Изобретение относится к области сварки и родственных технологий, в частности к наплавке изделий из легких сплавов.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ сварки трехфазной дугой, в котором путем плавления металла дугой, горящей между двумя неплавящимися электродами и изделием, с подачей в образовавшуюся сварочную ванну присадочной проволоки, подключенной к одной из фаз источника питания трехфазной дуги, повышается качество сварного шва путем уменьшения перегрева основного металла, за счет того, что до начала сварки присадочную проволоку замыкают на изделие на расстоянии не менее 30 мм от оси сварочной горелки (см. Авторское свидетельство №1798077, прототип).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе не исследовался такой параметр, как силовое и термическое воздействие трехфазной сварочной дуги на металл сварочной ванны. Активное пятно - это электродинамическая составляющая дуги, которая представляет из себя направленный поток заряженных частиц. В трехфазном факеле наблюдается два активных пятна, действующих на поверхность металла соосно каждому электроду. Поскольку в сварочной горелке для трехфазной дуги электроды расположены под углом друг к другу, то при длине дуги 8-10 мм активные пятна скрещиваются и сливаются в одно целое, степень концентрации энергии повышается, следовательно, увеличивается глубина проплавления, что является положительным фактором при сварке, где необходима максимальная глубина проплавления основного металла. Но в момент окончания процесса сварки, с целью уменьшения геометрических размеров усадочного кратера в зону сварки вносится подключенный к фазе изделия вольфрамовый катетер на расстояние от оси горелки 8-10 мм, что уменьшает механическое и термическое воздействие трехфазной сварочной дуги на поверхность сварочной ванны, а также ведет к уменьшению объема расплавленного металла.
Сущность изобретения заключается в следующем:
- Одновременное уменьшение термического и силового воздействия на сварочную ванну в момент окончания процесса сварки.
- Повышение качества сварки за счет минимизации геометрических размеров усадочного кратера в момент окончания процесса сварки.
Для достижения указанного технического результата в известном способе:
- Способ сварки трехфазной дугой, включающий плавление металла дугой, горящей между двумя неплавящимися электродами и изделием.
- С целью одновременного уменьшения термического и силового воздействия на сварочную ванну в момент окончания процесса сварки в зону сварки вносится подключенный к фазе изделия вольфрамовый катетер на расстояние от оси горелки 8-10 мм.
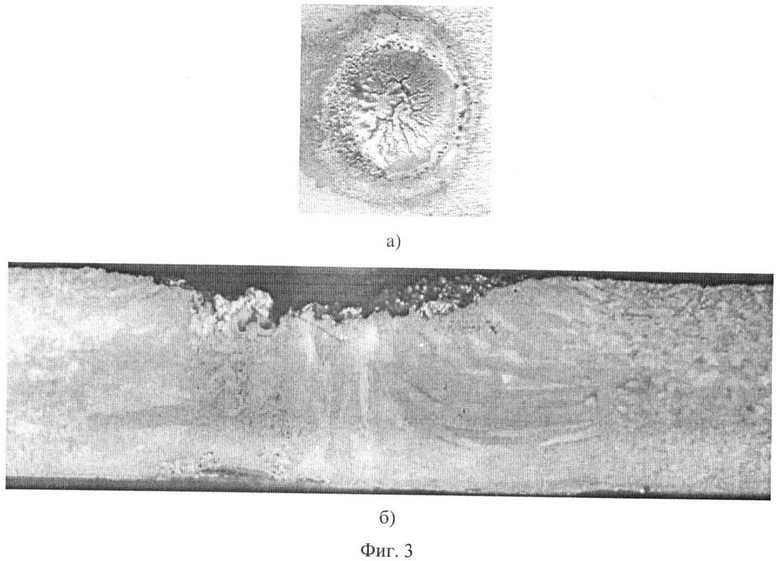
Сущность изобретения поясняется чертежом, где на фиг.1 показан процесс сварки трехфазной дугой, на фиг.2 - завершение процесса сварки с внесенным в зону сварки вольфрамовым катетером, на фиг.3 - макрошлиф усадочного кратера при использовании вышеуказанного способа.
Сведения, подтверждающие возможность осуществления изобретения.
