Изобретение относится к металлообработке, а именно к изготовлению резьбы мет-- чиков с режущедеформирующими зубьями, деформирующие участки которых на противоположных сторонах зубьев расположены от их передней поверхности на разном расстоянии, может найти применение во всех отраслях машиностроения для повышения .точности обработки резьб метчиками.
Целью;изобретения является снижение трудоемкости изготовления резьбы метчиков с режущедеформирующими зубьями, деформирующие участки которых расположены от их передней поверхности на разном расстоянии. .
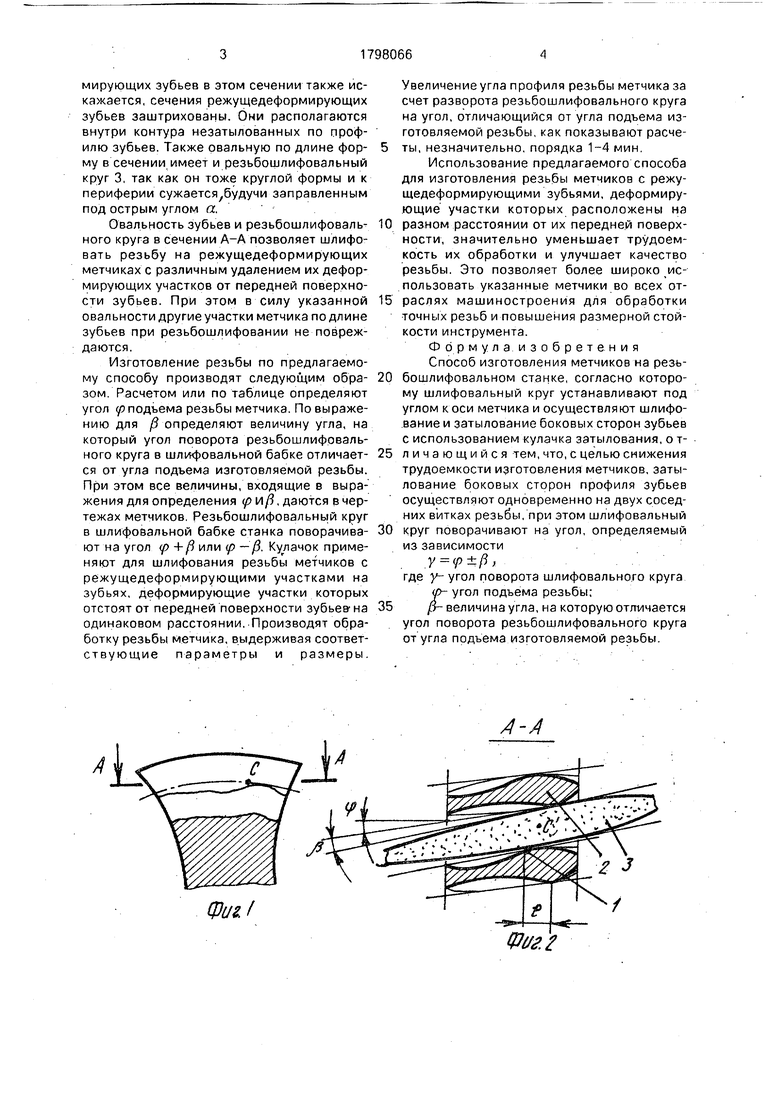
На фиг. 1 изображен вид сбоку на сторону зубьев метчика, на которой выступы деформирующих участков отстоят от передней - поверхности зубьев дальше по сравнению с соответствующими выступами на второй их стороне; на фиг.2 - сечение А-А на фиг. 1 плоскостью, перпендикулярной радиусу, который проходит через точку С, находящуюся на уровне среднего диаметра метчика по середине между неравноотстоящими от передней поверхности зубьев его деформирующими участками Г и 2. На фиг.2 также
показаны: точка С, соответствующая точке С на фиг.1,и положение сечения резьбошли- фовального круга 3 плоскостью при угле у поворота, равном р -f-Д
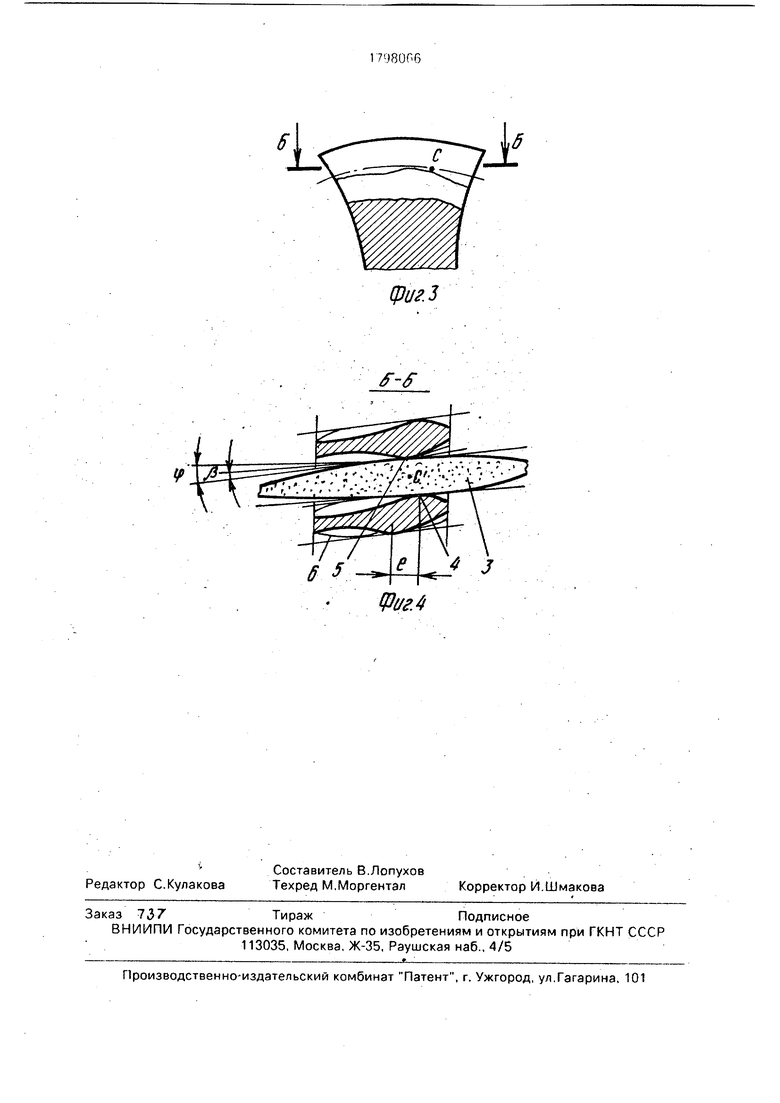
На фиг.З изображен вид сбоку на сторону зубьев метчика, на которой выступы деформирующих участков находятся к передней поверхности зубьев ближе по сравнению с соответствующими выступами на первой их стороне; на фиг.4 - сечение Б-Б фиг.З плоскостью, перпендикулярной радиусу метчика, который проходит, как и на фиг. 1, через точку С, находящуюся на уровне среднего диаметра метчика по середине . между неравноотстоящими от передней поверхности зубьев деформирующими, участ ками 4 и 5. На фмг.4 также показаны: точка С, соответствующая точке С на фиг.З, и положение сечения резьбошлифовального круга 3 плоскостью при угле у поворота, равном р - ($ ; е - величина смещения деформирующих участков на зубьях метчика по ширине пера.
В сечении Б-Б контуры зубьев метчика, если зубья не затылованы по профилю, приобретают овальную форму,как показано тонкими линиями 6. Форма режущедефор(Л
0
1
мирующих зубьев в этом сечении также искажается, сечения режущедеформирующих зубьев заштрихованы. Они располагаются внутри контура незатылованных по профилю зубьев. Также овальную по длине фор- му в сечении имеет и резьбошлифовальный круг 3, так как он тоже круглой формы и к периферии сужается,будучи заправленным под острым углом а.
Овальность зубьев и резьбошлифоваль- ного круга в сечении А-А позволяет шлифовать резьбу на режущедеформирующих метчиках с различным удалением их деформирующих участков от передней поверхности зубьев. При этом в силу указанной овальности другие участки метчика по длине зубьев при резьбошлифовании не повреждаются.
