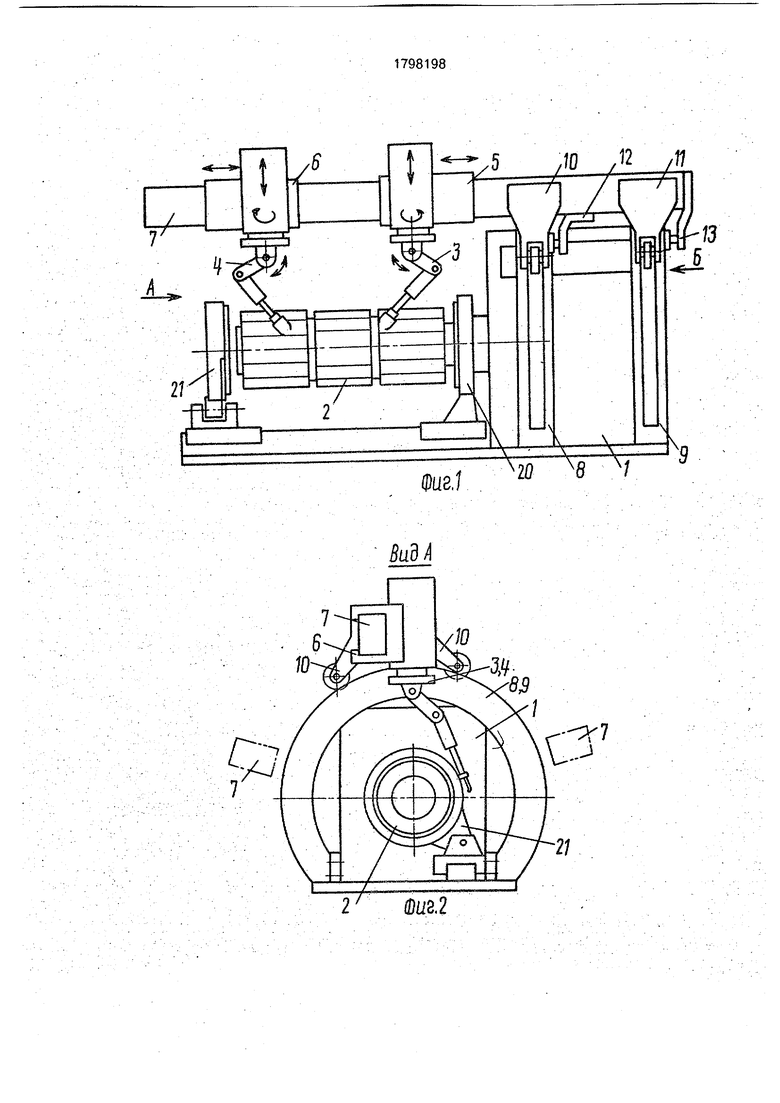
рэются на поверхность направляющих 8,9, которые имеют углубление а (фиг.4) или выступ б (фиг.5), при этом форма роликов
15 выполняется соответствующей. Кинематическая связь балки 7 с направляющей 9 осуществляется, например, от гидромотора
16 (фиг.б) с шестерней на выходном валу, взаимодействующей с закрепленной на направляющей 9 шестерней 17.
Для предотвращения отрыва балки 8 от направляющих 8,9, предназначены ролики 18 (фиг.З), взаимодействующие с внутренней поверхностью направляющих 8,9. Ролики 18 установлены на кронштейне 19, связанном с балкой 7.
