Известны штамны для отбортовки, содержащие стержии, составные матрицы и разъемный иуансои, вынолиенный в виде секций, разъем которых осуществляется ио радиальным плоскостям. Секции пуансона ири ходе иолзуна приводятся в движение с помощью пружинн1з1х буферов и конических поверхиостей. и.1еюи1ихся на стержне и матрице, которые взаимодейству от е коническими участками на наружных и внутренних поверхностях секций иуансона. В момент формования отбортовки между разъемными секциями нуансона образуются зазоры, которые не позволяют получать качествеиную отбортовку деталей за один ход иолзуна, ноэтому детали обрабатывают за два хода иолзуна, поворачивая их на пекоторый угол.
Предлагаемый штамп для отбортовки деталей полузакрытого тина отличается от известных тем, что разъемные секции пуансона вынолкены разновысокими и имеют ступенчатые поверхности сопряжения, которые обесиечивают коптактнрование в рабочем li нерабочем положениях по илоскостял соответственно нижних и верхних ступеней. Перемещение секций пуансопа в исходное положение обеспечивается самостоятельными буферами.
секции пуансона в верхнем положении; на фиг. 2 --- то же, секции в нижнем иоложеипп. Опорные и формирующие поверхности секций / и 2 в начальный момент хода ползуна занимают разновысокое положение (фиг. 1). Разъем секций 1 2 выполнен в и.чос1 остях. параллельных оси снмметргп обрабать1ваемой детали. Конические поверхности секцпй коитактируют с коническими ступенчатыми поверхностями стержня о и частью составной матрицы с горизонтальной илоскостыо разъема. Верхняя часть 5 матр1 цы закреплена иа илпте 6.
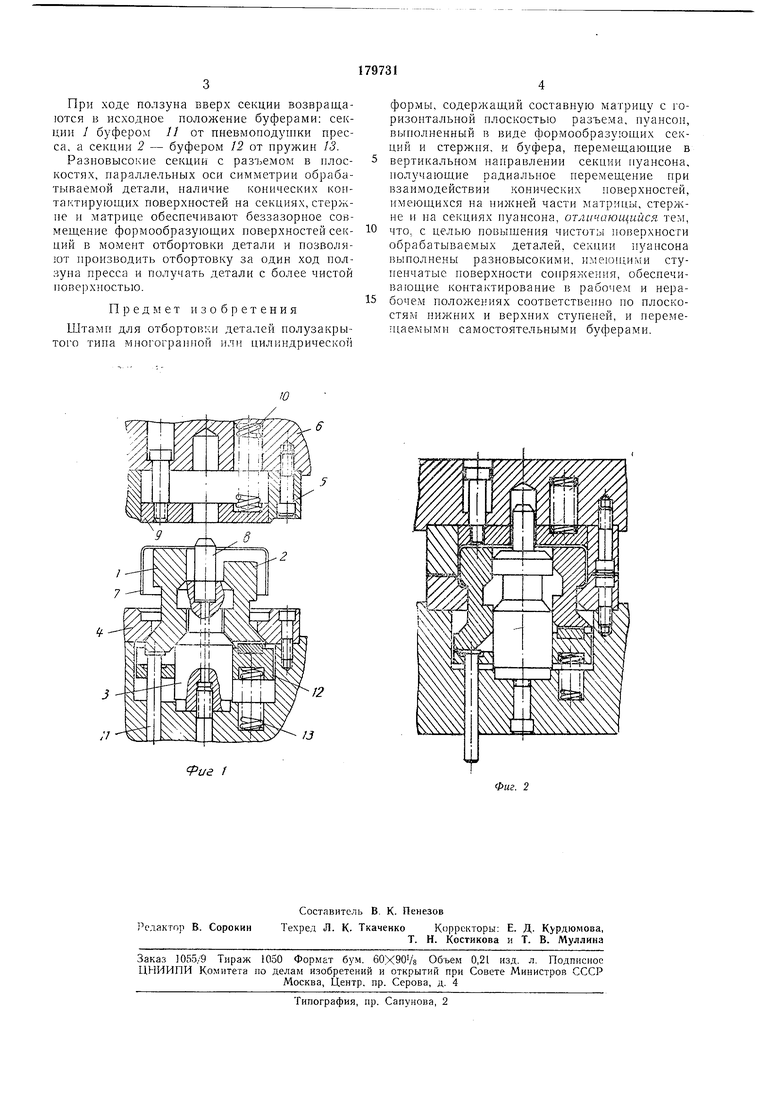
Обрабатываемую деталь 7 устанавлшипот на опорные поверхности секций / и фиксатор (S Секции 2 расположены ниже секций /. При ходе ползуна пресса вниз прижим 9 прижимает обрабатываемую деталь 7 к опорным поверхностям секцпп /, сжпмает пружппы 10, перемещается внутрп верхней части 5 матрицы и соприкасается с плитой 6. Секции / и 2 движутся одповременно внпз и в сторо1П) lui коническим ступенчатым новерхностям стержня 3 нижней части 4 матрицы и беззазорпо заполняют деталь 7. Деталь движется толь о вниз, так как зафиксирована верхней частью 5 матр1 цы. Отбортовка и правка отбортовки у детали 7 производится формообразуюп1ей поверхиостью секций / п 2 па матрице ii конце хода ползупа (фиг. 2).
