Изобретение относится к технологии и оборудованию для дуговой сварки в защитных газах неплавящимся электродом изделий из алюминиевых и титановых сплавов.
Цель изобретения - повышение качества сварных соединений из алюминиевых и титановых сплавов.
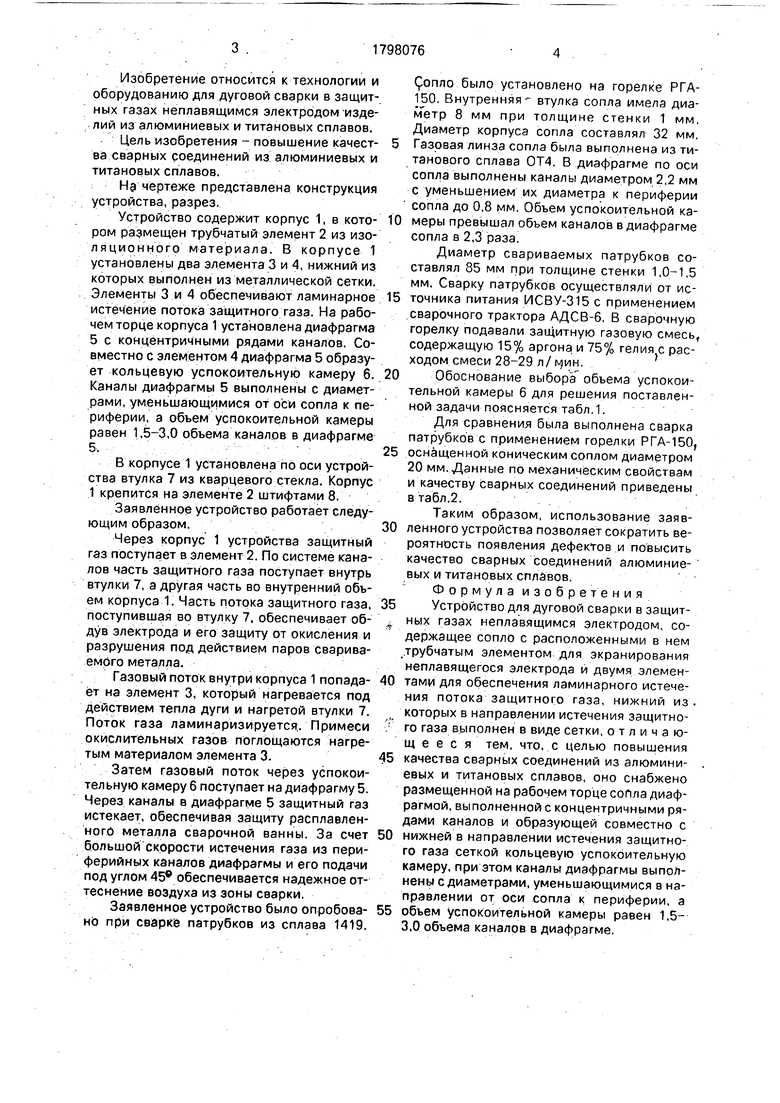
На чертеже представлена конструкция устройства, разрез.
Устройство содержит корпус 1, в котором размещен трубчатый элемент 2 из изоляционного материала. В корпусе 1 установлены два элемента 3 и 4, нижний из которых выполнен из металлической сетки. Элементы 3 и 4 обеспечивают ламинарное истечение потока защитноготаза. На рабочем торце корпуса 1 установлена диафрагма 5 с концентричными рядами каналов. Совместно с элементом 4 диафрагма 5 образует кольцевую успокоительную камеру 6. Каналы диафрагмы 5 выполнены с диаметрами, уменьшающимися от оси сопла к периферии, а объем успокоительной камеры равен 1,5-3,0 объема каналов в диафрагме
5;...-.
В корпусе 1 установлена по оси устройства втулка 7 из кварцевого стекла. Корпус 1 крепится на элементе 2 штифтами 8.
Заявленное устройство работает следующим образом.
Через корпус 1 устройства защитный газ поступает в элемент 2. По системе каналов часть защитного газа поступает внутрь втулки 7, а другая часть во внутренний объем корпуса 1. Часть потока защитного газа, поступившая во втулку 7, обеспечивает обдув электрода и его защиту от окисления и разрушения под действием паров свариваемого металла.
Газовый поток внутри корпуса 1 попадает на элемент 3, который нагревается под действием тепла дуги и нагретой втулки 7. Поток газа ламинаризируется. Примеси окислительных газов поглощаются нагретым материалом элемента 3.
Затем газовый поток через успокоительную камеру б поступает на диафрагму 5. Через каналы в диафрагме 5 защитный газ истекает, обеспечивая защиту расплавленного металла сварочной ванны. За счет большой скорости истечения газа из периферийных каналов диафрагмы и его подачи под углом 45 обеспечивается надежное оттеснение воздуха из зоны сварки.
Заявленное устройство было опробовано при сварке патрубков из сплава 1419.
Сопло было установлено на горелке РГА- 150. Внутренняя - втулка сопла имела диаметр 8 мм при толщине стенки 1 мм. Диаметр корпуса сопла составлял 32 мм.
Газовая линза сопла была выполнена из титанового сплава ОТ4. В диафрагме по оси сопла выполнены каналы диаметром 2,2 мм с уменьшением их диаметра к периферии сопла до 0,8 мм. Объем успокоительной камеры превышал объем каналов в диафрагме сопла в 2,3 раза.
