2,Станок rion.l, отличаю щ и и с я тем, что он снабжен газином с пpиcпocoблeния и-спугни™ ками, ось которого перпендикулярна оси зажимного приспособления„ и манипулятором, размещенным таким образом, чтобы его ось составляла одинаковый угол с осями зажимного приспособления и магазина.
3.Станок по пп,1 и 2, о т л и ч аю1ций ся тем, что установочИзобретение относится к обработке еталлов резанием, и может быть спользовано для обработки пазов канавок на изделиях, например ля обработки пазов на полукруглых стержнях ключей.
Цель изобретения - повышение производительности за счет автоматизации икла обработки,уменьшения пути фрезерования и непрерывности процесса обработки.
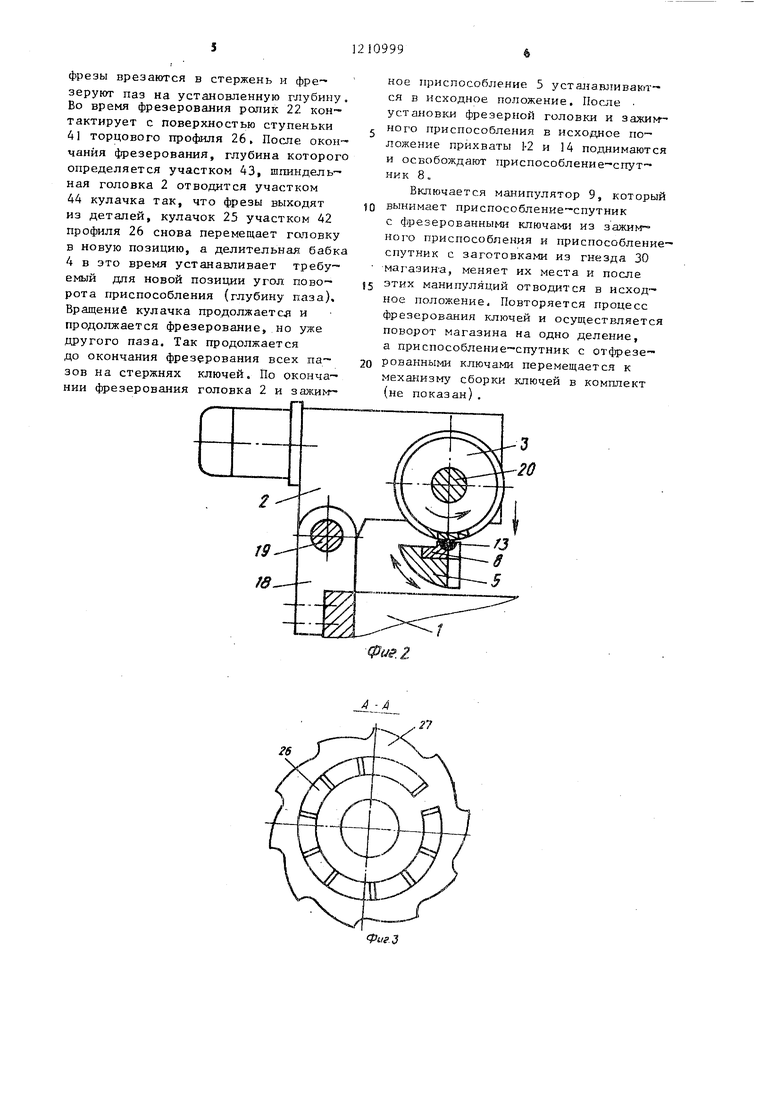
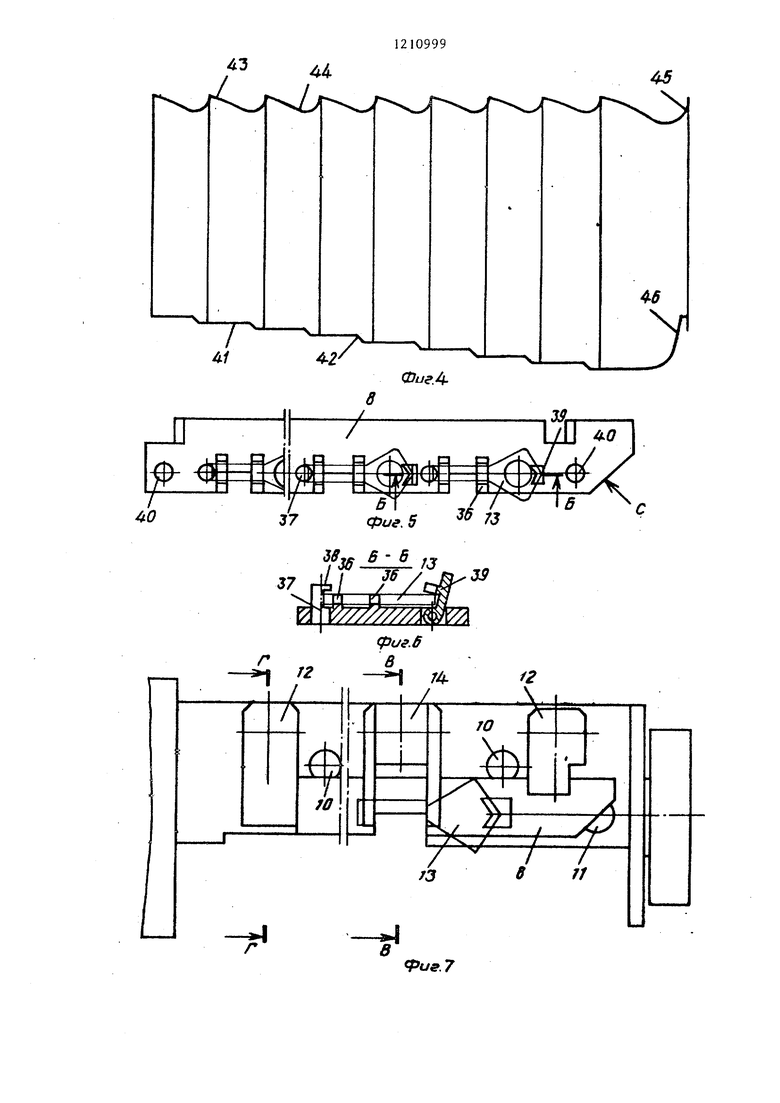
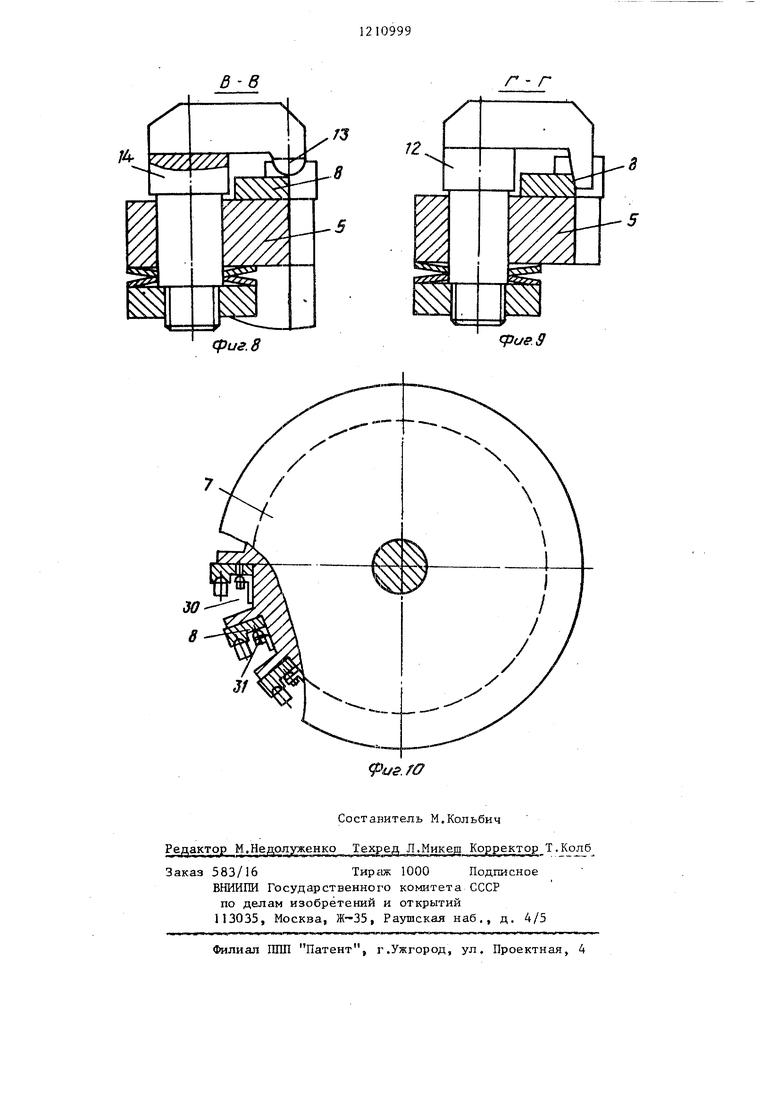
На фиг, представлен щэедоагае мый фрезерный станок, вид в плане; на фиг.2 - схема обработки ключа; на фиг.З - разрез на с|иг,1| на фиг.4 ™ развертка профиля куачка; на фиг,5 - приспособление™ спутник; На фиг.6 - разрез Б-Б на фиг.5; на фиг.7 ™ зажимное приспособление, вид в плане;; на фиг,8 - разрез на фиг.7;; на фиг.9 разрез Г-Г на фиг,, 7; на фиг,10 ™ магазин приспособлений спутников,
На станине 1 станка установлены шпиндельная головка 2, имеющая горизонтальную ось с пятью фрезс1ми 3, делительная бабка 4, на торце шпинделя которой закреплено зажимное приспособление 5 с возвратно- поворотным приводом 6. Под углом 90 к оси зажимного приспособления 5 установлен магазин 7 приспособлений-спутников 8, а под углом к зажимному приспособлению и магазину - манипулятор 9.