Изделие (1), подключенное к средней фазе источника питания трехфазной дуги, устанавливают на сварочный стол, устанавливают сварочную горелку (2) и возбуждают межэлектродную дугу над свариваемым изделием. Включают ток в средней фазе, тем самым возбуждая дугу между неплавящимися электродами и изделием (1). Далее за счет эффекта «катодного распыления» сварочной дуги производят очистку поверхности изделия (1), и в дальнейшем ее расплавление до образования сварочной ванны, соответствующей по величине диаметру присадочной проволоки. Малый объем сварочной ванны исключает перегрев основного металла и околошовной зоны изделия.
В момент окончания процесса сварки в зону сварки вносят подключенный к фазе изделия вольфрамовый катетер (3) на расстояние от оси горелки 8-10 мм, тем самым минимизируя тепловое и силовое воздействие трехфазной сварочной дуги на металл сварочной ванны, что приводит к уменьшению размеров усадочного кратера и уменьшению объема расплавленного металла.
Оборудование, необходимое для проведения процесса сварки:
источник питания трехфазной дуги УДГТ-315У2, балластный реостат РБ-6, сварочная горелка, установленная на механизм продольного перемещения, основанного на винтовой паре, сварочный стол, ножной пульт управления, механизм подачи присадочной проволоки, контрольно-измерительные приборы, баллон с аргоном, снабженный газовым редуктором и расходомером. Параметры режима наплавки: ток в электродах - 110 А, ток через изделие (балластное сопротивление) - 140 А, расход аргона - 8 л/мин, скорость наплавки - 15 м/час, скорость подачи проволоки - 45 м/час. Скорость подачи присадочной проволоки должна регулироваться в зависимости от диаметра проволоки и силы тока.
Заявленный способ предполагается применять при восстановлении и упрочнении методом сварки изношенных изделий из легких сплавов. Использование изобретения ведет к увеличению качества сварки и ремонтной сварки изделий из легких сплавов за счет минимизации геометрических размеров усадочного кратера в момент окончания процесса сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2007 |
|
RU2367546C2 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2010 |
|
RU2451584C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| СПОСОБ АРГОНОДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ И ЕЕ СПЛАВОВ НА СТАЛЬ | 2008 |
|
RU2390398C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |

Изобретение может быть использовано при сварке или наплавке изделий из легких сплавов. В сварочную ванну, образованную за счет плавления металла дугой, горящей между двумя неплавящимися электродами и изделием, подключенным к средней фазе источника питания трехфазной дуги, подают присадочную проволоку. При окончании процесса сварки в зону сварки на расстоянии 8-10 мм от оси горелки (2) вносят подключенный к фазе изделия (1) вольфрамовый электрод (3) для формирования кратера, что позволяет уменьшить механическое и термическое воздействие на основной металл и уменьшить объем расплавленного металла. Способ обеспечивает повышение качества сварки. 3 ил.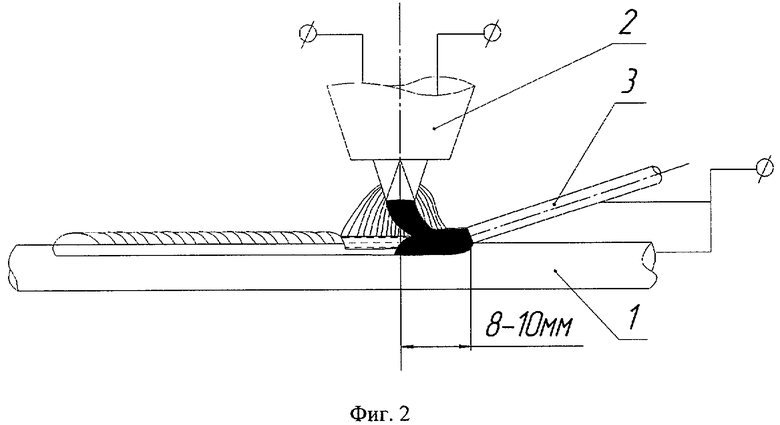
Способ сварки трехфазной дугой, включающий плавление металла дугой, горящей между двумя неплавящимися электродами и изделием, подключенным к средней фазе источника питания трехфазной дуги, с подачей в образовавшуюся сварочную ванну присадочной проволоки, отличающийся тем, что при окончании процесса сварки в зону сварки на расстоянии от оси горелки 8-10 мм вносят подключенный к фазе изделия вольфрамовый электрод для формирования кратера.
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| RU 2007126200 A1, 20.01.2009 | |||
| СПОСОБ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 0 |
|
SU239461A1 |
| Способ зажигания трехфазной плазменной дуги | 1991 |
|
SU1802768A3 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