Диаметр свариваемых патрубков составлял 85 мм при толщине стенки 1,0-1,5 мм. Сварку патрубков осуществляли от источника питания ИСВУ-315 с применением .сварочного трактора АДСВ-6, В сварочную горелку подавали защитную газовую смесь, содержащую 15% аргона и 75% гелия с расходом смеси 28-29 л/ мин.
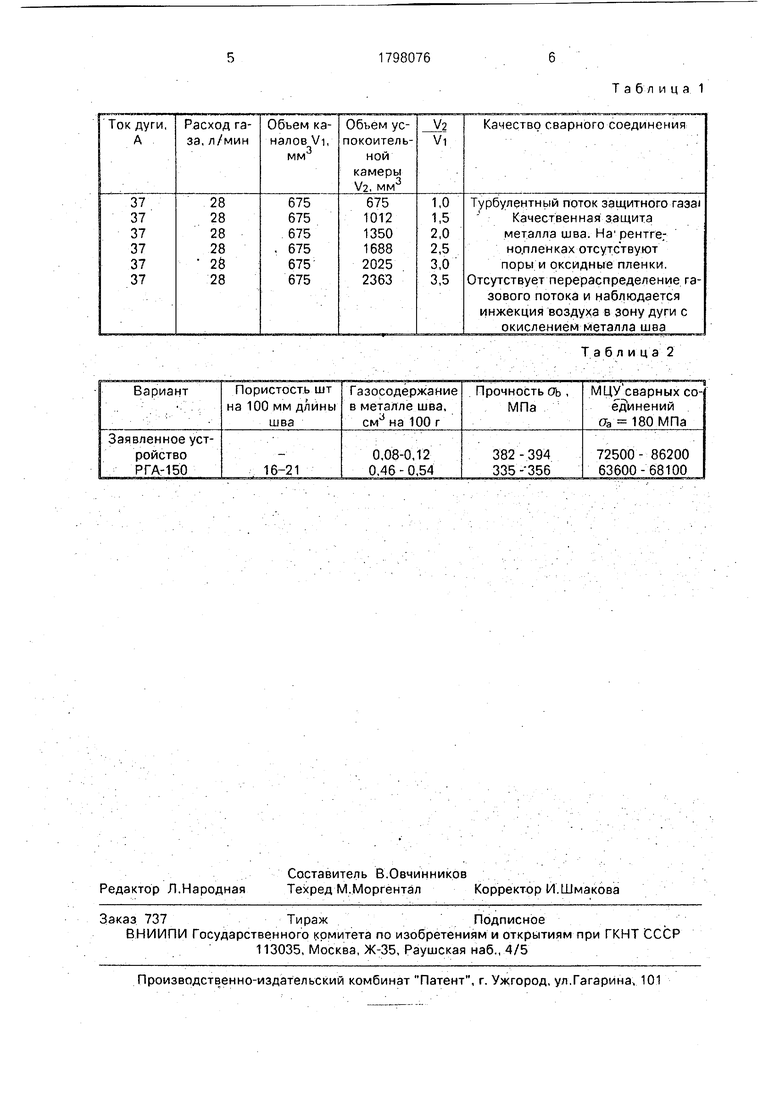
Обоснование выбора объема успокоительной камеры 6 для решения поставленной задачи поясняется табл.1.
Для сравнения была выполнена сварка патрубков с применением горелки РГА-150,
оснащенной коническим соплом диаметром 20 мм. Данные по механическим свойствам и качеству сварных соединений приведены в табл.2.. . .
Таким образом, использование заявленного устройства позволяет сократить вероятность появления дефектов и повысить качество сварных соединений алюминиевых и титановых сплавов.
Формула изобретения
Устройство для дуговой сварки в защитных газах неплавящимся электродом, содержащее сопло с расположенными в нем трубчатым элементом для экранирования неплавящегося электрода и двумя элементами для обеспечения ламинарного истечения потока защитного газа, нижний из. которых в направлении истечения защитного газа выполнен в виде сетки, отличающееся тем, что, с целью повышения
качества сварных соединений из алюминиевых и титановых сплавов, оно снабжено размещенной на рабочем торце сопла диафрагмой, выполненной с концентричными рядами каналов и образующей совместно с
нижней в направлении истечения защитного газа сеткой кольцевую успокоительную камеру, при этом каналы диафрагмы выполнены с диаметрами, уменьшающимися в направлении от оси сопла к периферии, а
объем успокоительной камеры равен 1,5- 3,0 объема каналов в диафрагме.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU919830A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1127720A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для сварки неплавящимся электродом | 1989 |
|
SU1703324A1 |
Использование: сварка алюминиевых и титановых сплавов. Сущность изобретения: 2 горелка для сварки в защитных газах содержит сопло 1, в котором расположен экранирующий трубчатый элемент 6, и два элемента 2 и 3 для обеспечения ламинарного истечения потока защитного газа. Элемент 3 выполнен в виде сетки. На рабочем торце сопла 1 расположена диафрагма 5. выполненная с концентричными рядами каналов. Каналы диафрагмы 5 выполнены с диаметрами, уменьшающимися в направлении от оси сопла к периферии. Диафрагма 5 и элемент 3 образуют кольцевую успокоительную камеру, объем которой равен 1,5- 3,0 объема каналов в диафрагме. 1 ил. 2 табл.
Т а б л и ц а 2
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU592540A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU919830A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
