(54) ФРЕЗЕРНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| Фрезерный станок для обработки наклонных пазов на полукруглых стержнях ключей | 1990 |
|
SU1799695A1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Устройство для программного управления | 1977 |
|
SU860039A1 |
| Фрезерный станок | 1971 |
|
SU442899A1 |
| Устройство для программного управления | 1977 |
|
SU783777A1 |
| Устройство для обработки поперечных пазов в ключах к замкам | 1986 |
|
SU1450968A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |

1
Изобретение относится к обработке металлов резанием, а именно к устройствам для фрезерования пазов и канавок на изделиях и может быть использовано для обработки наклонных пазов на полукруглых стержнях ключей.
Известны фрезерные станки для обработки наклонных пазов на полукруглых стержнях ключей, содержащие неподвижную шпиндельную головку с фрезами, зажимное приспособление для ключей, привод продольной подачи стола, механизм подачи ключей на глубину паза, привод поперечной подачи ключей и пу.тевые выключатели 1.
Последовательйое выполнение операций подачи ключей (на глубину паза и на фрезы) , а также наличие больших хрлостых ходов в известных станках, снижает их производительность.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что в фрезерном станке для обработки наклонных пазов на полукруглых стержнях ключей, содержашем неподвижную шпиндельную головку с фрезами, зажимное приспособление для ключей, привод продольной подачи стола, механизм подачи ключей на глубину паза, привод поперечной подачи ключей и путевые