Зажимное приспособление 5 имеет два базовых штифта 10 и направляку:ные элементы зажимного приспособ ления выполнены в виде двух базирующих штифтов и одного направляющего, а в каждом приспособлении-- сп тнике выполнены скосы, размещен ные параллельно оси манипулятора, предназначенные для взаимодействия с направляющим штифтом зажимного приспособления, и отверстия для взаимодействия с введенными в магазин защелками и схватами манипулятора.
щий штифт 11 для ориентации спутника в угловом положении. Прижим приспособления-спутника к базовым и направляющему штифтам . произво- дится подпружиненными прихватами 12, а ключей 13 вместе со спутниками 8 - к базовой плоскости приспособления прихватами Ц, число которых равно количеству обраба-
тываемых ключей.
На втором горце шпинделя делительной бабки 4, установлен барабан 15 с упорами 16, воздействующими на конечные выключатели 17.
На боковой плоскости станины 1 закреплены кронштейны 18, в которых размещена ось 19 шпиндельной головки 2. На шпинделе головки 2 установлена оправка 20 с
пятью дисковыми фрезами 3. На боковой плоскости головки закреплен кронштейн 21 с двумя роликами 22 и 23 со взаимно перпендикулярными осями, при этом ось одного из них
: араллельна оси головки.
Головка имеет привод 24 продольного перемещения и поворота головки 2 , На выходном валу привода установлен кулачок. 25, контактирующий своим профилем 26, выполненным на торце, с роликом 22 и профилем
, выполненным на цилиндрической поверхности, с роликом 23.
На другом конце выходного вала привода 24 установлен барабан упоров 28, а на корпусе привода 24 закреплены конечные выключатели 29.
Магазин 7 приспособлений спут- НИКОВ барабаного типа выполнен с гнездами 30 для установки приспособлений-спутников 8. Приспособления-спутники 8 фиксируются в гнездах 30 подпружиненными защелками 31 .
Манипулятор 9 имеет выдвижную пиноль 32, несущую два схвата 33. Каждый схват имеет две пары подпружиненных захватов 34 и толкатель 35.
На одном из торцов приспособления-спутника 8 выполнен скос С таким образом, что при установке приспособлений-спутников в зажимное приспособление 5 он параллелен оси манипулятора 9. Кроме того, на корпусе приспособления-спутника размещены призмы 36, количество которых равно числу обрабатываемых ключей, упоры 37 с зацепами 38 и под пружиненные собачки 39. На корпусе приспособления-спутника выполнены два отверстия 40 для взаимодействия с захватами 34 манипулятора 9 и защелками 31 магазина 7.
Профиль 26 кулачка 25 выполнен в виде равных ступенек 41 (по числу пазов), высота которых соответствуе величине перемещения шпиндельной головки 2, равной ширине паза ключа имеющих наклонные участки 42. Профиль 27 кулачка состоит из ряда одинаковых зубцов (количество равно числу фрезеруемых пазов), имеющих участок 43, соответствующий рабочей подаче головки, участок 44 для отвода головки от детали и участок 45 для отвода головки в исходное положение. Последнему соответствует участок 46 профиля 26, а наклонные участки 42 этого профиля соответствуют участкам 44 таким образом, что вначале осуществляется перемещение шпиндельной головки 2 вдоль оси 19, а затем поворот головки вокруг этой оси.
Станок работает следующим образом.