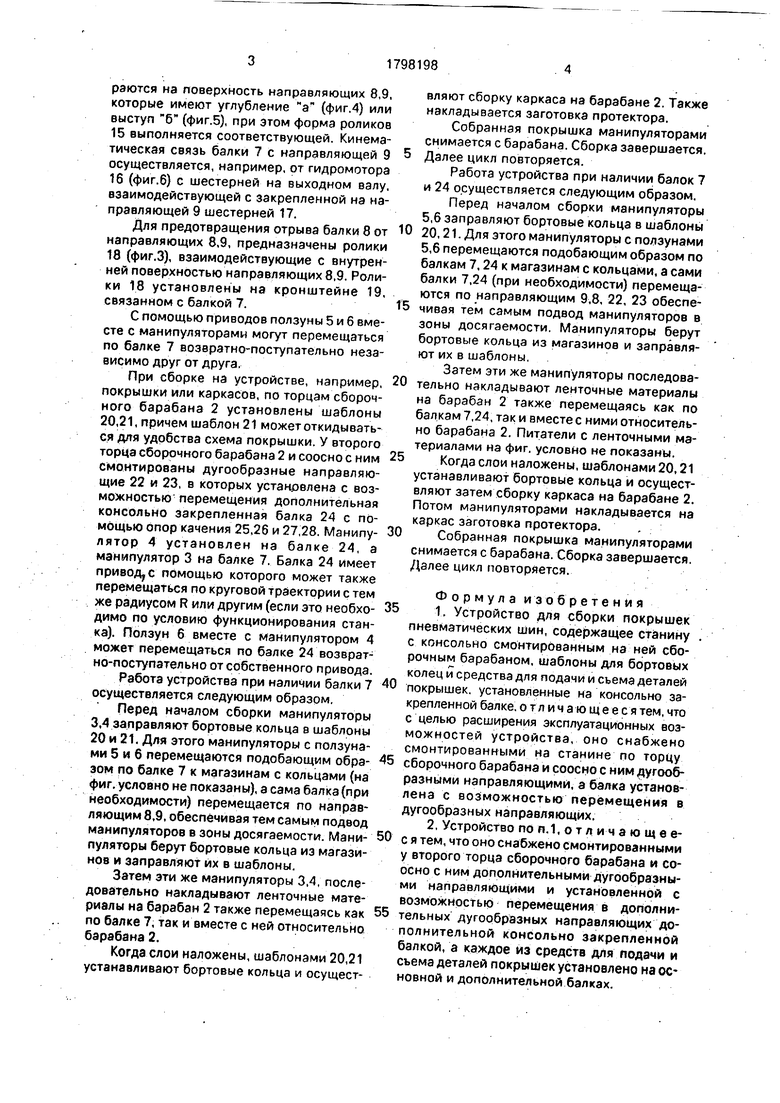
С помощью приводов ползуны 5 и б вместе с манипуляторами могут перемещаться по балке 7 возвратно-поступательно независимо друг от друга.
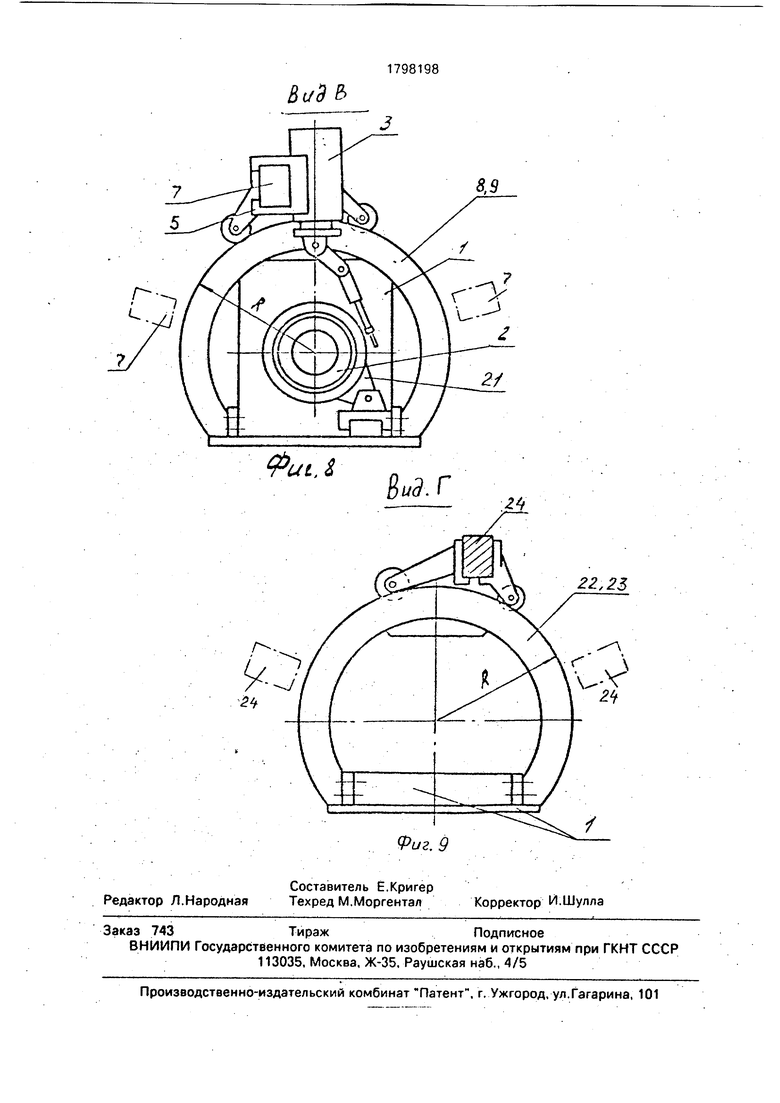
При сборке на устройстве, например, покрышки или каркасов, по торцам сборочного барабана 2 установлены шаблоны 20,21, причем шаблон 21 может откидываться для удобства схема покрышки. У второго торца сборочного барабана 2 и соосно с ним смонтированы дугообразные направляющие 22 и 23, в которых установлена с возможностью перемещения дополнительная консольно закрепленная балка 24 с помощью опор качения 25,26 и 27,28. Манипулятор 4 установлен на балке 24, а манипулятор 3 на балке 7, Балка 24 имеет привод, с помощью которого может также перемещаться по круговой траектории с тем же радиусом R или другим (если это необходимо по условию функционирования станка). Ползун б вместе с манипулятором 4 может перемещаться по балке 24 возвратно-поступательно от собственного привода.
