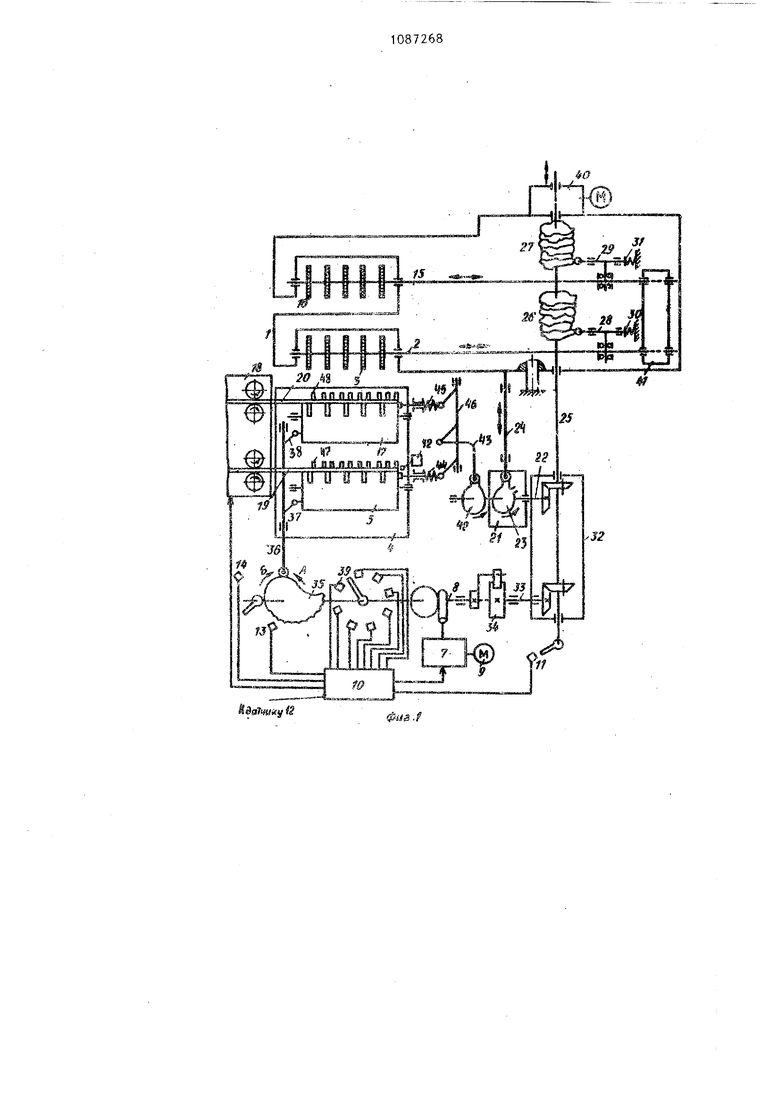
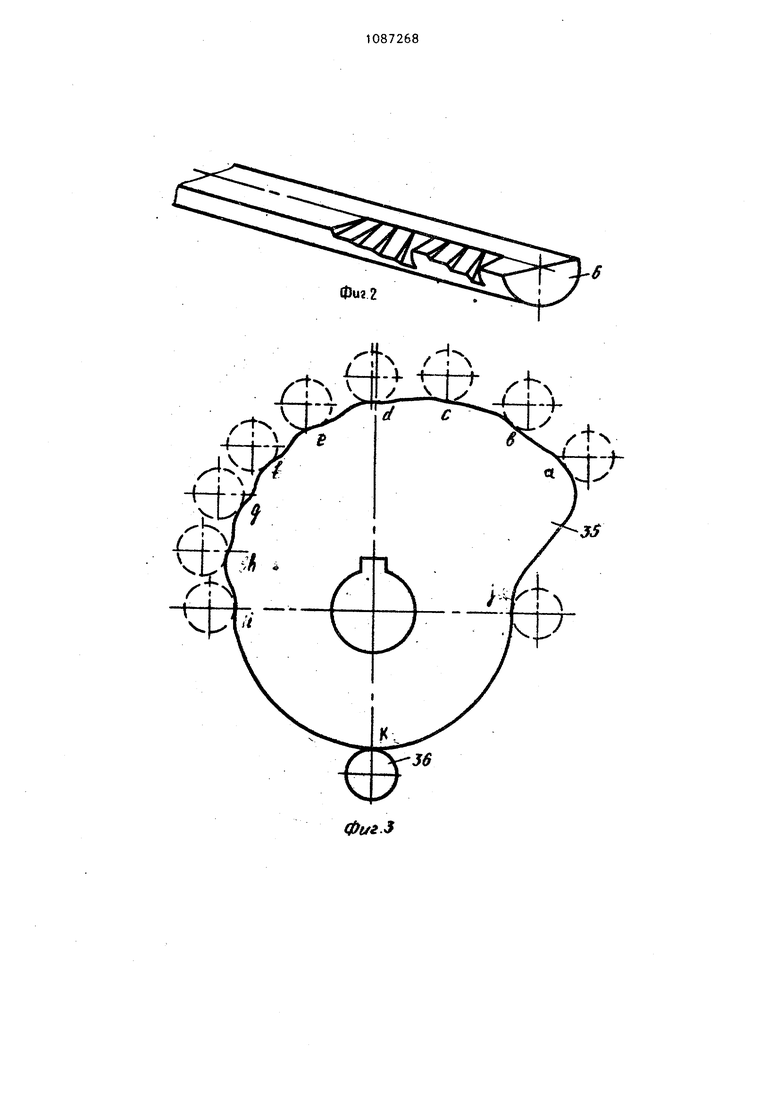
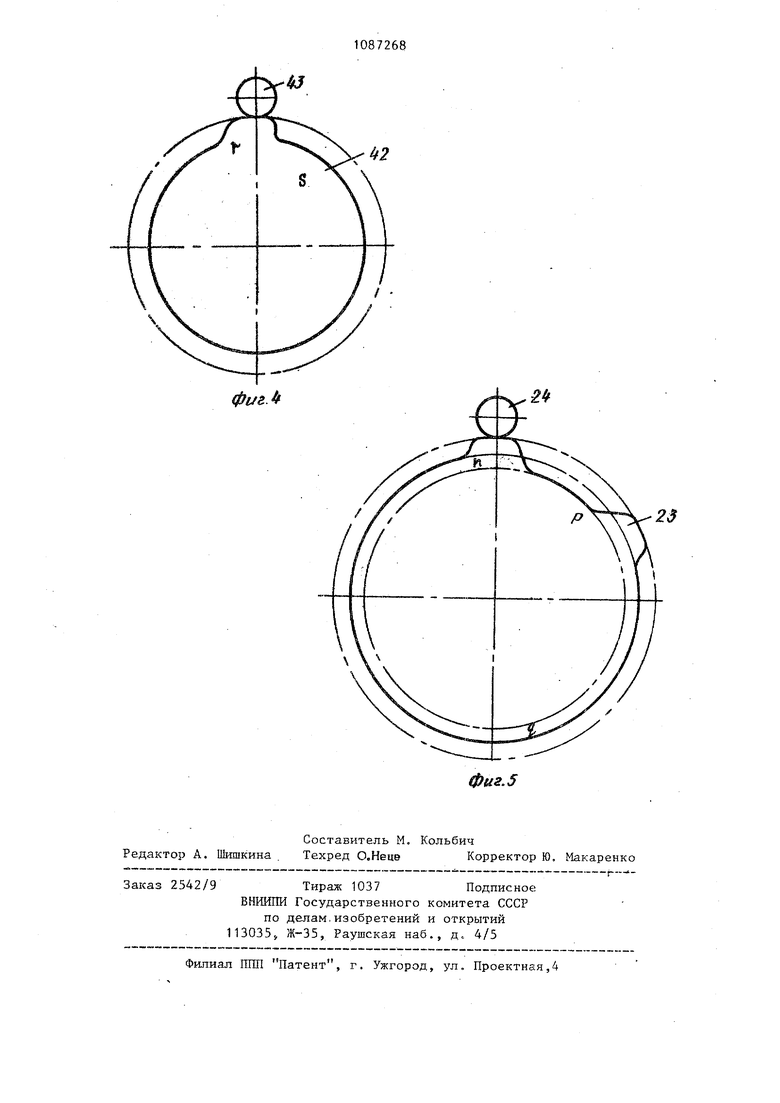
Изобретение относится к обработке металлов резанием,.,конкретно к устройствам для фрезерования пазов и ка навок на изделиях, и может быть использовано для обработки наклонных пазов на полукруглых стержнях ключей в автоматической линии. Известны фрезерные станки для обработки наклонных пазов на полукруглых стержнях ключей, включающие шпиндельную головку с горизонтальным шпинделем, несупщм комплект фрез, зажимное приспособление с поворотным механизмом для комплекта ключей,при вод возвратно-поворотного движения механизма с выходным в.алом, устройство для задания глубины пазов, устройство циклового программного управления (УЦПУ) 1. В известньк станках программа о размещении пазов вьщается из устройства циклового программного упра ления на привод продольной подачи стола.Программа же глубины пазов задается оператором вручную посредством программного барабана и в соответствии с таблицей кодов. Вручну осуществляются также установка и съ ключей с поворотного механизма в каждом цикле обработки. Это снижает производительность станка и обусловливает невозможность использования его в автоматической линии. Цель изобретения - повышение про изводительности станка. С этой целью фрезерный станок, включающий шпиндельную головку с го ризонтальным шпинделем,несущим комплект фрез, зажимное приспособле ние с поворотным механизмом для ком плекта ключей, привод возвратно-поворотного движения механизма с вьсходным валом, устройство для зада ния глубины пазов и УЦПУ, снабжен по крайней мере одним дополнительным горизонтальньм шпинделем с комплектом фрез, по крайней мере одним дополнительным механизмом для комплекта ключей, загрузочным устройством, механизмом подъема шпиндельной головки и механизмом продольной подач шпинделей с комплектом фрез, вьшолненным в виде горизонтально располо женного вала с установленным на нем комплектом кулачков, несущим программу размещения пазов, причем механизмы подъема и продольной подачи шпинделей связаны посредством введенного в станок храпового механизма с выходным валом привода возвратно-поворотного движения,а устройство для задания глубины пазов выполнено в виде жестко закрепленного на выходном валу исполнительного кулачка, предназначенного для вэаимодействия с поворотными механизмами для комплекта ключей, и группы датчиков дискретного угла поворота выходного вала, электрически связанных с У1ЩУ. Кроме того, горизонтально расположенный вал установлен с возможностью осевого перемещения. На, фиг. t представлена схема станKaj на фиг..2 - обработанный стержень ключа, общий ВИД; на фиг.