наклонным плоскостям пазов П 6. Оправка 10 выполнена в виде пустотелой цанги, которая хвостовиком закреплена в силовом цилиндре 11 зажима. Снаружи на ее лепестках выполнены цилиндрические выступы 38, а внутри - коническая поверхность 39. Внутри оправки 10 установлен с возможностью возвратно-поступательного перемещения разжимной конус 40, связанный тягой 41 с
поршнем 42 силового цилиндра зажима 11. Последний установлен на кронштейне 43, размещенном на направляющих 44 НП 1 штампа. Силовой цилиндр 12 оправки установлен на крышке 45, закрепленной на силовом цилиндре 11 зажима, а его шток 46 связан с кронштейном 47, закрепленным на НП 1 штампа. 4 з.п,ф-лы, 2 ил.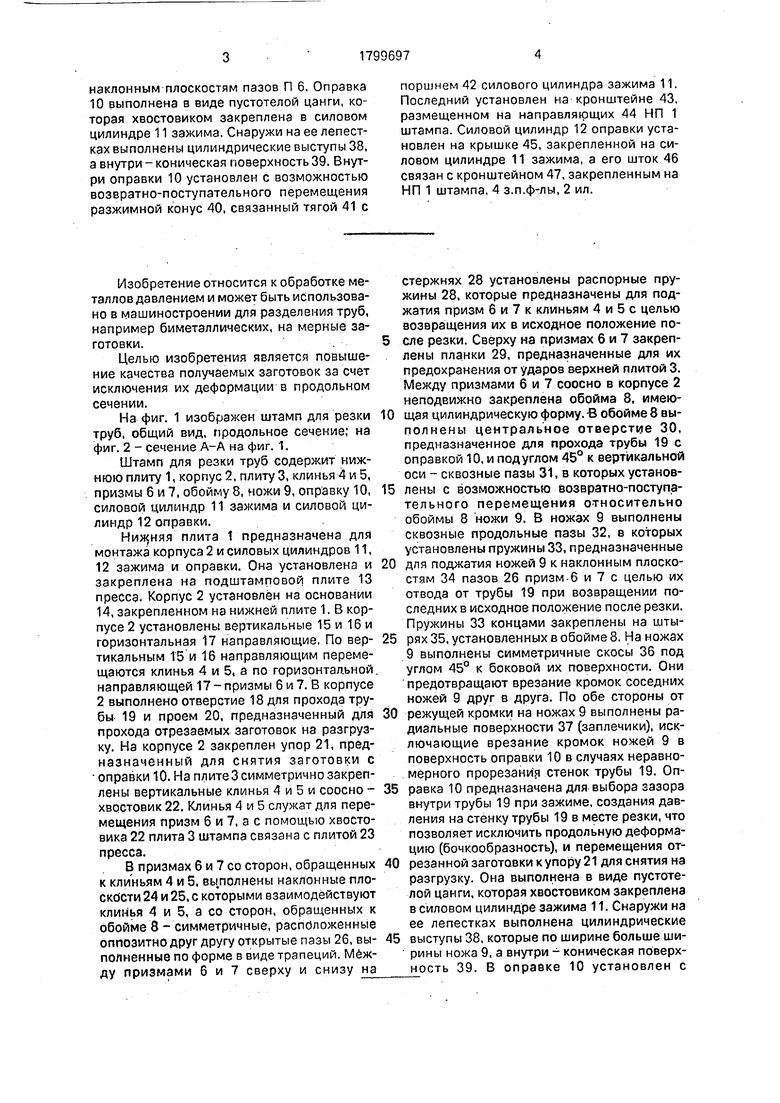
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| Штамп для резки труб | 1984 |
|
SU1227377A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| Штамп для резки труб | 1977 |
|
SU749578A1 |
Использование: в машиностроении для получения мерных трубных заготовок резкой труб. Сущность изобретения: штамп для резки труб содержит нижнюю плиту (НП) 1, корпус 