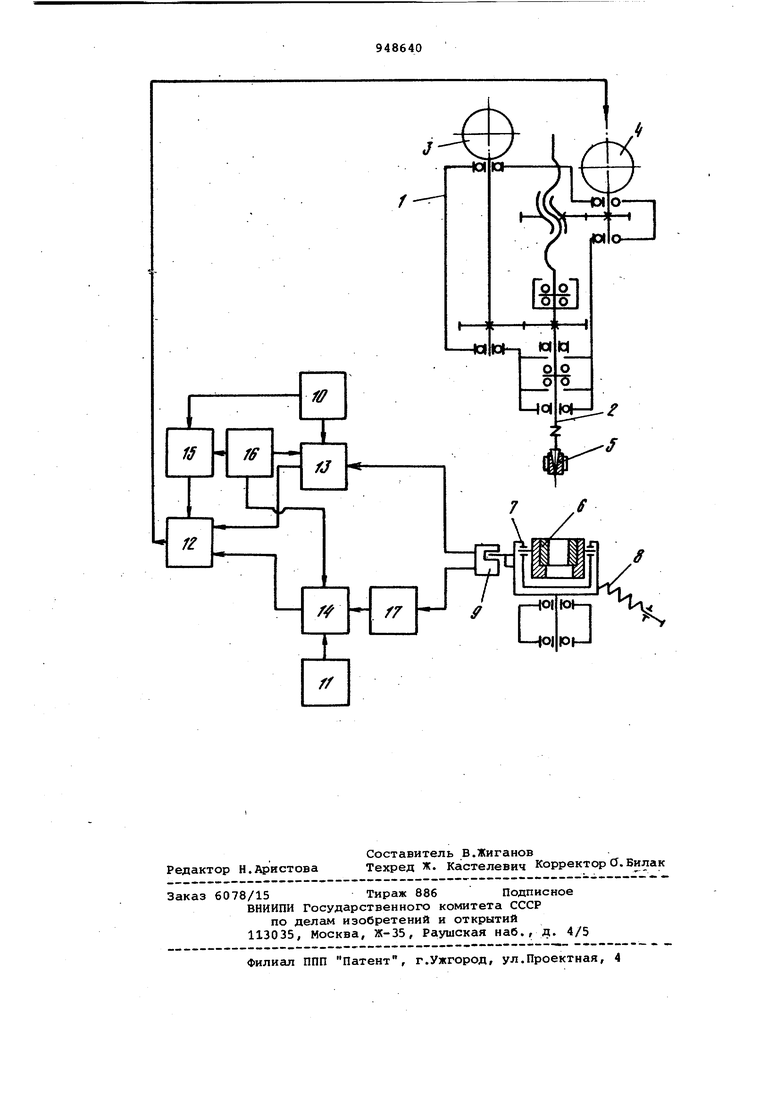
Изобретение относится к машиностроению и может быть использовано в станках для окончательной обработ ки отверстий. Известна шпиндельная головка, снабженная дополнительным датчиком момента, выполненным в виде пружинного ограничителя 1. Один из датчикоч момента отрегулирован на величину момента,соответствующую касанию инструментом летали, меньшую, чем требуемая величина момента резания. Взаимодействующий с датчиком момента конечный выключатель перекл чает в момент касания электродвигатель механизма разжима на рабочую подачу. Другой датчик момента отрегулирован на величину момента, соответс вуюцую перегрузке. Взаимодействующи с ним конечный выключатель отключает электродвигатель механизма разжима при возникновении перегрузки. В связи с тем, что первый датчик момента отрегулирован на величину момента, меньшую, чем требуемая величина момента резания, снижение ск рости электродвигателя по команде первого конечного выключателя снижа ет вероятность заклинивания н поломки инструмента. Таким образом, известная шпиндельная головка в связи с наличием двух датчиков момента исключает поломку инструмента и порчу обрабатываемых деталей. Вместе с тем существенным недостатком известной шпиндельной головки является то, что ее применение не обеспечивает высокую производительность станков из-за предварительного снижения скорости разжима инструмента во избежание его поломки. Целью изобретения является создание такой шпиндельной головки хонинговально-притирочного станка, которая позволила бы повысить производительность станка и упростить конструкцию. Указанная цель достигается тем, что в шпиндельной головке хонинговал ьно-притирочно го станка, включающей шпиндель, электродвигатель привода вращения шпинделя и реверсивный электродвигатель механизма разжима инструмента, управляемый датчиком момента привода вращения шпинделя, схема управления электродвигателем механизма разжима с набжена цепью торможейия, содержащей инвертор и ключ, при этом управление последним осу- , ществлено от конечного выключателя датчика момента через инвертор, а силовая цепь ключа соединяет электро двигатель с источником питания цепи торможения. Сущность изобретения поясняется чертежом. Шпиндельная головка 1 содержит шпиндель 2, электродвигатель 3 привода вращения шпинделя 2 и реверсивный электродвигатель 4 механизма раз жима инструмента 5. Инструмент 5 зак реплен в шпинделе 2. Обрабатываемая деталь б закреплен в приспособлении 7. Приспособление 7 связано с датчиком момента 8, вьтолненным в виде пружинного ограничител и в за МО действующим с конечньлл выклю чателем 9, установленным на колонне (на чертеже не показана) , Электродвигатель 4 соединен с источниками питания 10 и 11 через схему ИЛИ 12 и силовые цепи ключей 13, 14 и 15. Цикловая схема 16 станка связана с цепями управления ключей 13, 14 и 15. Цепь управления ключа 13 связана непосредственно с конечным выключателем 9, а цепь управления ключа 14.через инвертор 17, Шпиндельная головка работает сле дующим образом. Перед обработкой детали б включают электродвигатель 3 привода вращения шпинделя 2 и привод возвратнопоступательного перемещения шпиндель ной головки (на чертеже.