З - исполнительный кулачок, общий вид на фиг.4 - кулачок механизма зажима и освобсждеНР я, общий вид; на фиг.З кулачок механизма подъема, общий вид. Фрезерньй станок содержит шпиндельную головку 1 с горизонтальным шпинделем 2, несущим комплект фрез 3, зажимное приспособление 4 с поворо ным механизмом 5 для комплекта ключей 6; привод 7 возвратно-поворотного движения с выходным валом 8 и электродвигателем 9, УЦПУ 10 и путевые датчики 11-14. Станок снабжен по меньшей мере одним дополнительным горизонтальным шпинделем 15 с комплектом фрез 16 и по меньшей мере одним дополнительным поворотным механизмом 17, а также загрузочным устройством 18, подающим по двум ручьям проволоку 19 и 20 полукруглого профиля в соответствующие поворотные механизмы зажимного приспособления, и механизмом 21 подъема шпиндельной головкн, содержащим жестко закрепленный на валу 22 кулачок 23, взаимодействующий с роликовьм толкателем 24. Станок снабжен также механизмом продольной подачи шпинделей, выполненным в виде горизонтального вала 25 с установленными на нем по числу шпинделей комплектами кулачков 26 и 27,- несущими программу размещения пазов на стержнях обрабатываемых комплект1эв ключей. Благодаря этому механизму обеспечивается возможность увеличения количества шпинделей и поворотных механизмов без снижения секретности ключей, так как число кулачков выбирается из условия заданного количества кодовых комбинаций размещения пазов, исходя из заданно секретности замков. Каждый кулачок имеет свой неповторимый профиль, определяющий продольную установку шпинделя по числу фрезерных пазов, и взаимодействует с соответствующим роликовым толкателем 28 и 29, подпружиненным посредством пружин 30 и 31. I Механизмы подъема и продольной .подачи через коробку 32 подач, вал 33 и храповый механизм 34 связаны с выходным валом. Устройство для задания глубины пазов вьшолнено в виде жестко установленного на выходном валу исполнительного кулачка 35, взаимодействующего с поворотными механизмами посредством роликового толкателя 36, шарнирных тяг 37 и 38 и группы датчиков 39 дискретного угла поворота выходного вала. Количество датчиков соответствует числу задаваемых глубин пазов посредством исполнительного кулачка. Датчики элек трически связаны с ЗТЩУ, которое снабжено программой глубины пазов, выполненной, например, на перфолент Программа содержит кодовые комби нации дискретных значений глубины пазов, которые соответствуют следую щим углам поворота зажимного приспо собления:. 