ел
С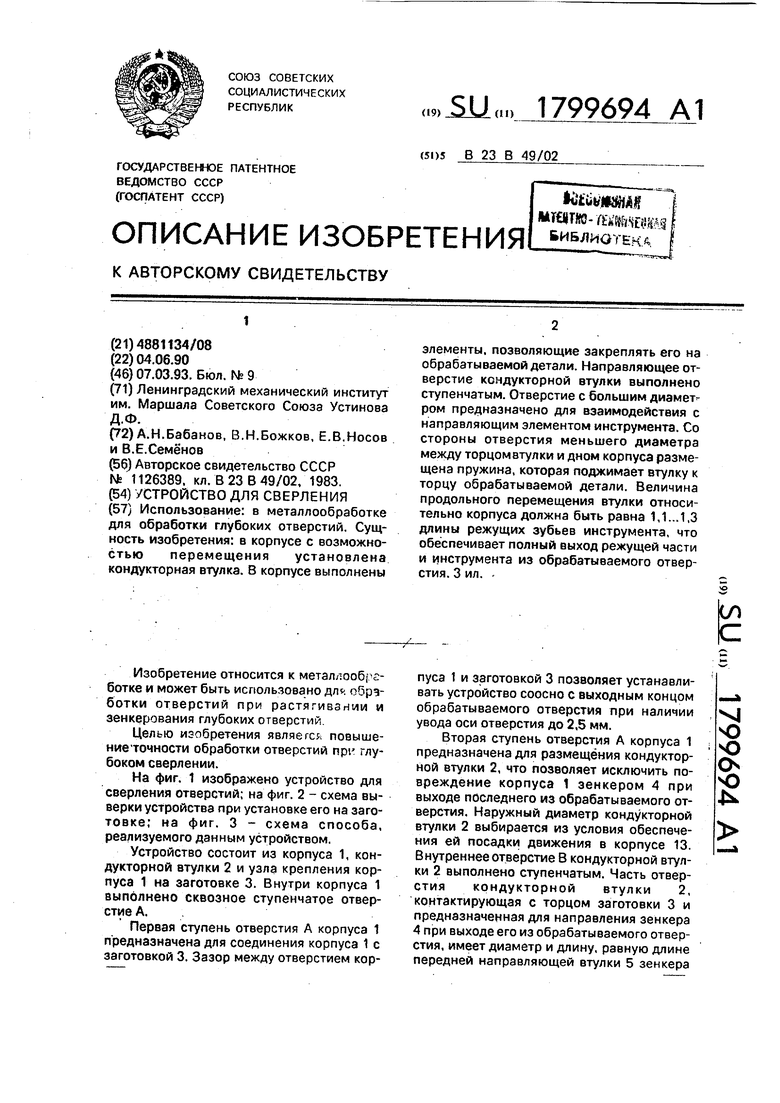
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода смазочно-охлаждающей жидкости (СОЖ) к станкам для глубокого сверления | 1986 |
|
SU1323252A2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Устройство к сверлильному станку для зенкерования отверстий с обратной стороны | 2002 |
|
RU2225283C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
| ЛЮНЕТНЫЙ УЗЕЛ ДЛЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ С НАРУЖНЫМ ОТВОДОМ СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1995 |
|
RU2088394C1 |
| Устройство для направления инструмента и подвода СОЖ в станках для глубокого сверления | 1987 |
|
SU1495016A1 |
| Устройство для глубокого сверления | 1986 |
|
SU1421470A1 |
Использование: в металлообработке для обработки глубоких отверстий. Сущность изобретения: в корпусе с возможностью перемещения установлена кондукторная втулка. В корпусе выполнены элементы, позволяющие закреплять его на обрабатываемой детали. Направляющее отверстие кондукторной втулки выполнено ступенчатым. Отверстие с большим диаметром предназначено для взаимодействия с направляющим элементом инструмента. Со стороны отверстия меньшего диаметра между торцомвтулки и дном корпуса размещена пружина, которая поджимает втулку к торцу обрабатываемой детали. Величина продольного перемещения втулки относительно корпуса должна быть равна 1,1... 1,3 длины режущих зубьев инструмента, что обеспечивает полный выход режущей части и инструмента из обрабатываемого отверстия. 3 ил.