При ходе ползуна вверх секции возвращаются в исходное положение буферами: секции 1 буфером // от пневмоподушки пресса, а секции 2 - буфером 12 от пружин 13.
Разновысокие секции с разъемом в плоскостях, параллельных оси симметрии обрабатываемой детали, наличие конических контактирующих поверхностей на секциях, стержне и матрице обеспечивают беззазорное совмещение формообразующих поверхностей секций в момент отбортовки детали и позволяют производить отбортовку за один ход ползуна пресса и получать детали с более чистой поверхностью.
Предмет изобретения
Штамп для отбортовки деталей полузакрытого типа многогранной или цилиндрическот
формы, содержащий составную матрицу с горизонтальной плоскостью разъема, пуансон, выполненный в виде формообразующих секций и стержня, и буфера, перемещающие в вертикальном нанравлении секции пуансона, получающие радиальное неремещение при взаимодействии конических поверхностей, имеющихся на нижней части матрицы, стержие и иа секциях пуансона, отличающийся тем, что, с целью повышения чистоты поверхности обрабатываемых деталей, секции пуансона выполнены разновысокими, имеющими ступенчатые поверхности соиряжения, обеспечивающие контактирование в рабочем и нерабочем положениях соответственпо по плоскостям нижних и верхних ступеней, и перемецаемыми самостоятельными буферами.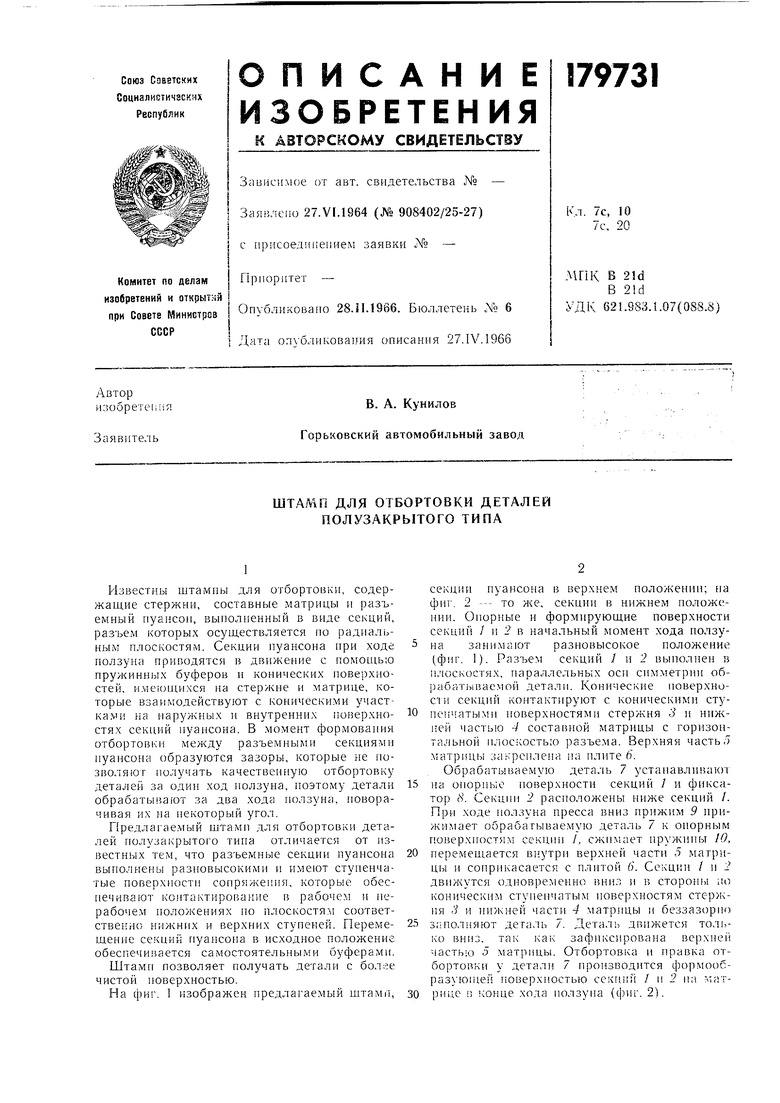
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Устройство для получения отводов на трубчатых заготовках | 1989 |
|
SU1712024A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп | 1975 |
|
SU609577A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Штамп для раздачи трубчатых заготовок | 1984 |
|
SU1197759A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОК ВЫДАВЛИВАНИЕМ | 1967 |
|
SU202700A1 |
/2
//
/J
fue 1
