Изобретение относится к обработке резанием и может найти применение при изготовлении неправильных многогранников, например некруглых валов для передачи крутящего момента, направляющих хвостовиков инструментов. Целью изобретения является расширение технологических возможностей способа обработки многогранных поверхностей путем обеспечения возможности обработки неправильных шoгoгранников за счет различного вылета резцов относительно оси резцовой головки и их неравномерного углового размещения на ней. На фиг.1 изображена резцовая го-т ловка внешнего касания; на фиг.2 охватывающая головка. Дня обработки многог ранной поверх ности инструменту 1 и заготовке 2 сообщают вращательные движения вокруг своих геометрических осей с час тотами Hji и п, соответственно, а также движение подачи вдоль рбразующей обрабатываемой поверхности. Оси вращательных движений уртанавливают параллельно друг другу или в по ложение, при котором они пересекаются или скрещиваются. Изменением взаимного расположения этих осей осуществляют коррекцию формы граней, например, приближая ее с заданной точностью к прямолинейной. Для обработки поверхности с неправильным многогранным профилем используют инструмент в виде головки, резцы 3 которой устанавливают неравномерно по угловому и радиальному по ложению -по концентричным окружностям Центральный угол между двумя лю быми соседними резцами настраивают ,,. .. больше угла с между соседними гранями, обрабатываемыми этими резцами. В случае криволинейных граней угол о определяется как центральный между точками перегиба линий, определяющий профиль этих граней (фиг.2 ). Указанные соотношения между углами тл оС обусловлены условием непрерывного деления (п рехода от одной грани к другой), сов мещенного с движением их формообразова)шя.. Разность между радиусами R окружностей, на которых располагают верт шины резцов, задают равными разности радиусов окружностей, касательных к обрабатываемым этими резцами граням. Абсолютное значение частоты вращения заготовки задают исходя из допускаемой скорости резения V. Из схемы обработки следует, что V 2 // Rn., + 2 Ж rn, V 2Fn,(Ri ± г), где R - максимальный радиус окружности, на которой расположен резец голорки, м; г - радиус окружности, касательной к рабатываемой зтим резцом граш, м знак плюс принимается для головки внешнего касания (фиг.1 знак минус - для охватывающей головкн фиг.2 . Следовательно, частоту вращения заготовки задают по зависимости ITlRlTr) ° Тогда , где величину i задают в соответствии с формой обрабатываемых граней. Например, при обработке по схеме согласно фиг.1, если обрабатываемые грани должны быть спрофилированы- по Дугам окружности, то , если дугами эллипсов (приближающимися к прямым ) - то i 2 и т.д. Пример. Профиль многогранной поверхности - неправильный шестиугольник, имеющий ., ,3х , ,5., ;«:2. . Диаметр заготовки 60 мм, материал-сталь 40Х. Материал режущей части Т15К6. Скорость резания Г 1,5 м/с, подача 0,8 мм/об. Максимальный диаметр резцовой головки 0,12 м. Для обработки заданной поверхности принимают отношение частот : вращения инструмента и заготовки , так как при 2 достигается наилучшее приближение к прямолинейной форме граней при обеспечении условия деления. В этом случае инструмент оснащают тремя резцами, которые устанавливают на трех концент;ричных окружностях. Первый резец устанавливают на окружности максимального радиуса R 6,, равного радиусу головки. Второй резец устанавлива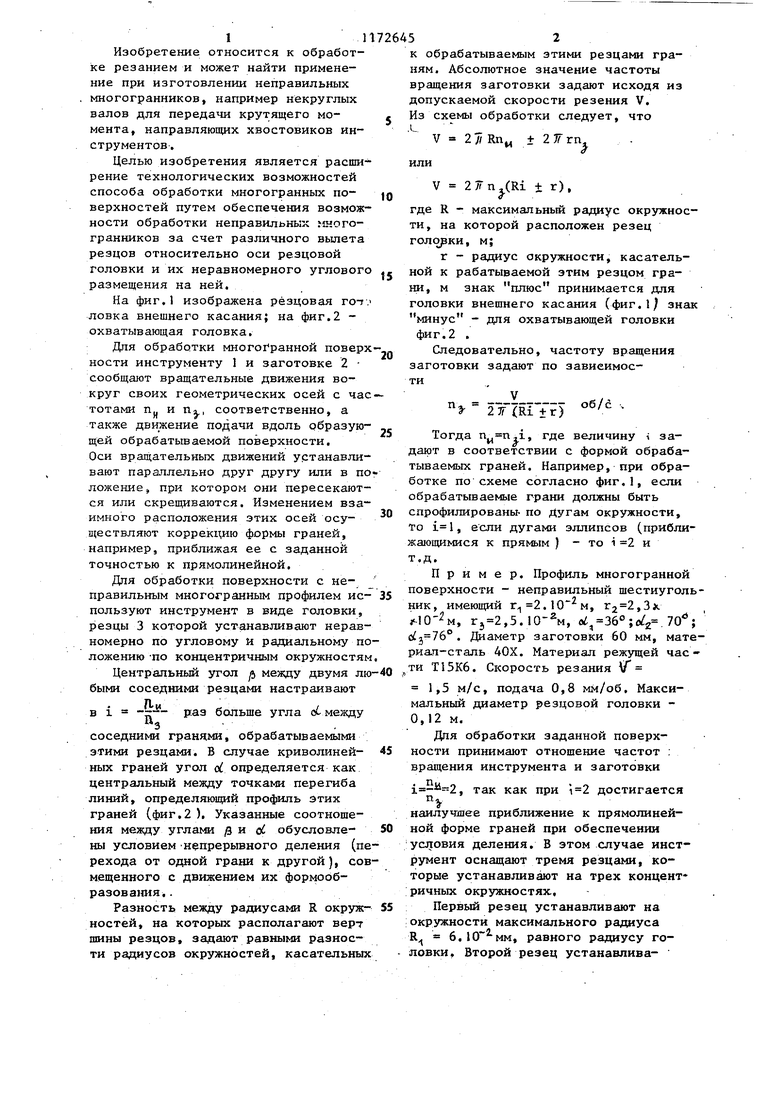

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ С ВЫПУКЛЫМ ПРОФИЛЕМ ПО ЗАДАННОМУ РАЗМЕРУ | 2011 |
|
RU2469818C1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1623840A1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1355356A1 |
| Способ точения | 1977 |
|
SU663486A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРЕХГРАННИКОВ НА ТОКАРНОМ СТАНКЕ | 2008 |
|
RU2398658C2 |
| Способ обработки фасонных поверхностей изделий | 1991 |
|
SU1815013A1 |
СПОСОБ ОБРАБОТКИ МНОГОГРАННЫХ ПОВЕРХНОСТЕЙ, согласно которому многорезцовой головке и заготовке сообщают согласованные вращательные движения вокруг собственных осей и относительное движение подачи, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения обработки неправильных многогранников, обработку ведут головкой, в которой резцы устанавливают неравномерно по ее окружности с различным вылетом относительно ее оси. Пз/ (Л го О5 4 сл (PU9.f
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1286372A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