Изобретение относится к металлообрг- ботке и может быть использовано дл. обработки отверстий при растягивании и зенкерования глубоких отверстий.
Целью изобретения является повышение точности обработки отверстий при глубоком сверлении.
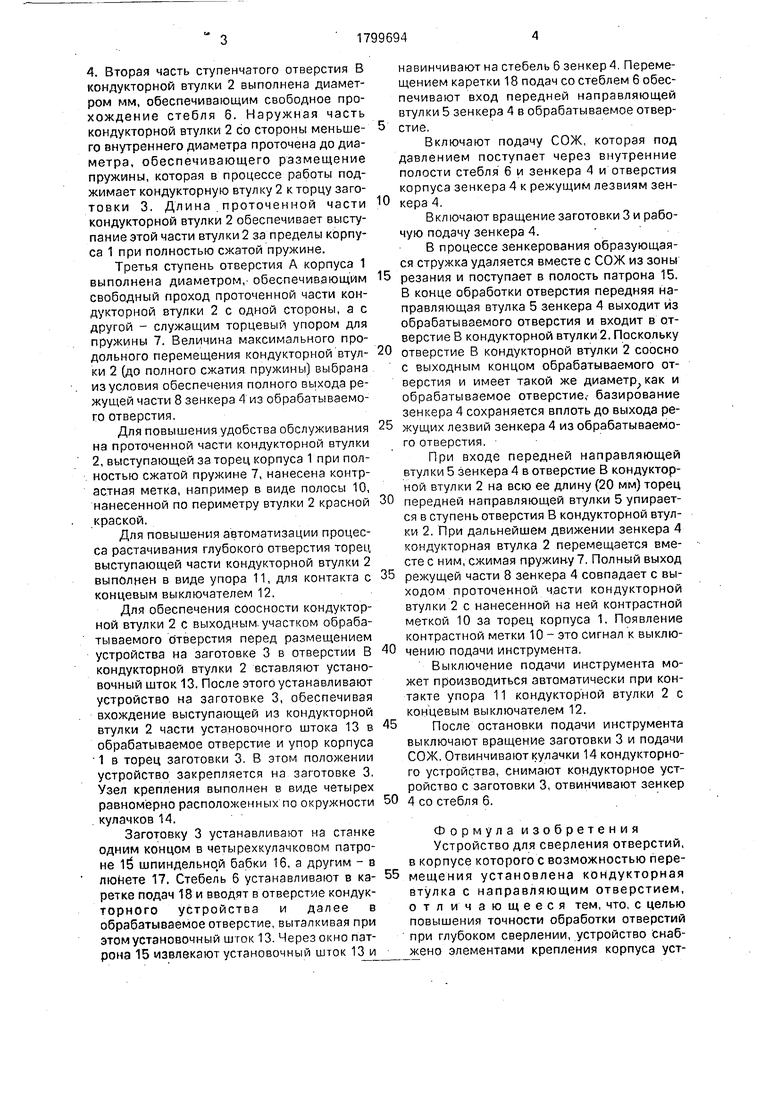
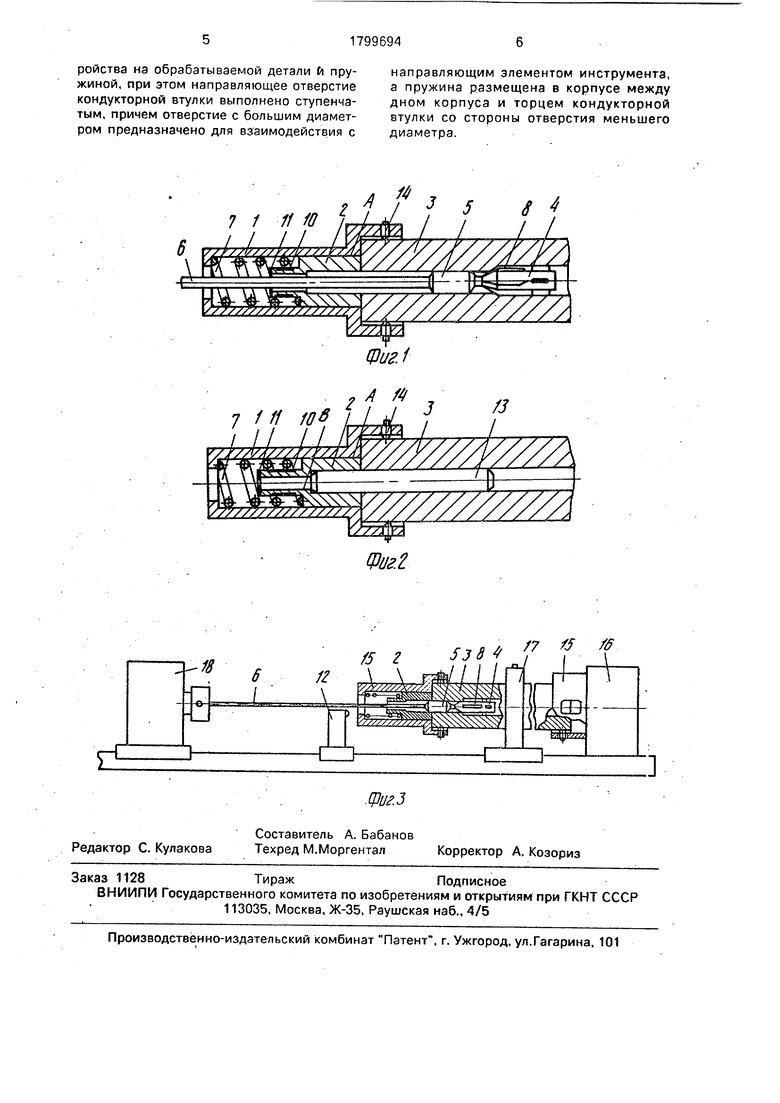
На фиг. 1 изображено устройство для сверления отверстий; на фиг. 2 - схема выверки устройства при установке его на заготовке; на фиг. 3 - схема способа, реализуемого данным устройством.
Устройство состоит из корпуса 1, кондукторной втулки 2 и узла крепления корпуса 1 на заготовке 3. Внутри корпуса 1 выполнено сквозное ступенчатое отверстие А. .
Первая ступень отверстия А корпуса 1 предназначена для соединения корпуса 1 с заготовкой 3. Зазор между отверстием корпуса 1 и заготовкой 3 позволяет устанавливать устройство соосно с выходным концом обрабатываемого отверстия при наличии увода оси отверстия до 2,5 мм.
Вторая ступень отверстия А корпуса 1 предназначена для размещения кондуктор- Ной втулки 2, что позволяет исключить повреждение корпуса 1 зенкером 4 при выходе последнего из обрабатываемого отверстия. Наружный диаметр кондукторной втулки 2 выбирается из условия обеспечения ей посадки движения в корпусе 13. Внутреннее отверстие В кондукторной втулки 2 выполнено ступенчатым. Часть отверстия кондукторной втулки 2, контактирующая с торцом заготовки 3 и предназначенная для направления зенкера 4 при выходе его из обрабатываемого отверстия, имеет диаметр и длину, равную длине передней направляющей втулки 5 зенкера
XI
О Ю О
ч
А
Третья ступень отверстия А корпуса 1 выполнена диаметром,- обеспечивающим свободный проход проточенной части кондукторной втулки 2 с одной стороны, а с другой - служащим торцевый упором для пружины 7. Величина максимального продольного перемещения кондукторной втулки 2 (до полного сжатия пружины) выбрана из условия обеспечения полного выхода режущей части 8 зенкера 4 из обрабатываемого отверстия.
Для повышения удобства обслуживания на проточенной части кондукторной втулки 2, выступающей за торец корпуса 1 при полностью сжатой пружине 7, нанесена контрастная метка, например в виде полосы 10, нанесенной по периметру втулки 2 красной краской.
