1
Изобретение относится к обработке металлов давлением-, в частности к штампам ДЛЯ отбортовки деталей прямого и аеркального изображений.
Известен быстросменный штамп ll, содержащий выталкиватель, размещенный в формующей полости матрицы, подпружиненны съемник, расположенный вокруг пуансона.
Известен штамп-. 2, содержащий две свзанные колонками , плиты, на одной из которых жестко установлены секции матрицы, причем выталкиватель раэмеще внутри ее формующей полости с возможностью перемещения при взаимодействииС толкателями, и ступенчатые винты. На другой плите размещены опоры вокруг пуансона, толкатели, взаимодействующие с буфером, и ступенчатые винты.
Штампы осуществляют формообразование Изделий прямого изображения.
С целью обеспечения отбортовки изделий прямого и зеркального изображений путемперевертывания штампа опоры закреплены жестко и выполнены секционными с формующими поверхностями, пуансон установлен с
возможностью перемещения и контактирует с толкателями, выталкиватель выполнен с формующими поверхностями и етупенчатые винты соединены соответственно с пуансоном и выталкивателем.
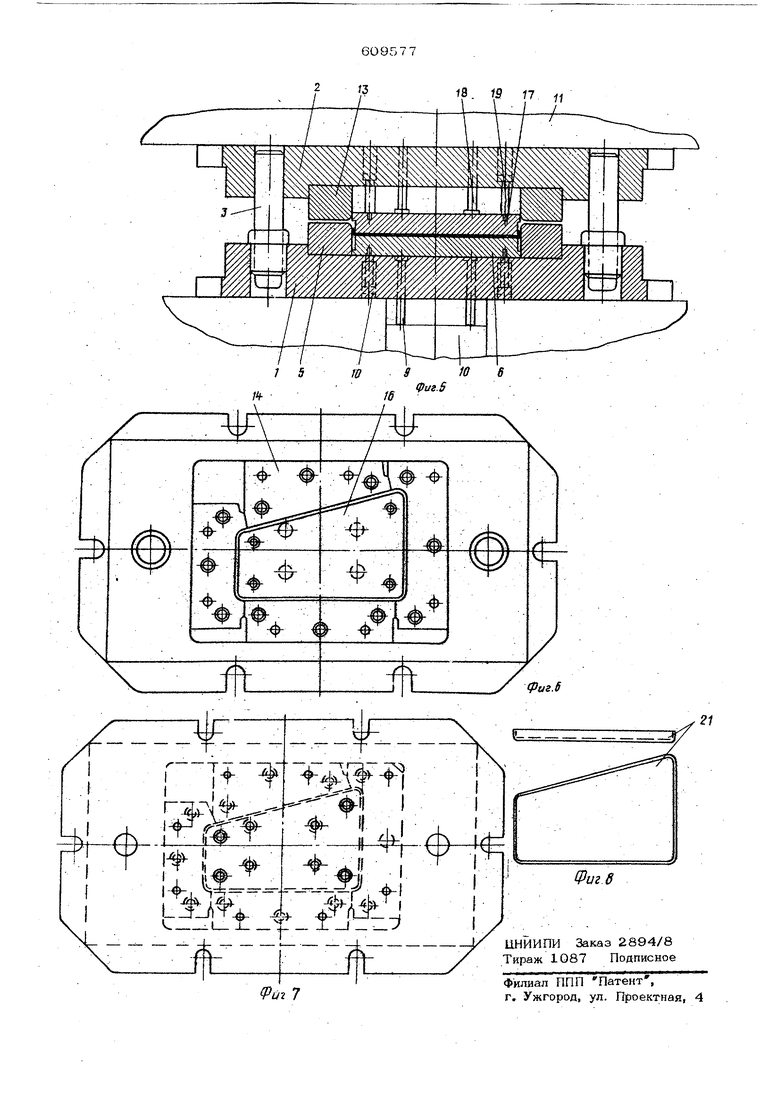
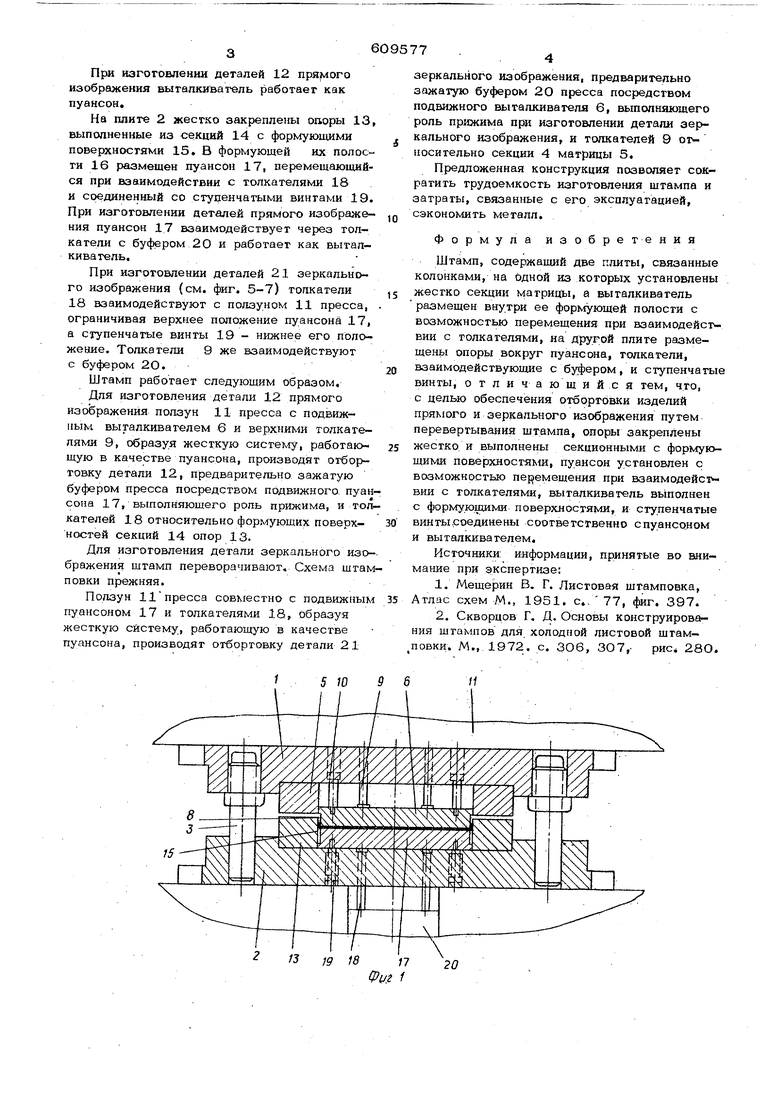
На фиг. 1-3 изображен щтамп для отбортовки изделия прямого изображения в трех проекциях; на фиг, 4 - изделиепрямого изображения; на фиг. 5-7 - щтамп для отбортовки изделий зеркального изображения в грех проекциях; на фиг. 8 - изделие зеркального изображения.