2, верхнюю плиту 3, клинья 5, призмы (П) 6, обойму 8, оправку 10, силовой цилиндр 11 зажима и силовой цилиндр 12 гз оправки. НП 1 установлена и закреплена на подштамповой плите 13 пресса. В корпусе 2 выполнены отверстия 18 для прохода трубы 19 и проем 20 для прохода отрезанной заготовки на разгрузку. На корпусе 2 закреплен упор 21, предназначенный для снятия заго-. товки с оправки 10. Клинья 5 служат для перемещения П 6, для чего на последних выполнены наклонные плоскости. В обойме 8 выполнены центральное отверстие 30, предназначенное для прохода трубы 19 с оправкой 10, и сквозные пазы, в которых установлены с возможностью возвратно-поступательных перемещений ножи 9. В последних выполнены сквозные продольные пазы, в которых установлены пружины, предназначенные для поджатия ножей 9 к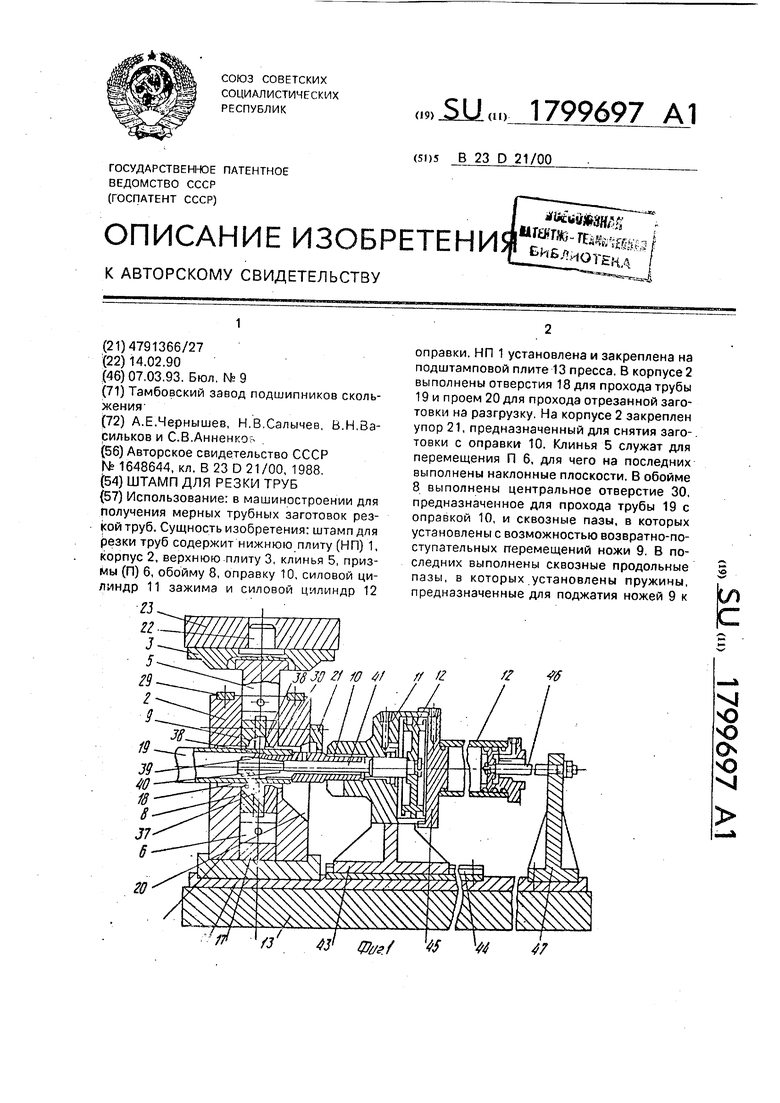
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для разделения труб, например биметаллических, на мерные заготовки..
Целью изобретения является повышение качества получаемых заготовок за счет исключения их деформации в продольном сечении.
