руг вертикальной оси А, проходящей через центр шара М. Подающее устройство 23 взаимодействует с механизмом 13 подачи инструмента 10, который имеет поворачивающийся вокруг оси В рычаг 14 и укрепленный на рычаге двойной инструментальный грейфер 26. Подающее устройство 23 может в любом месте носителя 8 выдвинуть инструмент 10 к позиции передачи, где он принимается двойным инструментальным грейфером 26. Поворотный рычаг 14 перемещает двойной грейфер 26 к позиции передачи в зоне рабочего шпинделя 1 станка, где двойным грейфером 26 инструмент 10 вводится в рабочий шпиндель 1. Изъятие инструмента 10 из рабочего шпинделя производится в обратном порядке грейфером 26, который на позиции передачи магазина передает инструмент 10 подающему устройству, Результатом плотного размещения инструментов является большая вместимость магазина, а замена инструментов 10 может производиться механизмом 13 замены инструментов при таком большом количестве инструментов непосредственно и в очень короткое время. 13 з.п.ф-лы, 11 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| Устройство для автоматической смены инструментов | 1979 |
|
SU863303A1 |
| Промежуточный носитель инструмента | 1974 |
|
SU537785A1 |
| Накопитель инструментов для станков | 1987 |
|
SU1618278A3 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1978 |
|
SU1036238A3 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |




Использование; станкостроение со сменой инструментов. Носитель 8 инструментов 10 выполнен в виде шаровидной чаши, имеет возможность вращаться вокруг горизонтальной оси В и несет инструменты 10, расположенные вплотную с осями, направленными перпендикулярно поверхности носителя. С внутренней стороны носителя 8 инструментов в несущей раме 7 устанавливается подающее устройство с выдвижным приспособлением и грейфером 24. Подающее устройство может поворачиваться вок
Изобретение представляет собой магазин инструментов для станков, в основном для станков с программным управлением, и позволяет хранить, отбирать, вращать, а также подготавливать инструменты. Инст- рументы в магазине размещаются по отдельности или группами, продольные оси инструментов направлены перпендикулярно поверхности магазина, причем инструменты, благодаря подающему устройству, легко доступны и в пункте передачи принимаются устройством, управляющим инструментом, или возвращаются им.
Цель изобретения - сокращение времени замены инструмента в шпинделе станка;