10, 20, 30, 40,50,60, 70, 80 (т.е. размещения из 8 по 8) . На кулачке 35 обозначены характе ные точки его позиционирования в те чение цикла обработки комплектов ключей: восемь рабочих точек на профильном участке (от « до Ь),ко торые соответствуют указанным дискретным значениям углов, и три вспо могательных точки на радиусном учас ке ( 1 , j I V - соответственно нуле вое, конечное и среднее (исходное) положения кулачка). Профиль кулачка 35 содержит такж радиусные участки, примыкающие к каждой рабочей точке, что повышает точность поворота зажимного приспособления на заданный угол, так как благодаря указанным участкам компен сируется некоторая несогласованност установочных положений исполнительного кулачка и датчиков дискретного угла. Устройство содержит также механизм 40 перемещения кулачков, привод 41 вращения шпинделей и механиз 684 зажима и освобождения, включающий установленный на валу 22 кулачок 42, взаимодействующий через роликовый толкатель 43 и подпружиненную посредством пружин 44 и 45 кулису 46 с прижимными рычагами 47 и 48. Кинематическая схема станка в целом представляет собой жестко связанную и согласованную систему валов и механизмов, приводимую в движение от выходного вала 8 ререрсивного привода 7. Установка кулачков 35, 42, 27, 23 и 26 в согласованное положение производится посредством муфт с V-образным мелким зубом (не показаны), установленных на залах 33, 22 и 25. На фиг. 4 и 5 показаны также расбочие зоны кулачка 23 ( h - подъем-; fi - разрезка j с - фрезерование) и кулачка 42 ( i- освобождение, 5 зажим) . Станок работает следующим образом. После завершения предыдущего цикла одновременной обработки двух комплектов ключей срабатывает путевой датчик 11, в результате чего УЦПУ 10 перемещает на один шаг программу, которая устанавливается на первую строку очередного кадра и отключает муфту в приводе 7. Вал 8 останавливается. Станок находится в исходном положении (фиг,1). При этом ролик толкателя 24 находится в зоне п кулачка 23, шпиндельная головка 1 поднята, фрезы 3 и 16 вращаются вхолостую, так как привод 41 включен. Ролики толкателей 28 и 29 находятся на радиусных участках кулачков 26 и 27 (фиг.6), поэтому шпиндели 2 и 15 занимают крайнее продольное положение. Ролик толкателя 36 находится в точке 1 кулачка 35, поэтому поворотные механизмы 5 и 17 занимают горизонтальное