выключатели, привод поперечной подачи и механизм подачи ключей на глубину паза совмешены в один узел, выполненный в виде возвратно-поворотного привода, на выходном валу которого установлено зажймнбёприспособление и программный барабан, взаимодействующий с установленным на столе считывающим устройством, а привод продольной подачи стола снабжен датчиком перемещений, причем считывающее устройство кинематически связано с приводом продольной подачи и электрически - с возвратно-поворотным приводом. Возвратно-поворотный привод снабжен датчиком угла поворота, стопорным устройством и муфтой замедленного вращения, электрически связанной 0 считывающим устройством. Датчи1Г перё мё пГений вьшолнен в виде установленного на столе вала, кинематически связанного с приводом продольной подачи
20 стола и снабженного датчиком угла поворота.
Это позволяет совместить во времени установку зажимного приспособления на заданную глубину паза и сам процесс фрезероания, так как фрезерование осуществляется дновременно с подачей заготовок ключей а заданный угол поворота (глубину паа). При этом исключаются холостые перемещения зажимного приспособления.
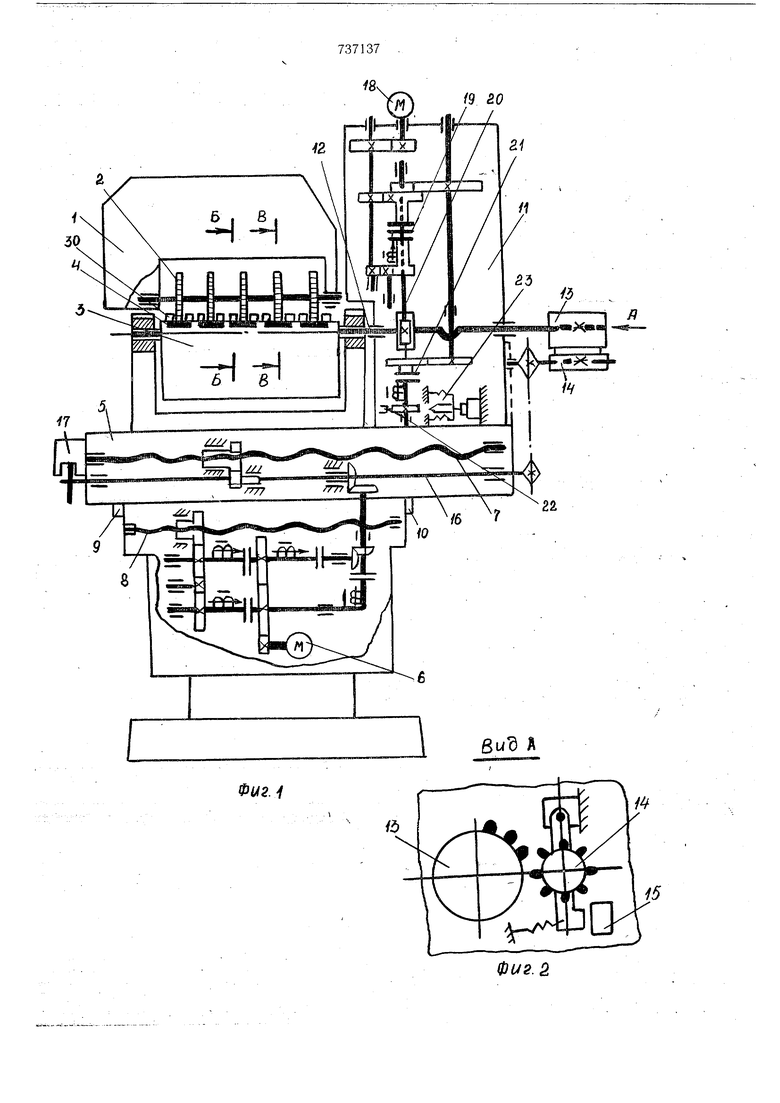
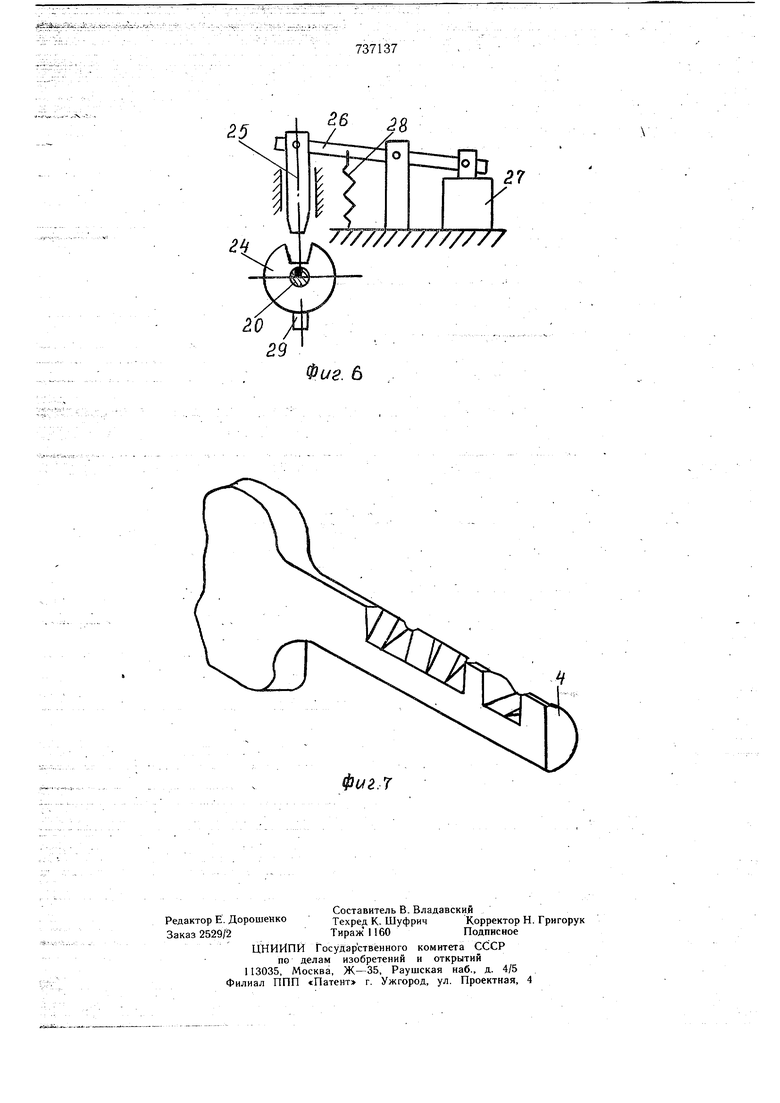
На фиг. 1 схематически изображен ста- j ок, вид спереди; на фиг. 2 - вид А на фиг. I; на фиг. 3 - разрез Б-Б На фиг. 1; а фиг. 4 и 5 - разрез В-В на фиг. 1, положение стер-жня ключа относительно резы, соответственно, перед началом и в онце обработки паза; на фиг. 6 - стопор- ное устройство; на фиг. 7 - обработанный . ключ, общий вид.