На фиг,1 показан станок с горизонтально расположенным рабочим шпинделем и инструментальным магазином (пространственное изображение); на фиг,2 - вертикальное сечение расположенного сбоку станка инструментального магазина по фиг.1; на фиг.З - вариант исполнения носителя инструментов магазина, изображенного на фиг.2 (пространственное изображение); на фиг.4-станок и магазин по фиг.1, вид свер- ху; на фиг.5 - вид сбоку инструментального двойного грейфера, размещенного на носителе инструментов магазина, в соответствии с фиг,4, механизма замены инструментов; на фиг.6 - сечение двойного инструментального грейфера вдоль линии Vt-Vt по фиг,5; на фиг,7 - вид сверху инструментального магазина по фиг,4 с размещён . ной в носителе конусовидной установки для очистки инструмента, причем механизм за- мены инструмента находится в позиций ожидания; на фиг.8 - тот же, но механизм замены инструмента на станке находится 8 положении замены инструмента;,на фиг.9 - вертикальное сечение второго варианта ис- полнения магазина для станка; на фиг.10- схема выполнения стойки для магазина по
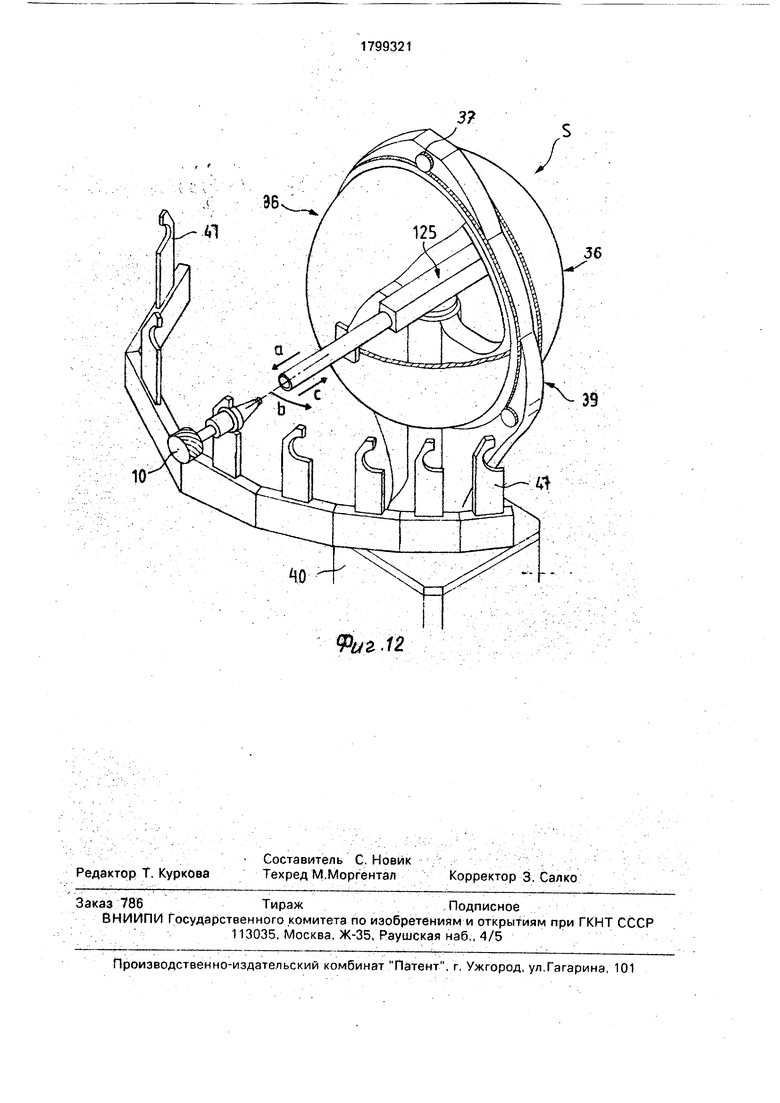
фиг.9 (пространственное изображение); на фиг. 11 - размещение инструментального магазина в соответствии с фиг.9 на станке; на фиг.12 - инструментальный магазин в соответствии с фиг.9 с размещенным вокруг него устройством приема инструментов.
На фиг.1 изображен станок для горизонтального фрезерования и сверления, имеющий горизонтально расположенный рабочий шпиндель 1, размещенный в стойке 2 станка 3 таким образом, что высоту его установки можно регулировать. На боковой стенке 4 стойки 2 установлен инструментальный магазин.
Магазин снабжен стойкой 5, основанием 6 и несущей рамой 7. На раме 7 установлен вращающийся носитель 8 инструментов, выполненный в форме полусферы, по поверхности которого вплотную расположены держатели 9 инструмента 10, 8 которые вставлены инструменты 10 хвостовиками вперед. На носителе 8 инструментов, кроме держателей 9 отдельных инструментов 10, могут закрепляться и магазины 1 инструментов, которые объединяют несколько держателей инструментов в единое целое. На каждом магазине 11 предусмотрен приёмный стержень 12 для удобства обслуживания;
На несущей раме 7 установлен механизм 13 замены инструмента с поворотным рычагом 14, имеющим возможность, вращаться вокруг вертикальной оси А, в то время как носитель 8 инструмента может поворачиваться вокруг горизонтальной оси В. Обе оси А. и В пересекаются в центре М (фиг.2) полусферической оболочки. Движение механизма замены инструмента и поворотного рычага 14 вокруг Оси А и носителя инструментов 8 вокруг оси В могут производиться последовательно или одновременно.