положение. Ролик толкателя 43 находится в зоне -. кулачка 42, поэтому прижимные рычаги 47 и 48 разжаты. Загрузочное устройство 18 включено и проволока 20, выталкивая обработанные в предьздущем цикле ; стержни ключей, подается в поворотные механизмы 5 и 17 до упора, связанного с путевым датчиком 12 загрузки. Последний срабатывает, в результате чего У1ЩУ перемещает на один шаг программу, которая устанавливается на следующей строке, и включает привод 7 на обратный ход. Вал 8 с кулачком 35 начинает поворот по стрелке А, Движение передается через храповый механизм 34 на кулачки 23 и 42, происходит зажим проволоки 19 и 20 в ручьях поворотных механизмов 5 и 17 так как ролик толкателя 43 переходит в зону S кулачка 42, и опускание шпиндельной головки 1 в нижнее положение, так как ролик толкателя 24 переходит в зону р кулачка 23. Проволока 19 и 20, разрезается в каж дом из механизмов 5 и 17 на пять стержней. При опускании шпиндельной головки 1 в нижнее положение приходят также .в движение и кулачки 26и 27, Однако неподвижность шпинделей в осевом направлении обеспечивается тем, что толкатели 28 и 29 контактируют при этом с радиусньп-ш участками соответствующих кулачков. В .момент, когда точка j кулачка 35 (фиг.1 и 3) достигнет ролика толкателя 36, срабатывает датчик 13 (избирательно запитанный от программы) , в УЦПУ подается очередной импульс для шагового перемещения программы. Одновременно реверсируется привод 7 с обратного на прямой ход. При этом вал 8 с кулачком 35 на чинают поворот по стрелке Б, поэтому храповой механизм 34 не передает вращения на вал 33. Кулачок 35 совер шает холостой ход до точки в прямом направлении. Толкатель 36 не подвижен, так как его ролик обкатывает радиусный участок кулачка 35. В точке i привод 7 вновь ревер сируется предварительно запитанным от программы датчиком 14, Кулачок 35 совершает обратный.ход от точки i до точки j (по стрелке А).При этом храповой механизм 34 передает поворот валу 35, в результате чего происходит подъем шпиндельной го ловки 1 и ее опускание в положение фрезерования пазов, так как ролик толкателя 24 выходит из зоны р ку лачка 23, проходит зону п и устанавливается в зоне с (фиг. 1 и 3) , а также происходит позиционирование шпинделей 2 и 15 в положения обработки первой канавки, так как ролики толкателей 28 и 29 выйдут из радиусных участков О кулачков 26 и 27и займут первые запрограммированные участки. Б зависимости от пр филя (программы) кулачка, в общем случае, первый запрограммированный участок может соответствовать любому из восьми пазов ключа. Так, например, первый.