Известен штамп для штамповки поковок выдавливанием, содержаш нй верхнюю и нижнюю плиты и составную из двух частей матрицу, одна из которых неразъемная, а вторая выполнена с разъемом, параллельным направлению действуюш,ей силы.
В нредлагаемом штампе более надежно запирается разъемная матрица во время штамповки. Это достигается тем, что половина разъемной матрицы установлена в фасонном гнезде параллельных поворотных валков, смонтированных в -нижней плите штампа.
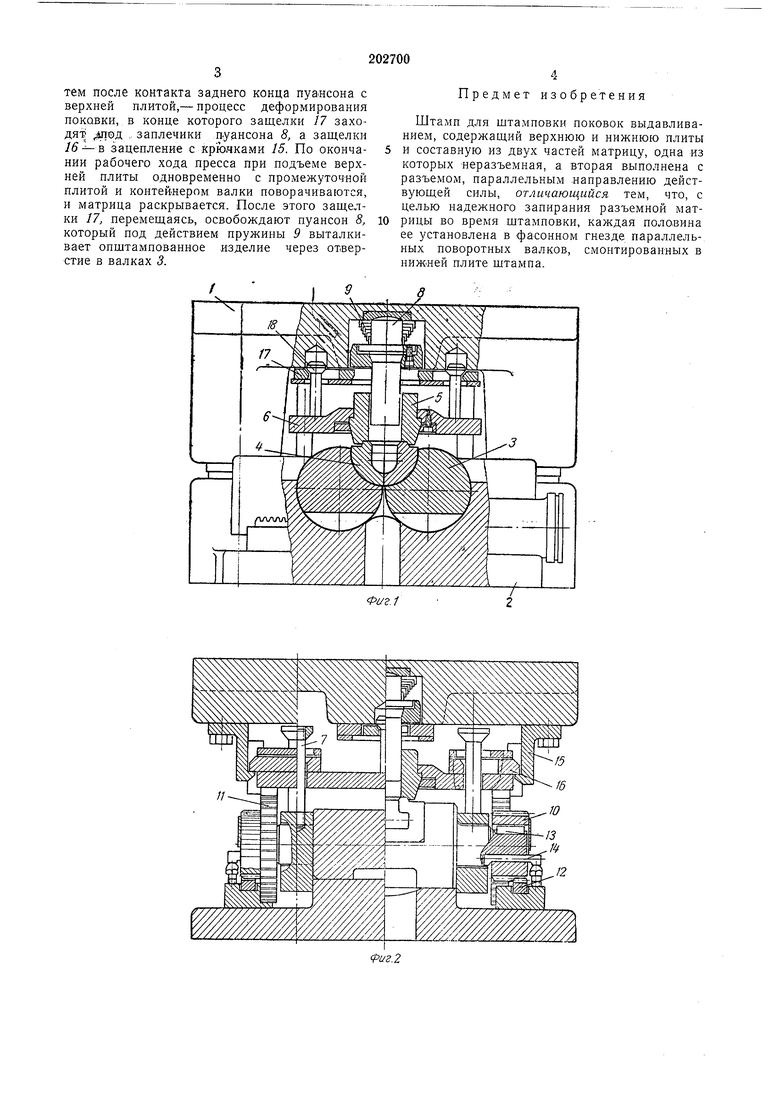
На фиг. 1 и 2 изображен предлагаемый штамп в двух проекциях, разрез.
Штамп смонтирован на верхней / и нижией 2 плитах. На нижней плите смонтированы валки 3, в фасонных гнездах которых размещены ПОЛОВИНКИ разъемной части матрицы 4. Надежное соединение этих иоловинок осушествляется неразъемной ее частью - контейнером 5. Последний установлеи на промежуточной плите 6, которая перемещается в вертикальном направлении по четырем направляющим колопкам 7.
На верхней плите смонтирован пуансон 8 с пружиной 9. Закрывается и раскрывается матрица при повороте валков 3, приводимых в движение шестернями 10, находящимися в зацеплении с вертикальными рейками 11 и горизонтальными рейками 12. Рейки 12 связаны €0 штоками пневмоцилиндров (не показаны), а шестерни с валками - с помошью призматических 13 и поворотных 14 шпонок. Вертикальные рейки // жестко связаны с нромежуточиой плитой 6.
Раскрываются половинки матрицы 4 во время обратного хода иолзуна пресса при подъеме верхней плиты штампа, при этом поднимается и промежуточная плита, связанная с
верхней плитой захватываемыми устройствами. Последиие состоят из крючков 15 и защелок 16. Так как подъем промежуточной плиты должен быть меньше хода ползуна пресса, защелки 16 выводятся из зацепления с крючками 15 при контакте защелок с коническими насадками 17 колонок 7. Закрываются половинки матрицы при подаче сжатого воздуха в пневмоцилиндры, перемещающие рейки 12.
Готовая поковка выталкивается из матрицы пуаисоном 8 под воздействием пружины 9. До момента выталкивания пуансон удерживается в верхней плите защелками 17. Освобождение пуансона происходит при перемещении защелок и под воздействием конических новерхностей колонок 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зигзагообразной штамповки | 1979 |
|
SU948496A2 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| ЛИСТОШТАМПОВОЧНЫЙ ПРЕСС-АВТОМАТ | 2006 |
|
RU2341372C2 |
| Штамп для безоблойной штамповки поковок | 1980 |
|
SU969406A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Штамп с револьверным механизмом подачи | 1977 |
|
SU632436A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| ШТАМП ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ПОКОВОК | 1967 |
|
SU196526A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