На фиг,2 показано устройство магазина в деталях, Поворотный рычаг 14 укреплен на вертикальном поворотном валу 15, установленном на подшипниках 16 в несущей раме 7 и в головке стойки 17, расположенной на несущей раме 7. При помощи муфты сцепления 18 нижняя часть поворотного вала 15 может отделяться от верхней части. Вертикальная ось А поворотного вала 15 пересекает центр М шара, частью которого является полусферический носитель 8 инструментов 10. Носитель 8 инструментов со стороны рамы ограничивается подшипниковым и ведущим кольцом 19, выполненным в виде имеющего внутренние и внешние зубцы венца, приводимого от установленных в раме 7 шестерен 20. Шестерни 20 установлены на валу 21 в подшипниках 22, Еще одна шестерня установлена на неизображенном приводе в несущей раме для вращения носителя 8 инструментов вокруг горизонтальной оси В. Компоновка может быть и иной, например, носитель 8 инструментов может размещаться на единственном, установленном снаружи подшипнике.
С внутренней стороны чашеобразного носителя 8 инструментов смонтировано подающее устройство 23, опирающееся на поворотный вал 15. Подающее устройства 23 состоит из перемещающего элемента, который может перемещаться, например, с помощью линейного электродвигателя; Грейфер 24 может.удерживать размещенный в носителе 8 инструментов инструмент за заднюю коническую часть 25 и выдвигать его выдвижным элементом настолько, что укрепленный на поворотном рычаге 14 двойной инструментальный захват 26 сможет его принять. Благодаря одновременным движениям поворотного рычага 14 вокруг оси А и носителя 8 инструментов вокруг горизонтальной оси В на необходимый угол нижний инструмент может очень быстро занять позицию перед подающим устройством 23. Подающее устройство 23 захватывает инструмент 10 и выдвигает его линейно в позицию передачи. Здесь инструмент принимается механизмом захвата 26 и вслед за этим вводится непосредственно в рабочий шпиндель 1. На неподвижной стойке 5 смонтированы все необходимые для подачи и замены инструмента компоненты и настроены для совместной работы, причем точно заранее собранная и отъюстированная независимая снабжающая инструментом установка может быть реализована при помощи магазина инструментов S и механизма 13 замены инструментов.