Плиты 1 и 2 штампа соединены колонками 3. На пяите 1 жестко закреплены секцни 4 матрицы 5. Выталкиватель 6 размощон в формующей полости 7 матрицы, выполнен с формующ1ши поверхностями 8, вааимодействует с толкателями 9 и соединен со ступенчатыми винтами 1О. Толкатели, взиимодействуя с полауном 11 пресса, ограничивают верхнее положение выталкивателя О, п ступенчатые винты 10 - его нижнее полоЖС-Р{ИС.
При изготовлении деталей 12 изображения выгалкивагель работает как пуансон.
На плите 2 жестко закреплены опоры 13, выполненные из секций 14 с формующими
поверхностями 15. В формующей их полосги 16 размещен пуансон 17, перемещающийся при взаимодействии с толкателями 18 и соединенный со ступенчатыми винтами 19. При изготовлении деталей прямого изображеВИЯ пуансон 17 взаимодействует через толкатели с буфером 20 и работает как выталкиватель.
При изготовлении деталей 21 зеркального изображения (см. фиг. 5-7) толкатели 18 взаимодействуют с ползуном 11 пресса, ограничивая верхнее положение пуансона 17, а ступенчатые винты 19 - нижнее его положение. Толкатели 9 же взаимодействуют с буфером 2О.
Штамп работает следующим образом.
Для изготовления детали 12 прямого изображения ползун 11 пресса с подвижным выталкивателем 6 и верхними толкателями 9, образуя жесткую систектУ, работающую в качестве пуансона, производят отбортовку детали 12, предварительно зажатую буфером пресса посредством подвижного, пуансона 17, выполняющего роль прижима, и толкателей 18 относительно формующих поверхностей секций 14 опор 13.
Для изготовления детали зеркального изображения штамп переворачивают. Схема щтамповки прежняя.
Ползун 11пресса совместно с подвижным пуансоном 17 и толкателями 18, образуя жесткую систему, работающую в качестве пуансона, производят отбортовку детали 21
13 ю 181720
зеркального изображения, предварительно зажатую буфером 20 пресса посредством подвижного выталкивателя 6, выполшиощего роль прижима при изготовлении детали зеркального изображения, и толкателей 9 относительно секции 4 матрицы 5.
Предложенная конструкция позволяет сократить трудоемкость изготовления штампа и затраты, связанные с его эксплуатацией, сэкономить металл.
Формула изобре те н и я
Штамп, содержащий две плиты, связанные колонками, на одной из которых установлены жестко секции матрицы, а выталкиватель размещен внутри ее формующей полости с возможностью перемещения при взаимодейст вии с толкателями, на другой плите размещены опоры вокруг пуансона, толкатели, взаимодействующие с буфером, и ступенчаты винты, отличающийся тем, что, с целью обеспечения отбортовки изделий прямого и зер1сального изображения путем перевертывания щтампа, опоры закреплены жестко и выполнены секционными с формующими поверхностями, пуансон установлен с возможностью перемещения при взаимодейС1 Бии с толкателями, выталкиватель вьшолнен с формуюнщми поверхностями, и ступенчатые вин ты соединены соответственно с пуансоном и выталкивателем.
Источники: информации, принятые во внимание при экспертизе:
1.Мещерин В. Г. Листовая штамповка, Атлас схем М., 1951. с., 77, фиг, 397.
2.Скворцов Г. Д. Основы конструирования щтампов для холодгшй листовой щтам- повки. М., 1972. с. ЗОВ, ЗО7, рис 280
Фиг 1
fPuz. 2
i
T
.
-«с
St Y 1I
Т . 1
1ф.
I (LT..
TiteLl-ib- .
L3jiJ -
ft
t 1
т hi I
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1031574A2 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Комбинированный штамп для получения деталей из штучных листовых заготовок | 1989 |
|
SU1694284A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |