заготовка получает предварительную деформацию, а верхняя половина штампа 20 оказывается нрижатой к нижней половине штампа 22 по всей плоскости разъема. Далее начинает работать вертикальная прошивная система 14. Вначале происходит холостой ход указанной системы, при котором штанга 11 с укренленным на ее нижнем конце прошивнем 13 перемеш,а10тся вниз до упора прошивня 13 в предварительно сдеформнрованную заготовку. Затем в цилиндр 17 прямого хода подается Лчидкость высокого давления, и осуществляется рабочий ход вертикальной прошивной системы 14. При этом прошивень 13, внедряясь в заготовку, образует в ней соответствующую HOvTOCTb, а вытесняемый им металл заполняет фигуру штампа, в результате чего оформляется внешняя новерхность детали. Далее с помощью цилиндров 18 обратного хода нрошивень 13 извлекается из отштампованной детали и совместно со штангой 11 возвращается вверх в исходное положение. После этого включаются подъемные цилиндры 7, и подвижная траверса 6 совершает обратный ход. При этом штамп раскрывается, освобождая отштампованную деталь.
Последняя операция цикла состоит в извле-. чении отштампованной детали из нижней ноловины штамна 22.
Предлагаемый пресс может использоваться и для обычной штамповки. В этом случае прошивень 13 снимается, балка 12, соединенная с верхним концом штанги 11, нодводится до соприкосновения с верхним торцом хвостовика о и соединяется с ним. Таким образом, нри
обычной штамновке штанга 11, балка 12 и плунлсеры цилиндров 17 прямого хода и цилиндров обратного хода перемещаются синхронно с подвижной траверсой 6. Кроме того, цилиндр 17 включается одновременно с рабочими цилиндрами 5. При этом его усилие через хвостовик 8 передается подвижной траверсе 6, где суммируется с усилиями рабочих цилиндров 5, обеспечивая осуществление
штамновки с максимально возможным для данного пресса усилием.
Кроме штамповки сложных деталей с полостями и обычпых деталей, на прессе можно прессовать трубы. Для этого вертикальную
прошивную систему 14 и штангу 11 с балкой 12 снимают, а вместо верхней ноловины штампа 20 и нижней половины штампа 22 пресс оснащают специальным инструментом, включающим иглу, контейнер и матрицу. Прессование ведут из цолой заготовки, нричем труба прессуется вверх и располагается в центральном отверстии подвижной траверсы 6 и осевом отверстии хвостовика 8. Извлечение готовой трубы из пресса производится через
верх станины 1.-
Предмет изобретения
Гидравлический пресс, содержащий станину, вынолненную в виде неподвижных верхней и нижней поперечин, стянутых стойками, подвижную траверсу, соединенную с плунжерами рабочих цилиндров, установленных в верхней нонеречине, а также связанную с
верхней поперечиной вертикальную прошивную систему, взаимодействующую с верхним концом размещенной в центральном отверстии подвижной траверсы штанги, на нижнем конце которой установлен инструмент, а также
устройство для нанравления подвижной траверсы, отличающийся тем, что, с целью уменьшения металлоемкости и себестоимости нресса, устройство для направления подвижной траверсы выполнено в виде установленного соосно со щтангой в центрально.м отверстии подвижной траверсы полого хвостовика, охватываемого нанравляющей втулкой, нредусмотренной в верхней поперечине, при этом в полости хвостовика смонтированы донолнительные направляющие втулки, охватывающие штангу вертикальной нрошивной системы.
гн-, S
Iff
12
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1973 |
|
SU440272A1 |
| Гидравлический пресс для глубокой вытяжки | 1983 |
|
SU1081003A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2342254C2 |
| Вертикальный гидравлический пресс | 1981 |
|
SU1009809A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1136951A1 |
| Вертикальный гидравлический пресс | 1989 |
|
SU1722874A1 |