На чашевидном носителе 8 инструменты 10 установлены в соответствующие держатели 9 и зафиксированы в них так, что при быстром вращении носителя они не могут впасть. Носитель 8 инструментов - полусферическая чаша, выштампованная из
листовой стали, в которой затем вырезаются гнезда для инструментов и устанавливаются соответствующие приспособления. Чаша может быть отлита и из легкого металла, причем держатели или гнезда для инст0 рументов делаются механической обработкой.
На фиг.З изображен еще один способ изготовления носителя 8 инструментов. Чаша составляется из отдельных частей шес5 тиугольной формы из пластмассы, армированной стекловолокном, в самонесущую конструкцию. Из несколько таких частей может быть набран магазин 11 инструментов (смотри фиг.Т и 3). Такие раз0 мещенные в объеме носителя 8 заменяемые магазины инструментов служат для быстрой загрузки и разгрузки инструментов в самом магазине и вне его. Набор чаши носителя 8 из отдельных частей представляет собой
5 очень экономичное решение. Напротив, изготовление как целого элемента из пластмассы было бы экономичным, если бы чаши изготавливались большими партиями,
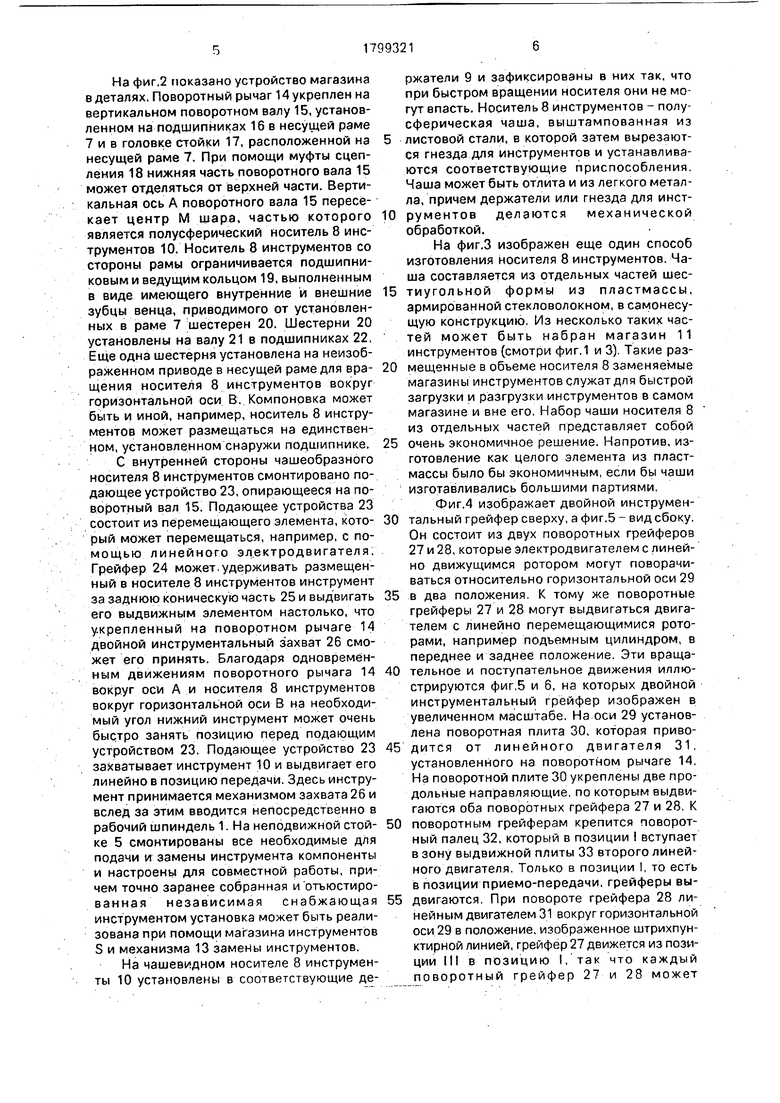
Фиг.4 изображает двойной инструмен0 тальный грейфер сверху, а фиг.5 - вид сбоку. Он состоит из двух поворотных грейферов 27 и 28, которые электродвигателем с линейно движущимся ротором могут поворачиваться относительно горизонтальной оси 29
5 в два положения. К тому же поворотные грейферы 27 и 28 могут выдвигаться двигателем с линейно перемещающимися роторами, например подъемным цилиндром, в переднее и заднее положение. Эти враща0 тельное и поступательное движения иллюстрируются фиг,5 и 6, на которых двойной инструментальный грейфер изображен в увеличенном масштабе. На оси 29 установлена поворотная плита 30, которая приво5 дится от линейного двигателя 31, установленного на поворотном рычаге 14. На поворотной плите 30 укреплены две продольные направляющие, по которым выдвигаются оба поворотных грейфера 27 и 28. К
0 поворотным грейферам крепится поворотный палец 32, который в позиции I вступает в зону выдвижной плиты 33 второго линейного двигателя. Только в позиции I, то есть в позиции приемо-передачи, грейферы вы5 двигаются, При повороте грейфера 28 линейным двигателем 31 вокруг горизонтальной оси 29 в положение, изображенное штрихпун- ктирной линией, грейфер 27 движется из позиции lit в позицию I, так что каждый поворотный грейфер 27 и 28 может