Оператор устанавливает стержни ключей 13 на призмы 36 приспособ- лений-спутников. Торцы стержней доводит до упоров 37 под зацеп 38, а подпружиненные.собачки 39 прочно
удерживают заготовки ключей в фиксированном положении. Далее опера тор устанавливает приспособления- спутники с заготовками в гнезда 30
109994
магазина 7, а пружинные защелки 31 фиксируют приспособления-спутники в гнездах 30. Далее включается автоматическая работа станка.
5Пиноль 32 манипулятора перемешается в крайнее переднее положение. Толкатель 35 освобождает захваты 34, которые прочно фиксируют приспособление-спутник 8 по отверстиям
10 40, Пиноль 32 отводится назад, при этом приспособление-спутник 8 вытаскивается из гнезда 30, поворачивается на 180 и перемещается снова в крайнее переднеее положение.
)5 Приспособление-спутник 8 подается в зажимное приспособление 5, при этом спутник касается базовых 10 и направляющих 11 штифтов и занимает строго определенное положение.
20 Далее прихваты 12 фиксируют его в таком положении, а затем прихваты 14 прижимают заготовки вместе со спутником 8 к базовой плоскости приспособления 5. Толкатель 35 снова
25 разжимает захваты 34 и освобождает приспособление-спутник 8, зажатый и зафиксированный в зажимном приспособлении 5. Пиноль 32 отводится в исходное положение, После окон-
,Q чания этих движений магазий 7 поворачивается на одно деление, ставя в исходную позицию новое приспособление-спутник 8 с заготовками.
Программное устройство системы 35 управления станком устанавливает угол поворота шпинде я делительной бабки 4. Вместе со шпинделем на требуемый угол поворачивается зажимное приспособление 5 с приспособ- 40 лением-спутником 8. Контроль угла поворота осуществляется конечными переключателями 17, на которые воздействуют упоры 16 барабана 15.
Одновременно с установкой угла поворота ключа включается привод 24. Профиль 26 кулачка 25 своим наклон- . ным участком 46 воздействует на ролик 22 и перемещает шпиндельную головку 2 вдоль оси 19 к первой 50 позиции ключа. После окончания этого :установочного движения, если закончена установка ключа на требуемый угол, продолжается вращение кулачка 25, который участком 45 55 через ролик поворачивает головку 2 вокруг оси 19, подводит ее к ключу и далее участком 43 осуществляет ее рабочую подачу, при этом
фрезы врезаются в стержень и фре-
зеруют паз на установленную глубину. Во время фрезерования ролик 22 контактирует с поверхностью ступеньки 41 торцового профиля 26, После окон-- чанйя фрезерования, глубина которого определяется участком 43, шхшндель- ная головка 2 отводится участком 44 кулачка так, что фрезы выходят из деталей, кулачок 25 участком 42 профиля 26 снова перемещает гсшовку в новую позицию, а делительная бабка 4 в это время устанавливает требуемый для новой позиции угол поворота приспособления (глубину паза). Вращение кулачка продолжается и продолжается фрезерование, но уже другого паза. Так продолжается до окончания фрезерования всех пазов на стержнях ключей. По окончании фрезерования головка 2 и зажим-
2109996
ное приспособление 5 устанавливаются в исходное положение. После . установки фрезерной головки и зажим™ J него приспособления в исходное положение прихваты 1-2 и 14 поднимаются и освобождают приспособление-спутник 8 „
Включается манипулятор 9, который
10 вынимает приспособление-спутник с фрезерованными ключами из зажим ного приспособления и приспособление- спутник с заготовками из гнезда 30 магазина, меняет их места и после
15 этих манипуляций отводится в исходное положение. Повторяется процесс фрезерования ключей и осуществляется поворот магазина на одно деление, а приспособление-спутник с отфрезе-
20 рованными ключами перемещается к механизму сборки ключей в комплект (не показан).
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Фрезерный станок | 1985 |
|
SU1266677A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Устройство автоматической смены инструмента | 1981 |
|
SU1007907A1 |
| Гибкий производственный модуль | 1989 |
|
SU1660938A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ ФАСОК НА ВНУТРЕННЕМ ДИАМЕТРЕ ПОРШНЕВЫХ КОЛЕЦ | 1966 |
|
SU184581A1 |
| Промежуточный носитель инструмента | 1974 |
|
SU537785A1 |

гб
43
-44.
45
7/ /
(50гуг.5 А
jffAljL /J
fu&.7
В в
г г
фиг. 8
ие.9
J/
Составитель М.Кольбич
Редактор М .Недолужешаз.б ДЛ Ликбщ Корректор Т. Колб
Заказ 583/16Тиргж 1000Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г.Ужгород, ул. Проектная, 4
Pi/e. ГО
| Фрезерный станок | 1977 |
|
SU737137A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