Для повышения автоматизации процесса растачивания глубокого отверстия торец выступающей части кондукторной втулки 2 выполнен в виде упора 11, для контакта с концевым выключателем 12.
Для обеспечения соосности кондукторной втулки 2 с выходным, участком обрабатываемого отверстия перед размещением устройства на заготовке 3 в отверстии В кондукторной втулки 2 вставляют установочный шток 13, После этого устанавливают устройство на заготовке 3, обеспечивая вхождение выступающей из кондукторной втулки 2 части установочного штока 13 в обрабатываемое отверстие и упор корпуса 1 в торец заготовки 3. В этом положении устройство закрепляется на заготовке 3. Узел крепления выполнен в виде четырех равномерно расположенных по окружности . кулачков 14.
Заготовку 3 устанавливают на станке одним концом в четырехкулачковом патроне 1б шпиндельной бабки 16, а другим - в люнете 17. Стебель 6 устанавливают в каретке подач 18 и вводят в отверстие кондукторного устройства и далее в обрабатываемое отверстие, выталкивая при Этом установочный шток 13. Через окно патрона 15 извлекают установочный шток 13 и
навинчивают на стебель 6 зенкер 4. Перемещением каретки 18 подач со стеблем 6 обеспечивают вход передней направляющей втулки 5 зенкера 4 в обрабатываемое отверстие.
Включают подачу СОЖ, которая под давлением поступает через внутренние полости стебля 6 и зенкера 4 и отверстия корпуса зенкера 4 к режущим лезвиям зенкера 4.
Включают вращение заготовки 3 и рабочую подачу зенкера 4.
В процессе зенкерования образующаяся стружка удаляется вместе с СОЖ из зоны
резания и поступает в полость патрона 15. В конце обработки отверстия передняя направляющая втулка 5 зенкера 4 выходит из обрабатываемого отверстия и входит в отверстие В кондукторной втулки 2. Поскольку
отверстие В кондукторной втулки 2 соосно с выходным концом обрабатываемого отверстия и имеет такой же диаметр как и обрабатываемое отверстие,- базирование зенкера 4 сохраняется вплоть до выхода режущих лезвий зенкера 4 из обрабатываемого отверстия.
При входе передней направляющей втулки 5 зенкера 4 в отверстие В кондукторной втулки 2 на всю ее длину (20 мм) торец
передней направляющей втулки 5 упирается в ступень отверстия В кондукторной втулки 2. При дальнейшем движении зенкера 4 кондукторная втулка 2 перемещается вместе с ним, сжимая пружину 7. Полный выход
режущей части 8 зенкера 4 совпадает с выходом проточенной ч.асти кондукторной втулки 2 с нанесенной на ней контрастной меткой 10 за торец корпуса 1. Появление контрастной метки 10 - это сигнал к выключению подачи инструмента,
Выключение подачи инструмента может производиться автоматически при контакте упора 11 кондукторной втулки 2 с концевым выключателем 12.
После остановки подачи инструмента выключают вращение заготовки 3 и подачи СОЖ. Отвинчивают кулачки 14 кондукторного устройства, снимают кондукторное устройство с заготовки 3, отвинчивают зенкер
4 со стебля 6.
Формула изобретения Устройство для сверления отверстий, в корпусе которого с возможностью пере- мещения установлена кондукторная втулка с направляющим отверстием, отличающееся тем, что, с целью повышения точности обработки отверстий при глубоком сверлении, устройство снабжено элементами крепления корпуса устройства на обрабатываемой детали и пружиной, при этом направляющее отверстие кондукторной втулки выполнено ступенчатым, причем отверстие с большим диаметром предназначено для взаимодействия с
Фиг.1 г А f 1
7 f Я 10s / /
Ii I I S Х
/3
э УУшШщ
(г В
../.
направляющим элементом инструмента, а пружина размещена в корпусе между дном корпуса и торцем кондукторной втулки со стороны отверстия меньшего диаметра.
/3
Фиг
| Устройство для направления сверла | 1983 |
|
SU1126389A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