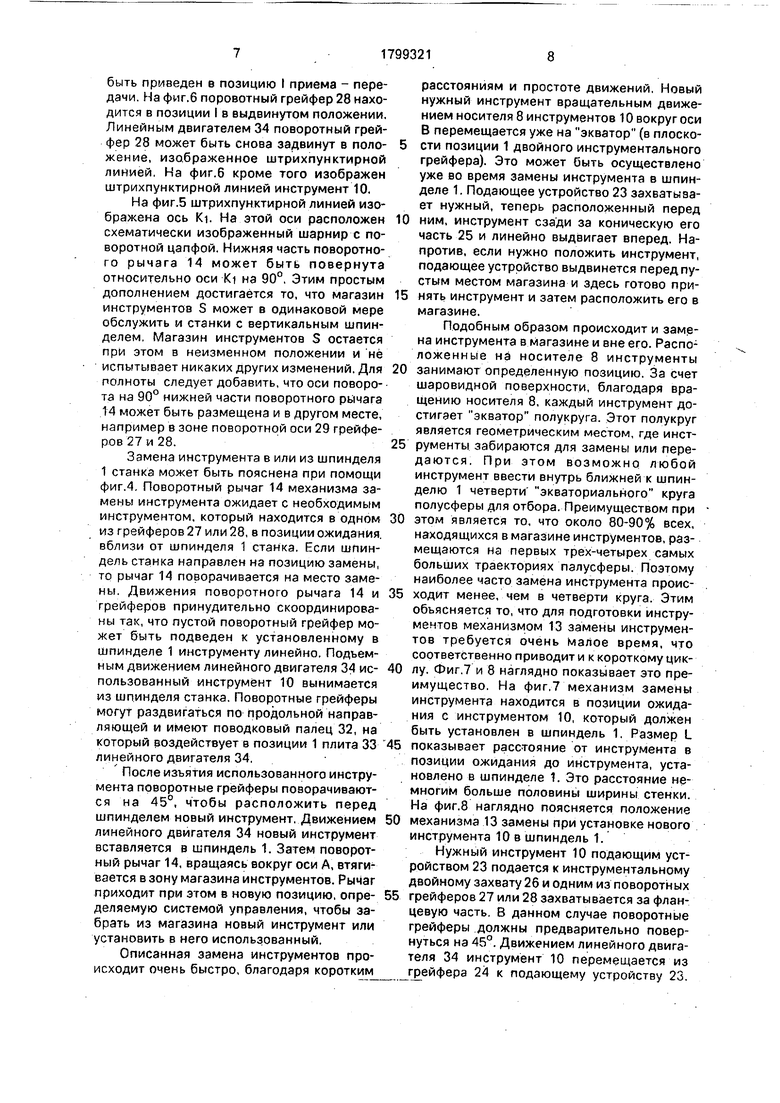
быть приведен в позицию I приема - передачи. На фиг.6 поровотный грейфер 28 находится в позиции I в выдвинутом положении, Линейным двигателем 34 поворотный грейфер 28 может быть снова задвинут в положение, изображенное штрихпунктирной линией. На фиг.6 кроме того изображен штрихпунктирной линией инструмент 10.
На фиг.5 штрихпунктирной линией изображена ось Ki. На этой оси расположен схематически изображенный шарнир с поворотной цапфой. Нижняя часть поворотного рычага 14 может быть повернута относительно оси Ki на 90°, Этим простым дополнением достигается то, что магазин инструментов S может в одинаковой мере обслужить и станки с вертикальным шпинделем, Магазин инструментов S остается при этом в неизменном положении и не испытывает никаких других изменений. Для полноты следует добавить, что оси поворота на 90° нижней части поворотного рычага 14 может быть размещена и в другом месте, например в зоне поворотной оси 29 грейферов 27 и 28.
Замена инструмента в или из шпинделя 1 станка может быть пояснена при помощи фиг.4. Поворотный рычаг 14 механизма замены инструмента ожидает с необходимым инструментом, который находится в одном из грейферов 27 или 28, в позиции ожидания, вблизи от шпинделя 1 станка. Если шпиндель станка направлен на позицию замены, то рычаг 14 поворачивается на место замены. Движения поворотного рычага 14 и грейферов принудительно скоординированы так, что пустой поворотный грейфер может быть подведен к установленному в шпинделе 1 инструменту линейно. Подъемным движением линейного двигателя 34 использованный инструмент 10 вынимается из шпинделя станка. Поворотные грейферы могут раздвигаться по продольной направляющей и имеют поводковый палец 32, на который воздействует в позиции 1 плита 33 линейного двигателя 34.
После изъятия использованного инструмента поворотные грейферы поворачиваются на 45°, чтобы расположить перед шпинделем новый инструмент. Движением линейного двигателя 34 новый инструмент вставляется в шпиндель 1. Затем поворотный рычаг 14, вращаясь вокруг оси А, втягивается в зону магазина инструментов. Рычаг приходит при этом в новую позицию, определяемую системой управления, чтобы забрать из магазина новый инструмент или установить в него использованный.
