Изобретение относится к станкам для обработки металлов резанием, в частности для фрезерования пазов и канавок на изделиях и может быть использовано для обработки наклонных пазов на полукруглых стержнях ключей в автоматической линии. Цель изобретения - повышение точности обработки стержней ключей по глубине пазов.
На фиг. 1 представлена схема предлагаемого станка; на фиг. 2 - устройство для задания глубины пазов; на фиг. 3 - схема устройства циклового программного управления (УЦПУ).
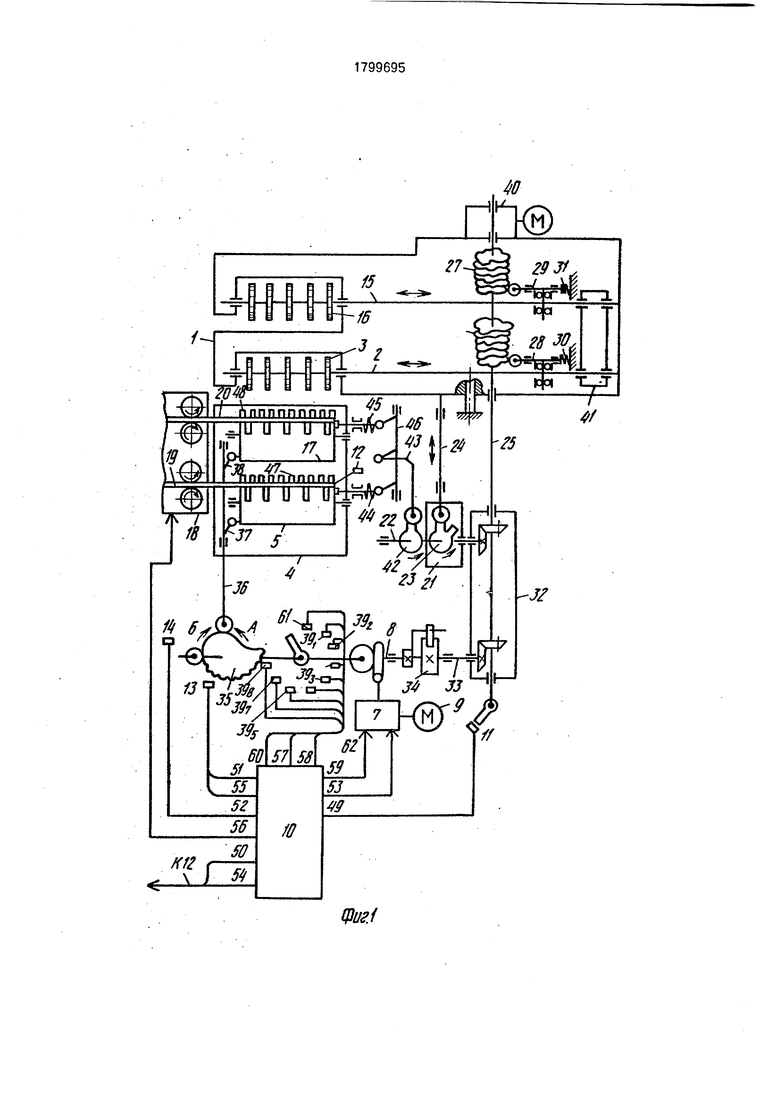
Фрезерный станок содержит шпиндельную головку 1 с горизонтальным шпин- делем 2, несущим комплект фрез 3, зажимное приспособление 4 с поворотным механизмом 5 для комплекта ключей (не показан), привод возвратно-поворотного движения с выходным валом 8 и электродвигателем 9, УЦПУ 10, путевые датчики 11-14, дополнительный горизонтальный шпиндель 15с комплектом фрез 16, дополнительный поворотный механизм 17, загрузочное устройство 18. подающее по двум ручьям проволоку 19 и 20 полукруглого профиля-в соответствующие поворотные механизмы зажимного приспособления, механизм 21 подъема шпиндельной головки, содержащий жестко закрепленный на валу 22 кулачок 23, взаимодействующий с роликовым толкателем 24; механизм продольной подачи шпинделей, выполненный в виде горизонтального вала 25 с установленным на нем по числу шпинделей комплектами кулачков 26 и 27, несущими программу разме- щения пазов (канавок) на стержнях
XI
Ч) Ч) ON ЧЭ СЛ
обрабатываемых комплектов ключей и взаимодействующими с соответствующим роликовым толкателем 28 и 29, подпружиненным посредством пружин 30 и 31.