участок кулачка 26 (где в рассматриваемый момент находится толкатель 28),. соответствует третьему пазу комплекта ключей, находящихся в поворотном механизме 5, первый участок кулачка 27 - первому пазу комплекта ключей, находящихся в поворотном механизме 17. В точке j кулачка 35 посредст- вом датчика 13 происходит перемещение программы в УЦПУ 10 на очередную строку, реверс привода 7 на прямой ход и запитка одного из датчиков 39 (в зависимости от первой цифры первой кодовой комбинации размещения из восьми значений углов по восемь). Вал 8 с кулачком 35 начинают поворот по стрелке Б. Начиная с точки i кулачок 35 сообщает толкателю 36 движение, и поворотные механизмы 5 и 17 медленно поворачиваются на фрезы 3 и 16. Происходит фрезерование первой канавки на стержнях ключей. При повороте кулачка 35 (а, следовательно, и поворотных механизмов 5 и 17) на .заданньй программой угол, задействованный датчик 39 реверсирует привод 7 на обратный ход. При этом механизмы 5 и 17 отводятся от фрез 3 и 16, а шпиндели 2 и 15 позиционируются в положение для фрезерования второй канавки, так как толкатель 28 устансшливается на второй запрограммированный.участок, соответствующий первому пазу, а толкатель 29 - на второй запрограммированньщ участок, соответствующий третьему пазу. В точке j кулачка 35 описанным способом производится перемещение на шаг программы, реверс привода 7 на прямой ход и запитка одного из датчиков 39 дискретного угла в соответствии с программой глубины пазов. Вал 8 с кулачком 35 начинают поворот по Стрелке Б до точки а. Происходит фрезерование второй канавки, пока соответствующий датчик 39 не среверсирует привод 7. В дальнейшем описанным образом фрезеруются остальные шесть канавок. После фрезерования восьмой канавки и реверса привода 7 на обратный ход датчик 11, запитанный от
последней строки кадра, выключает привод 7 в точке кулачка 35. На этом цикл обработки двух комплектов ключей заканчивается. В связи с тем, что в течение цикла кулачок 35 отрабатывает одну комбинацию размещения из восьми по восемь .(т.е проходит все оцифрованные значения, и поэтому суммарный угол поворота является постоянной .величиной),валы 25 и 22 с установленными на них кулачками 26, 27, 23 и 42 совершают в течение цикла один полный оборот. Прк этом станок находится в исходном положении (фиг.1) и готов для очередного цикла обработки новых комплектов ключей в соответствии с вторым кадром программы глубины пазов.