Описанная замена инструментов происходит очень быстро, благодаря коротким
расстояниям и простоте движений, Новый нужный инструмент вращательным движением носителя 8 инструментов 10 вокруг оси В перемещается уже на экватор (в плоско- 5 сти позиции 1 двойного инструментального грейфера). Это может быть осуществлено уже во время замены инструмента в шпинделе 1. Подающее устройство 23 захватывает нужный, теперь расположенный перед
10 ним, инструмент сзади за коническую его часть 25 и линейно выдвигает вперед. Напротив, если нужно положить инструмент, подающее устройство выдвинется перед пустым местом магазина и здесь готово при15 нять инструмент и затем расположить его в магазине.
Подобным образом происходит и замена инструмента в магазине и вне его. Распо- ложенные на носителе 8 инструменты
0 занимают определенную позицию. За счет шаровидной поверхности, благодаря вращению носителя 8, каждый инструмент достигает экватор полукруга. Этот полукруг является геометрическим местом, где инст5 рументы забираются для замены или передаются. При этом возможно любой инструмент ввести внутрь ближней к шпинделю 1 четверти экваториального круга полусферы для отбора. Преимуществом при
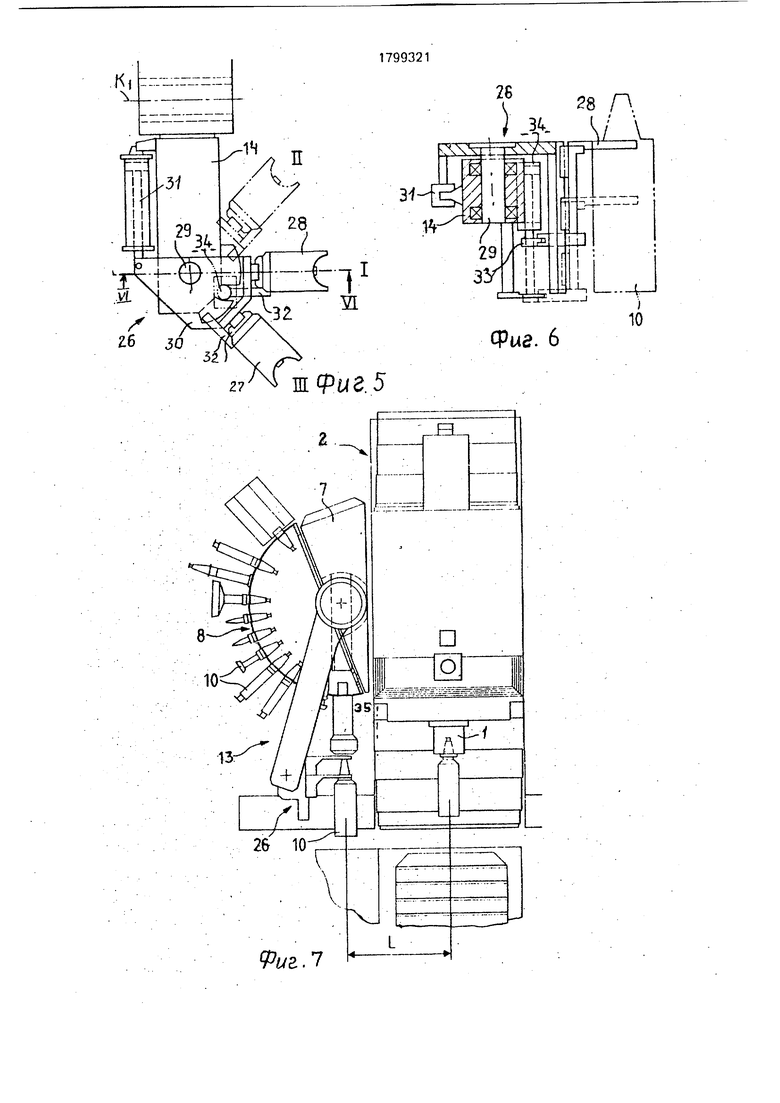
0 этом является то, что около 80-90% всех, находящихся в магазине инструментов, размещаются на первых трех-четырех самых больших траекториях палусферы. Поэтому наиболее часто замена инструмента проис5 ходит менее, чем в четверти круга. Этим объясняется то, что для подготовки инструментов механизмом 13 замены инструментов требуется очень малое время, что соответственно приводит и к короткому цик0 лу. Фиг.7 и 8 наглядно показывает это преимущество. На фиг.7 механизм замены инструмента находится в позиции ожидания с инструментом 10, который должен быть установлен в шпиндель 1. Размер L
5 показывает расстояние от инструмента в позиции ожидания до инструмента, установлено в шпинделе 1. Это расстояние немногим больше половины ширины стенки. На фиг.8 наглядно поясняется положение
0 механизма 13 замены при установке нового инструмента 10 в шпиндель 1.