Механизмы подъема и продольной подачи через коробку 32 подач, вал 33 и храпо- вый механизм 34 связаны с выходным валом.
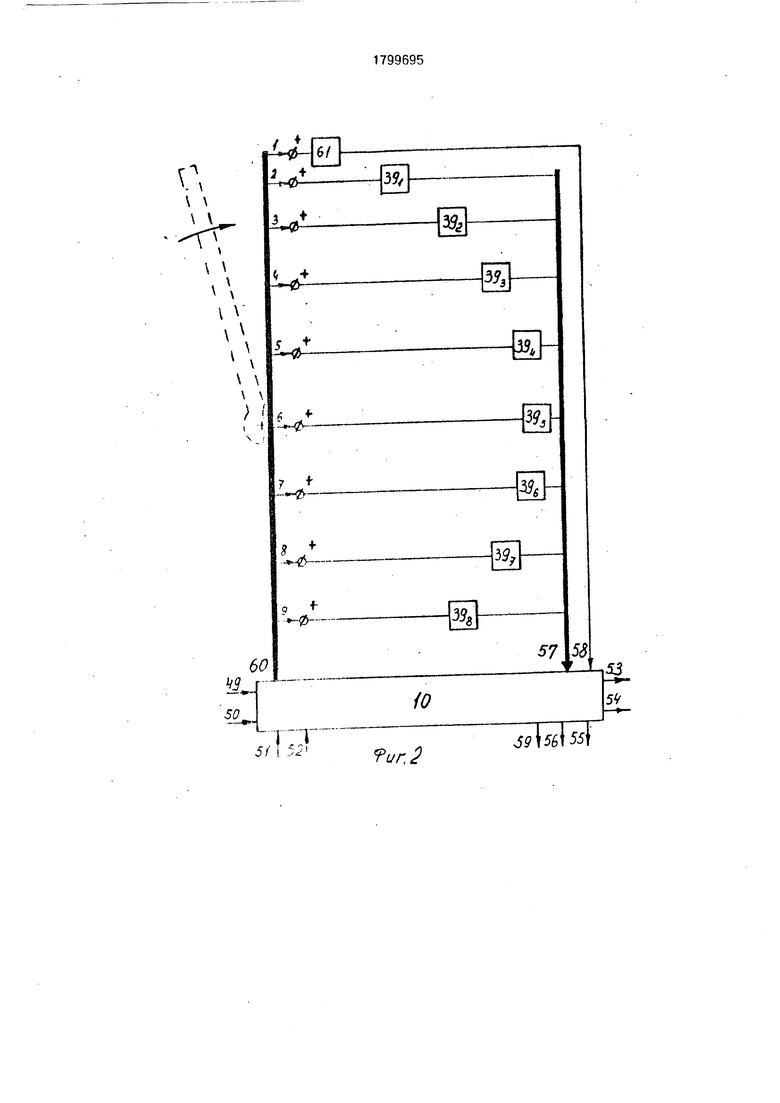
Устройство для задания глубин пазов выполнено в виде жестко установленного на выходном валу исполнительного кулачка 35, взаимодействующего с поворотными механизмами посредством роликового толкателя 36, шарнирных тяг 37 и 38 и группы датчиков 39 дискретного угла поворота выходного вала. Количество датчиков соответствует числу задаваемых глубин пазов посредством исполнительного кулачка.
Программа содержит кодовые комбинации дискретных значений глубины пазоо, которые соответствуют следующим углам поворота зажимного приспособления: 10, 20, 30, 40, 50, 60, 70, 80° (т.е. размещения из 8 по 8).
Станок содержит также механизм 40 перемещения кулачков, привод 41 вращения шпинделей и механизм зажима и освобождения, включающий установленный на валу 22 кулачок 42, взаимодействующий через роликовый толкатель 43 и подпружиненную посредством пружин 44 и 45 кулису 46 с прижимными рычагами 47 и 48.