V Фрезерный станок содержит неподвижную щпиндельную головку 1 с пятью фрезами 2, зажимное приспособление 3 для клю- j чей 4, стол 5, общий привод 6, привод 7 продольной подачи стола, привод 8 поперечной подачи ключей, путевые выключатели 9 и. 10, возвратно-поворотный привод 11 с выходны.м валом 12, программный барабан 13 для задания глубины пазов, взаимо- 20 действующий сустановленным на столе считывающим устройством 14, выходным элементом которого является датчик 15, датчик перемещений, состояп 1,ий из вала 16 установленного на столе, причем вал 16 кинематически .связан с приводо1у1 7 продольной подачи стола, и датчика 17 угла поворота.
Возвратно-поворотный привод 11 состоит :из электродвигателя 18, двусторонней электромагнитной муфть 19, предназначенной для реверсирования червячного вала 20, f| Kj- H eMaTiH4ecKH связанного с ним выходJoro вала 12, односторонней электромагнитной муфты 21 замедленного вращения, датчика 22 угла поворота и стопорного устройства 23.35
Стопорное устройство 23 включает тормозной диск 24, жестко установленный на валу 20, стопор 25, установленный на плече рычага 26, другое плечо которого взаимодействует с электромагнитом 27, пружину 28. Диск 24 снабжен лепестком 29, взаимо- действующим с датчиком 22.
Зажимное приспособление 3 снабжено десятью прижимны.ми рычагами 30, посредством которых стержни ключей 4 удерживаются в своих гнездах 31 в течение всего вре- 45 мени обработки комплекта ключей.
Для автоматического управления органами станка на нем имеется система циклового программного управления (на чертеже не показана).
Станок работает следующим образом.
В межцикловой паузе, после завершения обработки предыдущего комплекта ключей, станок выключается, а стол 5 и установленное на нем зажимное приспособление 3 отводятся от фрез 2. Оператор устанавливает jj стержни ключей 4 в зажимное приспособление 3, а на программном барабане 13 набирает программу глубины пазов (для каждого паза в отдельности в соответствии с таблицей кодов) для очередного комплекта ключей, после чего включает станок в автоматический режим с управлением от системы циклового программного управления. Посредством приводов 7,и 8 и путевых выключателей 9 и 10 стол 5 устанавливается в исходное для начала фрезерования ключей положение. При этом одновременно включается зажимное приспособление 3 и прижимные рычаги 30 зажимают стержни ключей 4 в гнездах 31 приспособления 3 (фиг. 3).
Затем включается электромагнит 27, который расстопаривает вал 20 привода 11 (фиг. 1), и электродвигатель 18 через двустороннюю электромагнитную муфту (Э плавно поворачивает зажимное приспособление 3 вместе со стержнями ключей 4 на фрезы 2.