Нужный инструмент 10 подающим устройством 23 подается к инструментальному двойному захвату 26 и одним из поворотных
5 грейферов 27 или 28 захватывается за фланцевую часть, В данном случае поворотные грейферы должны предварительно повернуться на 45°. Движением линейного двигателя 34 инструмент 10 перемещается из фейфера 24 к подающему устройству 23.
ПрезлоЧРМ новый инструмент Юбудет под- аоден к шпинделю станка, нужно еще возвратить (лработавший инструмент. Это происходит при повороте поворотных грейферов 27 и 28 вокруг горизонтальной оси 29, после чего линейный двигатель 34 передвигает инструмент в грейфер подающего инструмента 23, где он устанавливается. Поворотный рычаг 14 поворачивается теперь на небольшой угол назад и освобождает место для того, чтобы втянуть отработавший инструмент. Поворотный рычаг с носым инструментом перемещается в позицию ожидания, причем в этой позиции поворотные грейферы 27 и 28 уже подготовлены к захвату инструмента из шпинделя. Теперь по команде системы управления станком следует собственно замена инструмента в шпинделе 1, как описано выше.
Для очистки конических частей инструментов в носителе 8 инструментов может быть размещена станция 35 очистки инструментальных конусов. Тем самым инструменты, направляемые в шпиндель или из шпинделя, при необходимости могут очищаться.
Очистка инструментов в станции очистки из соображений экономии должна проводиться параллельно с основными операциями. Поэтому она должна быть интегрирована в нормальный процесс замены инструмента, но проводить очистку при каждой замене не обязательно.
Как следует из фиг.7, целесообразно разместить станцию 35 очистки на траектории носителя инструментов с наибольшим диаметром. Механизм 1 замены инструментов в большинстве случаев находится в позиции ожидания -- замены и ожидает команды системы управления на собственно замену. Это благоприятная позиция используется для очистки конуса подаваемого инструмента. Так как станция 35 очистки подводится к позиции замена - охлаждение по времени параллельно с опережающим движением поворотного рычага, она стоит точно за конусом инструмента в поворотном грейфере. Поступательным движением линейного двигателя 34 конус инструмента вводиться в станцию 35очистки без перемещения инструмента в специальную позицию очистки. С учетом такой не занимающей много времени возможности очистки она может быть включена в процесс замены инструмента и только в случаях особенно быстрой замены инструментов может быть исключена.
Перестановка инструментов в магазине, как это требуется на практике, может быть проведена быстро и многосторонне.
При необходимое и измени магазинов, несущих несколько инс фументов. используется манипулятор, воздействующий на приемопередающий стержень 12. Подающее устройство 23 выдвигает при этом подлежащий замене магазин вперед, где его принимает манипулятор. Установка магазина обратно производится также манипулятором и подающим устройством 23.
0На фиг.9 изображен следующий магазин инструментов S. в противоположность к. магазинам по фиг.1 и 2 он имеет стойку с расположенными с обеих сторон полусферическими носителями 36. Носители 36 вы5 полнены аналогично носителям 8 в магазинах по фиг.1 и 2 Радиальное размещение инструментов также аналогично их размещению в носителе 8. Оба носителя с шестернями 37 также могут поворачиваться
0 на.несущей раме 38 стойки 39 как и носители инструментов 8. Стойка 39 в основании 40 может вращаться вокруг вертикальной оси А, причем для несущей рамы 38 в основание магазина 40 вмонтирован приводной
5 механизм 41.
Внутри обоих носителей инструментов 36 размещено подающее устройства 42, которое также может поворачиваться вокруг вертикальной оси А. В отличие от подающе0 то устройства 23. подающее устройство 42 содержит блок 43. Блок 43 передвигается в плоскости горизонтальной оси В.