Выходы датчиков 11-14 подключен ксо- ответствующим входам 49, 50, 51, 52 УЦПУ, выходы 53, 54. 55, 56 которого связаны соответственно с приводом 7 возвратно-поворотного движения, с датчиками 12, 13 и с загрузочным устройством 18.
Выходы -датчиков 39 электрически подключены через групповой вход 57 к УЦПУ, которое.снабжено программой глубины пазов, выполненной, например, на перфоленте.
Новым в станке является: дополнительный вход 58, предварительный и групповой выходы 59, 60, которыми снабжено УЦПУ, датчи к замедления 61, которым оснащено устройство для задания глубины пазов, аналогичный датчикам 39 и установленный перед первым из датчиков 39i, считая в направлении обхода, датчики 39,61 снабжены управляющими входами, а привод возвратно-поворотного движения - входом замедление 62, Датчик замедления подключен к дополнительному входу 58, предварительный выход 59 связан с входом 62, а групповой выход 60 подключен к соответствующим управляющим входам датчиков 39, 61, в качестве управляющих входов использованы зажимы питания датчиков,
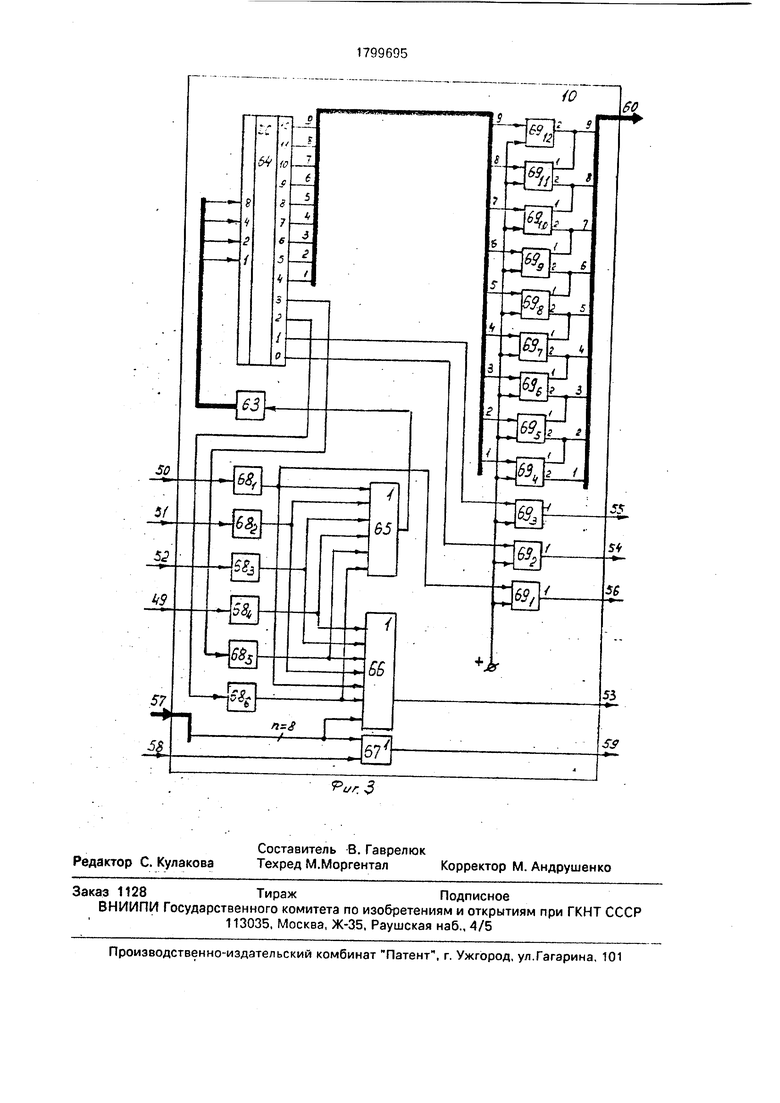
Новым также является то, что УЦПУ содержит фотосчитыватель программы 63, дешифратор 64, три элемента ИЛИ 65, 66, 67, шесть повторителей 68 напряжения и две- надцать управляемых ключей 69.