После полного использования программы глубины пазов автоматически включается механизм 40 перемещения кулачков в момент, когда станок находится в исходном положении, в результате чего вал 25 перемещается в осевом направлении, толкатели 28 и 29 устанавливаются на очередные кулачки 26 и 27, а перфолент в УЦПУ 10 перематывается и включается с первого кадра. После того,
как все кулачки 26 и 27 использованы толкатели 28 и 29 снова устанавливаются на первый куЛачок, но перемотанная перфолента включается не с первого, а со второго кадра (и так она используется еще пять раз, затем включается с третьего,четвертого, пятого кадра и т.д.). При этом каждьй раз в сочетании с программой кулачков 26 и 27 образуются неповторимые кодовые комбинации.
Таким образом, одна и та же программа глубины пазов в сочетании с программой кулачков 26 и 27 образует множество неповторимых кодовых комбинаций о размещении и глубине пазов что обеспечивает заданную секретност замков, равную 365000.
Использование изобретения позволит повьюить производительность станка за счет обеспечения возможности параллельной обработки четырех комплектов ключей без снижения их секретности, автоматизации задания глубины пазов и загрузочно-разгрузочных операций. Кроме того, создаются экономия металла, вследствие использования проволоки полукруглого сечения, и возможность использования станка в автоматической линии.
фиаЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок для обработки наклонных пазов на полукруглых стержнях ключей | 1990 |
|
SU1799695A1 |
| Фрезерный станок | 1977 |
|
SU737137A1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Полуавтомат для обработки пазов | 1979 |
|
SU770681A1 |
| Фрезерный станок | 1971 |
|
SU442899A1 |
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многошпиндельный пазовальный автомат по дереву | 1959 |
|
SU131073A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1984 |
|
SU1234161A1 |
1. ФРЕЗЕРНЫЙ СТАНОК для обработки наклонных пазов на полукруглых стержнях ключей, включающий шпиндельную головку с горизонтальным шпинделем, несущим комплект фрез, зажимное приспособление с поворотным механизмом для комплекта ключей,привод возвратно-поворотного движения механизма с выходным валом, устройство для задания глубины пазов, устройство циклового программного управления, отличающийся тем, что, с целью повьшения производительности станка, он снабжен по крайней мере одним дополнительным горизонтальным шпинделем с комплектом фрез, по крайней мере одним дополнительным механизмом для комплекта ключей, загрузочньм устройством, механизмом подъема шпиндельной головки и механизмом продольной подачи шпинделей с комплектом фрез, выполненным в виде горизонтально располо- . женного вала с установленным на нем комплектом кулачков, несущим программу размещения пазов, причем механизмы подъема и продольной подачи шпинделей связаны посредством введенного в станок храпового механизма с выходным валом привода возвратно-поворотного движения, а устройство для задания глубины пазов выполнено в § виде жестко закрепленного на выходном валу исполнительного кулачка, (Л предназначенного для взаимодействия с поворотными механизмами для комплекта ключей, и группы датчиков дискретного угла поворота выходного вала, электрически связанных с устройством циклового npqrpaMMHoro управления. 2.Станок ПОП.1, отличающийся тем, что горизонтально расположенный вал установлен с возможностью осевого перемещения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фрезерный станок | 1977 |
|
SU737137A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