На фиг.10 изображена стойка 39. Ее несущая рама 39 выполнена в виде тонкого
5 кольца и имеет с обеих сторон шестерни 37 для опоры носителей 36.
Магазин на фиг.9 конструктивно выполнен так же, как и магазин на фиг.1 и 2, и имеет носитель 36 и остальные компоненты.
0 Механизм замены инструментов 44 (см,фиг. 11) может быть тоже укреплен на основании 40. Благодаря этому можно получить точно юстируемую и автономную установку для снабжения инструментом
5 (механизмов замены инструмента и магазин), которая может применяеться в различных известных станках и обрабатывающих центрах.
Оба-носителя инструментов выполнены
0 аналогично носителям, изображенным на фиг. 1 и 2. Магазин S может эксплуатироваться только с носителем инструментов. Соответственно количество мест для инструментов уменьшается.
5 Линейная подача инструмента 10 осуществляется так же, как и в магазине на фиг.1 и 2. подающим устройством 42. Подающее устройство 42 может стыковываться с инструментом 10, не выдвигая его вперед, причем подающее устройство отстыковывается и может вместе со стойкой магазина 39 вращаться вокруг вертикальной оси А, Но для передачи инструментов механизму 44 замены инструментов подающее устройство 42 располагается неподвижно, и только полусфера движется вокруг нее. Благодаря этом/ любой отдельный инструмент может из любого гнезда 45 быть передан механиз- му 44 замены инструментов. На фиг.9 такой инструмент изображен на правом краю.
Кроме того, наряду с заменой отдельных инструментов может заменяться группа инструментов, как в магазине, изображенном на фиг.1 и 2, где инструменты размещены в малом магазине 46 (см.фиг,11). Магазины 46 подводятся и устанавливаются в исходную позицию так, чтобы магазин 46 мог быть принят подающим устройством и введёй в носитель 36 инструментов.
Для замены отдельных инструментов (см. фиг. 12) вокруг вертикальной оси Амогут быть жестко установлены зубья 47 для приема отдельных инструментов. Оператор для замены определенных инструментов может заложить и в гнезда зубьев, не вмешиваясь в ход деижения магазина S, Система управления выбирает подходящий момент для установки иям изъятия отдельных инструментов. С этой целью подающее устройства 42 выводится на соответствующую позицию. Инструмент захватывается и в соответствии со стрелками а, б, с принимается магазином. Изъятие отдельных инструментов происходит в обратной последовательности..
У носителя 36 инструментов также может быть предусмотрена станция очистки конусов инструментов, как это показано на фиг,7.. .
Магазин инструментов S, изображен- ный на фиг.9, может использоваться как прямой магазин, изображенный на фиг. 1 и 2, Здесь также главным преимуществом магазина является быстрая подготовка инструмента и большая плотность его размещения в магазине. Фиг. 11 показывает применение магазина инструментов S а качестве прямого магазина. Здесь в основание 40 встроен механизм 44 замены инструментов, поворотный рычаг 48 которо- го имеет двойной инструментальный грейфер. Замена инструмента в шпинделе 1 станка происходит таким же образом, как уже было описано для магазина, изображенного на фиг.1 и 2.
Несмотря на плотное, сплошное размещение в радиальном направлении инструментов, благодаря двойной кривизне полусферы возникает благоприятное соотношение геометрических размеров, которое позволяет размещение в магазине инструментов с большими размерами без потери соседних инструментальных мест. Относительно просто может осуществляться и транспортировка оснащенной инструментами полусферы.
Описанный магазин имеет существенные преимущества по сравнению с цилиндрическим магазином, К тому же он сочетает большой рабочий объем с возможностью непосредственного взаимодействия носителя инструментов 8 с рабочим шпинделем 1.
формула изобретения
. 9. Магазин по п.1, от лишающийся тем, что он снабжен расположенным на стойке механизмом замены инструментов, имеющим поворотный рычаг с грейфером на конце, в котором выполнены два инструментальных гнезда.
I2Ј66il
ФигМ
| Способ получения окиси хрома | 1977 |
|
SU673610A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