Датчики 11-14,39,61 представляют собой бесконтактные датчики положения (например, типа БВК-24МУ4), реагирующие импульсом на металлическое тело (флажок), заходящее в рабочую зону (щель) датчика.
Вход замедление 62 осуществляет включение тормозной муфты замедления в приводе 7 (не показана), которой оснащен последний.
Повторители 68i-68e увеличивают нагрузочную способность источника входных сигналов, повторяя их.
Управляемый ключ 69 состоит из ключевого усилителя, вход которого является уп
равляющим входом ключа, нагруженного обмоткой электромагнитного реле. Реле имеет несколько пар нормально открытых контактов, которые переключают напряжение с силового входа на выход ключа.
Станок работает следующим образом. По окончании предыдущего цикла фрезерования известным образом срабатывает путевой датчик 11 и его выходной сигнал
0 поступает на вход 49 УЦПУ 10. Начинается подготовка к очередному циклу фрезерования канавок. С входа У ЦПУ упомянутый сигнал датчика 11 через повторитель 68 подается на вхоДы первого и второго эле5 ментов ИЛИ 65, 66. В результате выход элемента ИЛИ 65 включает фото считыватель 63, перемещающий перфоленту на первую строку очередного кадра программы. Одновременно выход элемента ИЛИ 66 подается
0 на выход 53 УЦПУ и далее на вход привода 7 возвратно-поступательного движения. Последний известным образом отключается, а станок приводится в исходное положение; готовый комплект ключей выталкивается из
5 зоны обработки вновь подаваемой туда проволокой. Первая строка кадра по цепи - фотосчитыватель 63, дешифратор 64, нулевой разряд адресного выхода дешифратора поступает на управляющий вход ключа 692,
0 открывая его. Так как силовой вход этого ключа подключен к шине питания, то выход последнего подается на выход 54 УЦПУ, а оттуда- на датчик 12, который контролирует работу механизма загрузки. Когда подача
5 завершается, датчик 12 известным образом вырабатывает и подает сигнал на вход 50 УЦПУ, где через повторитель 68i указанный сигнал поступает на элементы ИЛИ 65, 66 и на управляющий вход ключа 69i. Элементы ИЛИ 65, 66 по описанным цепям управляютсоответственно переключением фотосчитывателя 63 на вторую строку рассматриваемого кадра и обратным ходом привода 7, а ключ 69i открывается, пропуская напряжение с силового входа на свой выход, затем на выход 56 УЦПУ и потом на загрузочное устройство 18, отключая его. Вторая строка по описанным цепям с первого разряда адресного выхода подается на управляющий вход ключа 69з- открывая его и подавая тем самым напряжение шины питания на,выход 55 УЦПУ, а с него - на датчик 13. Далее известным образом производится зажим проволоки, опускание шпиндельной головки, разрез проволоки на пять стержней, а по завершении обратного хода включается датчик 13, импульс которого поступает на вход 51 УЦПУ, а там через повторитель 682 на элементы ИЛИ 65, 66, первый из которых вновь по описанной цепи переключает фотосчитыватель 63 на следующую (третью) строку программы, а второй - реверсирует привод 7 с обратного хода на примой. В конце прямого хода кулачок 35 занимает исходное положение и срабатывает датчик 14, подавая импульс через вход 52 в УЦПУ, где он попадает на повторитель 68, ас него - на входы элементов ИЛИ 65, 66, В то же время по третьей строке возникает импульс на втором разряде адресного выхода и через повторитель 686 поступает на другие входы элементов ИЛИ 65, 66. Последние работают описанным образом: первый переключает фотосчитыватель 63 на четвертую строку, второй реверсирует привод 7 с прямого хода на обратный. В результате в станке известным образом совершаются подъем и опускание шпиндельной головки, а также позиционирование шпинделей. Заканчивая отработку четвертой строки, путевой датчик 13 (он запитан ранее) подает импульс на вход 51 УЦПУ. Здесь по описанным цепям указанный импульс попадает на соответствующие входы элементов ИЛИ 65, 66, на другие входы которых поступает импульс четвертой строки по цепи: третий разряд адресного выхода дешифратора 64, повторитель 68. На этом подготовительная часть очередного цикла фрезерования канавки заканчивается, фотосчитыватель 63 переключается на пятую строку, а привод 7 - на прямой ход.