-не показан). После входа инструмента 5 в деталь б сигнал цикловой схемы 1б стан ка разрешает отпирание ключей 13 и 14, одновременно сигнал с выхода конечного выключателя 9 отпирает ключ 13 который подключает к источнику пита ния 10 через схему ИЛИ 12 электродви гатель 4. Начинается разжим инструме та 5. При касании инструментом 5 детали б происходит поворот приспособления 7 на угол, опредепяегиый датчиком момента 8, срабатывает конечный выключатель 9, сигнал на его выходе запирает ключ 13, отключая электродв гатель 4 от источника питания 10. Одновременно сигнал на выходе конечного выключателя 9 через инвертор 17 отпирает ключ 14, который подключает к источнику питания 11 цепи торможения через схему ИЛИ. 12 электродвигатель 4. Происходит эффективное .торможение электродвигателя 4, исключающее поломку инструмента. Разжим инструмента прекращается, но съем металла продолжается вследствие упругих деформаций в системе инструмент-деталь. В результате съема металла момент резания уменьшается, приспособление 7 начинает возврат в исходное положение. Прекращается воздействие на конечный выключатель 9. Сигнал на выходе конечного выключателя 9 запирает через инвертор 17 ключ 14 и отпирает ключ 13, который подключает к источнику питания 10 через схему ИЛИ 12 электродвигатель 4. Вновь происходит разжим инструмента 5. Обработка детали б в описанном режиме продолжается до получения команды об окончании обработки от цикловой схемы 16 станка. Сигнал на выкоде 16 запирает ключи 13 и 14 и отпирает ключ 15, который подключает к источнику питания 10 через схему ИЛИ 12 электродвигатель 4. Последний реверсирует. Происходит сжим инструмента 4 и выход его из обработанной детали б, В связи с тем, что в устройство при достижении заданного момента обработки происходит эффективное торможение электродвигателя механизма разжима инструмента, исключается возможность поломки инструмента. Благодаря этому предложенная конструкция не требует пред-варительного снижения скорости разжима и тем самым позволяет повысить производительность обработки на 30%. Формула изобретения Шпиндельная головка хонинг.овальнопритирочного станка, содержащая шпиндель, реверсивный электродвигатель, механизм разжима инструмента, схему управления им и датчик момента привода вращения шпинделя с конечным выключателем, отличающаяс я тем, что, с целью повьшшния производительности станка, схема управления снабжена цепью торможения электродвигателя, включающей последовательно включенные инвертор и ключ с силовым и управляющим входами, выход которого подключен к выходному звену схемы управления, а вход инвертора - к конечному выключателю датчика момента, и источник питания цепи торможения, подключенный к силовому входу ключа. Источники информации, принятые во внимание при экспертизе 1, Журнал Станки и инструмент, №. 7, 1979, с.12-14.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима инструмента хонинговального или доводочного станка | 1982 |
|
SU1002138A2 |
| Шпиндельная головка | 1983 |
|
SU1085785A1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |
| Устройство для управления разжимом притира | 1982 |
|
SU1024243A1 |
| Металлорежущий станок | 1981 |
|
SU984712A1 |
| Шпиндельная бабка | 1987 |
|
SU1604505A1 |
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Устройство для разжима брусков хона | 1972 |
|
SU469581A1 |
| Механический ключ к токарному патрону | 1984 |
|
SU1181782A1 |