Работа устройства при наличии балки 7 осуществляется следующим образом.
Перед началом сборки манипуляторы 3,4 заправляют бортовые кольца в шаблоны 20 и 21. Для этого манипуляторы с ползунами 5 и 6 перемещаются подобающим образом по балке 7 к магазинам с кольцами (на фиг. условно не показаны), а сама балка (при необходимости) перемещается по направляющим 8,9, обеспечивая тем самым подвод манипуляторов в зоны досягаемости. Манипуляторы берут бортовые кольца из магазинов и заправляют их в шаблоны,
Затем эти же манипуляторы 3,4, последовательно накладывают ленточные материалы на барабан 2 также перемещаясь как по балке 7, так и вместе с ней относительно барабана 2.
Когда слои наложены, шаблонами 20,21 устанавливают бортовые кольца и осуществляют сборку каркаса на барабане 2. Также накладывается заготовка протектора.
Собранная покрышка манипуляторами снимается с барабана. Сборка завершается. Далее цикл повторяется.
Работа устройства при наличии балок 7 и 24 осуществляется следующим образом.
Перед началом сборки манипуляторы 5,6 заправляют бортовые кольца в шаблоны
20,21. Для этого манипуляторы с ползунами 5,6 перемещаются подобающим образом по балкам 7,24 к магазинам с кольцами, а сами балки 7,24 (при необходимости) перемещаются по направляющим 9,8, 22, 23 обеспечивая тем самым подвод манипуляторов в зоны досягаемости. Манипуляторы берут бортовые кольца из магазинов и заправляют их в шаблоны.
Затем эти же манипуляторы последовательно накладывают ленточные материалы на барабан 2 также перемещаясь как по балкам 7,24, так и вместе с ними относительно барабана 2. Питатели с ленточными материалами на фиг. условно не показаны.
Когда слои наложены, шаблонами 20,21 устанавливают бортовые кольца и осуществляют затем сборку каркаса на барабане 2. Потом манипуляторами накладывается на каркас заготовка протектора. ,
Собранная покрышка манипуляторами снимается с барабана. Сборка завершается. Далее цикл повторяется.
Формула изобретения
1, Устройство для сборки покрышек пневматических шин, содержащее станину с консольно смонтированным на ней сборочным барабаном, шаблоны для бортовых колец и средства для подачи и съема деталей
покрышек, установленные на консольно закрепленной балке, о т л и ч а ю ще е с я тем, что с целью расширения эксплуатационных возможностей устройства, оно снабжено смонтированными на станине по торцу
сборочного барабана и соосно с ним дугообразными направляющими, а балка установлена с возможностью перемещения в дугообразных направляющих,
2, Устройство по п.1, о т л и ч а ю щ е ес я тем, что оно снабжено смонтированными у второго торца сборочного барабана и соосно с ним дополнительными дугообразными направляющими и установленной с возможностью перемещения в дополнительных дугообразных направляющих дополнительной консольно закрепленной балкой, а каждое из средств для подачи и сьема деталей покрышек установлено неосновной и дополнительной балках.
i
k
LJ
UA
Л----х---X
.
Х20 Х8 V
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1989 |
|
SU1666353A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1703489A1 |
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1821395A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU504674A1 |
| Станок для сборки покрышек пневматических шин | 1978 |
|
SU766886A1 |
| Устройство для сборки покрышек пневматических шин | 1988 |
|
SU1680566A2 |
| Станок для сборки резино-кордных оболочек | 1978 |
|
SU735437A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
M/I