Пятой строкой данного кадра предусмотрена избирательная запитка одного из датчиков дискретного угла, например. 39ч (соответствует углу отработки 10°, фиг. 2), которая осуществляется следующим образом: импульс пятой строки с четвертого разряда адресного выхода попадает на управляющий вход ключа 69.1. открывая его
для прохождения питающего напряжения, которое подано на силовой вход ключа. Первые выходы каждого из ключей 69i i связаны со вторыми выходами каждого из ключей , которыми снабжены ключи 694-6912, и которые собраны в шину Поэтому указанное питающее напряжение с первого выхода ключа 694 попадает на второй выход 69s, а затем через шину на групповой выход 60 и далее к зажиму датчика 391 дис0 кретного угла. Одновременно это же напряжение со второго выхода ключа 694 через шину и выход 60 подводится к зажиму питания датчика замедления 61. Таким образом
5 осуществляется избирательная запитка пары датчиков в устройстве для задания глубины пазов (датчик 39i и предшествующий ему по направлению обхода датчик замедления 61) и фрезеруется первая канавка в
0 пяти стержнях.
При фрезеровании механизмы 5 и 17 имеют большую скорость и вращают поворотный лепесток известным образом (показан на фиг. 2 пунктиром). Как только
5 лепесток достигает датчика 61 замедления (соответствуетуглу поворота Оо и предшествует датчику 39i). последний срабатывает и через дополнительный вход 58 подает импульс в УЦПУ 10, а там - на вход третьего
0 элемента ИЛИ 67, выход которого воздействует на предварительный выход 59 устройства 10. Выход 59 связан с входом Замедление 62, которым снабжен привод 7 возвратно-поворотного движения, и поэ5 тому здесь включается тормозная муфта (не показана). При этом подача поворотных механизмов на фрезы в диапазоне углов от 0° до Юо замедляется, и фрезерование канавки оканчивается на малой скорости подачи,
0 что исключает выбег поворотных механизмов после реверсирования привода 7 на об- ратныйход. Реверсирование осуществляется под воздействием поворотного лепестка на датчик 39i дискретного
5 угла, импульс которого через групповой вход 57 попадает на элемент ИЛИ 66. описанным путем воздействующим на привод 7. Во время обратного хода поворотные механизмы 5 и 17 отводятся от фрез, шпиндели
0 позиционируются в положение для фрезерования второй канавки.
Затем по указанным цепям импульс пу4 тевого датчика 13 включает через фотосчитыватель 63 шестую строку
5 рассматриваемого кадра программы, в которой задано фрезерование очередной (например, седьмой) канавки. Импульс шестой строки с десятого разряда адресного выхода воздействует на управляющий вход ключа 69ю, который включается и избирательно
выдает питающее напряжение со своих выходов на датчик 39 и на предшествующий ему датчик 39е (соответствуют углам установки 70° и 60°), используемый уже в качестве датчика замедления. Происходит фрезерование второй канавки под наклоном 70°. Замедление выполняется по импульсу датчика 396, который через групповой вход 57 поступает на третий элемент ИЛИ 67, воздействующий по извест- ным цепям на вход замедление привода 7.
В дальнейшем описанным путем фрезеруются остальные шесть канавок. При этом каждый датчик 39i, 392...39 дискретного угла (кроме последнего датчика 39е) использу- ется кроме его основного назначения (задание угла фрезеровки) также в качестве датчика замедления соответственно для каждого последующего датчика дискретного угла, т.е. 391 для 39а; 39а для 39з и т.д. После фрезерования восьмой канавки известным образом реверсируется (один из датчиков 39) и выключается привод 7 (датчик 11), Цикл обработки ключей заканчивается, а станок находится в готовности к обработке ключей в соответствии со следующим кадром программы глубины пазов.
Использование изобретения позволяет повысить точность обработки стержней ключей путем исключения выбега заготов- .ки по глубине пазов. При этом необходимы только минимальные аппаратные затраты (введен датчик замедления и изменена схема УЦПУ) за счет совмещения функции датчика замедления датчиками дискретного . угла. Введенные усовершенствования придают фрезерному станку добавочную точность, причем наибольший полезный эффект имеет место именно в составе станка по а.с. № 1087268. Таким образом, име- ются основания считать предлагаемое изобретение дополнительным и отвечающим критерию положительный эффект.