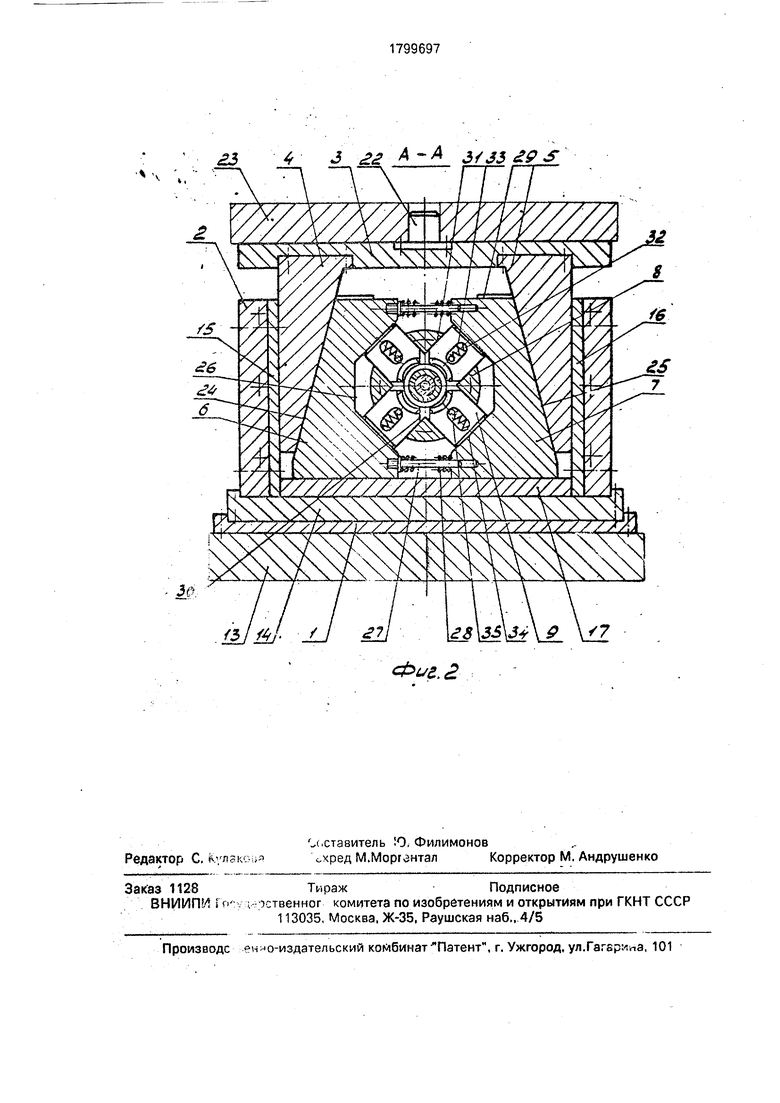
На фиг. 1 изображен штамп для резки труб, общий вид, продольное сечение; на фиг. 2 - сечение А-А на фиг. 1.
Штамп для резки труб содержит нижнюю плиту 1, корпус 2, плиту 3, клинья 4 и 5, призмы 6 и 7, обойму 8, ножи 9, оправку 10, силовой цилиндр 11 зажима и силовой цилиндр 12 оправки.
Нижняя плита t предназначена для монтажа корпуса 2 и силовых цилиндров 11, 12 зажима и оправки. Она установлена и закреплена на подштамповой плите 13 пресса. Корпус 2 установлен на основании 14, закрепленном на нижней плите 1. В корпусе 2 установлены вертикальные 15 и 16 и горизонтальная 17 направляющие, По вертикальным 15 и 16 направляющим перемещаются клинья 4 и 5, а по горизонтальной, направляющей 17 - призмы 6 и 7. В корпусе 2 выполнено отверстие 18 для прохода трубы 19 и проем 20, предназначенный для прохода отрезаемых заготовок на разгрузку. На корпусе 2 закреплен упор 21, предназначенный для снятия заготовки с оправки 10. На плите 3 симметрично закреплены вертикальные клинья 4 и 5 и соосно - хвостовик 22. Клинья 4 и 5 служат для перемещения призм б и 7, а с помощью хвостовика 22 плита 3 штампа связана с плитой 23 пресса.