Одновременно совершает поворот и барабан 13, а, считывающее устройство 14 находится в положении, обеспечивающем считывание программы о глубине паза с 1-ой дорожки барабана 13. При этом фрезеруется первый паз,во всех пяти стержнях данного комплекта ключей, а в круговой подаче на фрезы одновременно совмещены подача ключей на глубину паза и поперечная подача на фрезы. При повороте зажимного приспособления 3 на угол а (фиг. 5), соответствующий запрограммированной глубине паза, барабан 13 предварительно воздействует на считывающее устройство 14, выходным сигналом которого (датчиком 15) включается муфта 21 замедленного вращения, после чего, от взаимодействия с лепестком 29 (фиг. 6) срабатывает датчик 22, который выключает муфту 21 и электромагнит 27. При этом стопор 25 входит в паз тормозного диска 24 и фиксирует выходной вал 12 в положении заданного угла а поворота (фиг. 5)...; ,
Па следующем этапе по команде от системы циклового программного управления (на чертеже не показана) включается электромагнит 27, а муфта 21 реверсируется. Зажимное приспособление 3 соверщает ускоренный поворот в обратном направлении (от фрез). При повороте в исходное положение для начала фрезерования очередного паза бесконтактный датчик «нулевого Положения (ни чертеже не показан) включает муфту 19 и выдает сигнал в систему управления об окончании этапа.
Па следующем этапе по команде от системы циклового программного управления включается привод 7 продольной подачи стола 5. После перемещения стола 5.на щаг пазов (например, на 2 мм) срабатывает датчик 17 угла поворота вала 16,который отключает привод 7 и выдает сигнал в систему управления об окончании этапа. Благодаря кинематической связи считывающего устройства 14 через вал 16 с приводом 7, устройство 14 поворачивается на один шаг и подготавливается для считывания программы о глубине 2-го паза с очередной, второй, дорожки барабана 13.
Аналогичным образом обрабатываются остальные, например, семь пазов данного комплекта ключей. После окончания обработки последнего паза стол 5, а, следовательно, и зажимное приспособление 3, автоматически отводятся в поперечном и продольном направлении от фрез в конечное для данного цикла и начальное для очередного цикла положение. При отводе стола 5 считывающее устройство 14 также устанавливается в неходкое положение и подготавливается для считывания информации о глубине 1-го паза очередного комплекта ключей.
Оператор снимает обработанные ключи 4, устанавливает новые стержни ключей, набирает новую программу глубины пазов На барабане 13 в очередном цикле обработки комплекта ключей.
Для обеспечения минимальной неплоскостности (выкружки) в дне паза (0,02- 0,03 мм), на длине паза, равного радиусу стержня ключа, ось последнего смещают относительно оси фрезы на величину it, равную половине радиуса стержня, а диаметр фрезы принимают равным не менее 17-20 диаметров стержня ключа (фиг. 4).
Скорость поворота стержней ключей 4 относительно фрез 2 выбирают в соответствии с расчетной величиной подачи фрезерования.
Благодаря совмещению подачи ключей на глубину паза и поперечной подачи на фрезы в одной круговой подаче, использованию привода продольной подачи стола для продольной подачи ключей на шаг пазов, производительность станка увеличивается Б два раза.
Формула изобретения
I. Фрезерный станок дляобработки наклонных пазов на ,полукруглых стержнях ключей, содержащий неподвижную щпиндельную головку с фрезами,-зажимное приотособление для ключей, привод продольной подачи , механизй подачи ключей на глубину паза, привод поперечной подачи ключей и Путевые выключатели, отличающийся.тем, что, с целью повыщения производительности, привод поперечной подачи и механизм подачи ключей на глубину паза совмещены в одйнузел,вътолнен:ный в виде возвратно-поворотного привода, на выходном валу которого установлено зажимное приспособление и программный барабан, взаимодействующий с установленным на столё счйтьшающим устройством, а привод продольной подачи стола снабжен датчиком перемещений, причем считывающее устройство кинематически связано с приводом ПрО: дольной подачи и электрически - с возвратно повор отньгм приввдоя.
3,Станок по п. 1, отличающийся тем, чТо Датчик йёрёЖё1ЦёНий выполнен в виде установленного на столе вала,.кинематически связанного с приводом продольной подачи СТола и снабженного датчиком угла поворота.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3795174, кл. 90-13.05.
6-5
фи2. 2.
Lzb.