Экономический эффект достигается за счет исключения брака и на предприятии- заявителе в расчете на годовую программу выпуска ключей может составить 10 тыс.руб. ;
Формула изобретения
1. Фрезерный станок для обработки на- клонных пазов на полукруглых стержнях ключей, включающий шпиндельную головку с горизонтальными шпинделями, несущими комплекты фрез, зажимные приспособления с поворотными механизмами для комплектов ключей, привод возвратно-поворотного движения механизмов с выходным валом, устройство для задания глубины пазов с датчиками угла поворота выходного вала в количестве, равном числу задаваемых глубин пазов, связанными с устройством циклового программного управления, загрузочное устройство и механизмы подъема шпиндельной головки и продольной подачи шпинделей, отличающийся тем, что, с целью повышения точности обработки, станок снабжен дополнительным датчиком положения, расположенным перед первым датчиком углового положения по ходу отсчета, связанным с устройством циклового программного управления.
2. Станок по п.1, отличающийся тем, что устройство циклового программного управления содержит фотосчитыватель программы, дешифратор, три элемента ИЛИ, шесть повторителей и двенадцать управляемых ключей, при этом четыре входа устройства через соответствующие повторители подключены к входам первого и второго элементов ИЛИ, выход первого элемента ИЛИ связан с входом фотосчитывателя, выходы которого подключены к соответствующим входам дешифратора, силовые входы всех ключей подключены к шине питания, управляющий вход первого ключа - к выходу первого повторителя, а управляющие входы второго и третьего ключей - соответственно к нулевому и первому разрядам адресного выхода дешифратора, второй и третий разряды .которого соответственно через пятый и шестой повторители подключены к входам первого и второго элементов ИЛИ, остальные входы второго элемента ИЛИ подключены к соответствующим входам третьего элемента ИЛИ и являются групповым входом устройства, дополнительный вход которого подключен к третьему элементу ИЛИ, выходы второго элемента ИЛИ, первого, второго и третьего ключей являются соответствующими выходами устройства, выход третьего элемента ИЛИ подключен к предварительному выходу устройства, высшие разряды упомянутого адресного выхода, начиная с четвертого, подключены соответственно к управляющим входам остальных ключей, начиная с четвертого, все ключи, кроме последнего, снабжены вторыми выходами, собранными в шину, подключенную к групповому выходу устройства, причем выход каждого предыдущего упомянутого ключа, кроме последнего, связан с вторым выходом каждого последующего ключа.
О,
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| Фрезерный станок | 1977 |
|
SU737137A1 |
| Станок для автоматического фрезерования коллекторов электрических машин | 1981 |
|
SU991538A1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЖАККАРДОВЫМ ЗЕВООБРАЗУЮЩИМ МЕХАНИЗМОМ ТКАЦКОГО СТАНКА С ВОЛНООБРАЗНО ПОДВИЖНЫМ ЗЕВОМ | 2000 |
|
RU2178471C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Шпиндельная головка хонинговально-притирочного станка | 1981 |
|
SU948640A1 |
Использование: обработка металлов ре- занием. Сущность: станок содержит шпиндельную головку с горизонтальными шпинделями, несущими комплекты фрез, зажимные приспособления с поворотными Механизмами для комплектов ключей, привод возвратно-поворотного движения механизмов с выходным валом, устройство для задания глубины пазов с датчиками угла поворота в количестве, равном числу задавае- мых глубин лазов, связанными с устройством циклового программного управления, загрузочное устройство, механизмы подъема шпиндельной головки и продольной подачи шпинделей, дополнительный датчик положения, расположенный перед первым датчиком углового положения по ходу отсчета связанным с устройством циклового программного управления. Устройство циклового программного управления содержит фотосчитыватель, дешифратор, три элемента ИЛИ, шесть повторителей и двенадцать управляемых ключей. 3 ил.. ы V И.
f f I Oi
j / i . л
JP
ЦШ
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