Изготовление резьбы по предлагаемому способу производят следующим обра- зом. Расчетом или по таблице определяют угол (р подъема резьбы метчика. По выражению для / определяют величину угла, на который угол поворота резьбошлифоваль- ного круга в шлифовальной бабке отличает- ся от угла подъема изготовляемой резьбы. При этом все величины, входящие в выражения для определения р и/, даются в чертежах метчиков. Резьбошлифовальный круг в шлифовальной бабке станка поворачива- ют на угол р +fl или р -/3. Кулачок применяют для шлифования резьбы метчиков с режущедеформирующими участками на зубьях, деформирующие участки которых отстоят от передней поверхности зубьев-на одинаковом расстоянии. Производят обработку резьбы метчика, выдерживая соответ- ствующие параметры и размеры.
Увеличение угла профиля резьбы метчика за счет разворота резьбошлифовального круга на угол, отличающийся от угла подъема изготовляемой резьбы, как показывают расчеты, незначительно, порядка 1-4 мин.
Использование предлагаемого способа для изготовления резьбы метчиков с режущедеформирующими зубьями, деформирующие участки которых расположены на разном расстоянии от их передней поверхности, значительно уменьшает трудоемкость их обработки и улучшает качество резьбы. Это позволяет более широко использовать указанные метчики во всех отраслях машиностроения для обработки точных резьб и повышения размерной стойкости инструмента.
Формулаизобретения Способ изготовления метчиков на резь- бошлифовальном станке, согласно которому шлифовальный круг устанавливают под углом к оси метчика и осуществляют шлифо- .вание и затылование боковых сторон зубьев с использованием кулачка затылования, о т- личающийся тем, что, с целью снижения трудоемкости изготовления метчиков, затылование боковых сторон профиля зубьев осуществляют одновременно на двух соседних витках резьбы, при этом шлифовальный круг поворачивают на угол, определяемый из зависимости
y p+pt .
где у-угол поворота шлифовального круга ф- угол подъема резьбы; р- величина угла, на которую отличается угол поворота резьбошлифовального круга от угла подъема изготовляемой резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Метчик | 1984 |
|
SU1279764A1 |
| СПОСОБ ШЛИФОВАНИЯ ОГРАНКИ ПО НАРУЖНОЙ ПОВЕРХНОСТИ МЕТЧИКОВ-РАСКАТНИКОВ | 1971 |
|
SU289892A1 |
| Способ изготовления метчика | 1986 |
|
SU1373510A1 |
Применение: изобретение относится к металлообработке, а именно к изготовлению метчиков. Сущность изобретения: шл и- фование и затылование резьбы осуществляют на двух соседних витках резьбового профиля метчика. При этом шлифовальный круг поворачивают на угол, определяемый в зависимости от угла подьема резьбы;4 ил.. .
А-А
Ф&.1
(pt/s.3
(Pt/e.4
| Метчик | 1984 |
|
SU1279764A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