В призмах 6 и 7 со сторон, обращенных к клиньям 4 и 5, выполнены наклонные пло- ско сти 24 и 25, с которыми взаимодействуют клинья 4 и 5, а со сторон, обращенных к обойме 8 - симметричные, расположенные оппозитно друг другу открытые пазы 26, выполненные по форме в виде трапеций. Между призмами 6 и 7 сверху и снизу на
стержнях 28 установлены распорные пружины 28, которые предназначены для под- жатия призм 6 и 7 к клиньям 4 и 5 с целью возвращения их в исходное положение поеле резки. Сверху на призмах 6 и 7 закреплены планки 29, предназначенные для их предохранения от ударов верхней плитой 3. Между призмами 6 и 7 соосно в корпусе 2 неподвижно закреплена обойма 8, имеющая цилиндрическую форму. В обойме 8 выполнены центральное отверстие 30, предназначенное для прохода трубы 19 с оправкой 10, и под углом 45° к вертикальной оси - сквозные пазы 31, в которых установлены с возможностью возвратно-поступательного перемещения относительно обоймы 8 ножи 9. В ножах 9 выполнены сквозные продольные пазы 32, в которых установлены пружины 33, предназначенные
для поджатая ножей 9 к наклонным плоскостям 34 пазов 26 призм-6 и 7 с целью их отвода от трубы 19 при возвращении последних в исходное положение после резки. Пружины 33 концами закреплены на штырях 35, установленных в обойме 8, На ножах 9 выполнены симметричные скосы 36 под углом 45° к боковой их поверхности. Они предотвращают врезание кромок соседних ножей 9 друг в друга. По обе стороны от
режущей кромки на ножах 9 выполнены радиальные поверхности 37 (заплечики), исключающие врезание кромок ножей 9 в поверхность оправки 10 в случаях неравномерного прорезания стенок трубы 19. Оправка 10 предназначена для выбора зазора внутри трубы 19 при зажиме, создания давления на стенку трубы 19 в месте резки, что позволяет исключить продольную деформацию (бочкообразность), и перемещения отрезанной заготовки купору 21 для снятия на разгрузку. Она выполнена в виде пустотелой цанги, которая хвостовиком закреплена в силовом цилиндре зажима 11. Снаружи на ее лепестках выполнена цилиндрические
выступы 38, которые по ширине больше ширины ножа 9, а внутри - коническая поверхность 39. В оправке 10 установлен с
возможностью возвратно-поступательного перемещения разжимной конус 40, связанный с тягой 41, которая закреплена в поршне 42 силового цилиндра 11. Силовой цилиндр зажима 11 предназначен для зажима трубы 19 в месте резки с помощью цанговой оправки 10. Он установлен на кронштейне 43, который с возможностью возвратно-поступательного перемещения установлен на направляющей 44, размещенной на нижней плите 1 штампа.
Силовой цилиндр 12 оправки предназначен для перемещения оправки 10с отрезанной заготовкой к упору 21 с целью снятия ее на разгрузку. Он установлен на крышке 45, закрепленной на силовом цилиндре зажима 11, а шток 46 его связан с кронштейном 47, закрепленным на нижней плите 1 штампа.
Штамп дли резки труб работает следующим образом.
В исходном положении штамп раскрыт. Плита 23 пресса, верхняя плита 3 штампа и клинья 4 и 5 находятся в верхнем крайнем положении. Оправка 10 находится в левом крайнем положении. Труба 19 надета на оправку 10 до упора в ее хвостовик. Включается силовой цилиндр зажима 11. При этом тяга 41 перемещается вправо и конусом 40 разжимает лепестки цанги оправки 10. Последние своими цилиндрическими выступами 38 упираются в стенки трубы 19, выбирая зазор и создавая натяг изнутри в месте резки. Включается привод пресса. Плита 23 пресса перемещает вниз плиту 3 штампа с клиньями 5 и 6. Последние своими наклонными плоскостями, действуют на наклонные плоскости 24 и 25 призм 6 и 7. перемещают их по направляющей 17 к обойме 8, сжимая распорные пружины 28. При этом ножи 9 наклонными плоскостями 34 пазов призм 6 и 7 будут перемещаться к трубе 19, сжимая пружины 33, врезаться в нее и отрезать заготовку. После резки привод пресса переключается на обратный ход и плита 23 пресса с плитой 3 штампа и клиньями 4 и 5 поднимаются вверх. Под действием распорных пружин 28 и пружин 33 призмы 6 и 7 и ножи 9 возвращаются в исходное положение. Силовой цилиндр зажима 11 переключается на обратный ход и, перемещая тягу 41 с конусом 40 влево, разжимает лепестки цанги оправки 10. Включается силовой цилиндр 12 оправки, который
перемещает силовой цилиндр зажима 11с кронштейном 43 по направляющей 44 с оправкой 10. При этом отрезанная заготовка оправкой 10 перемещается вправо, упирается в упор 21, снимается с оправки и падает
в проем 20 корпуса 2 на разгрузку. После этого силовой цилиндр 12 оправки переключается на обратный ход и возвращает силовой цилиндр зажима 11 в исходное положение. Затем цикл повторяется.
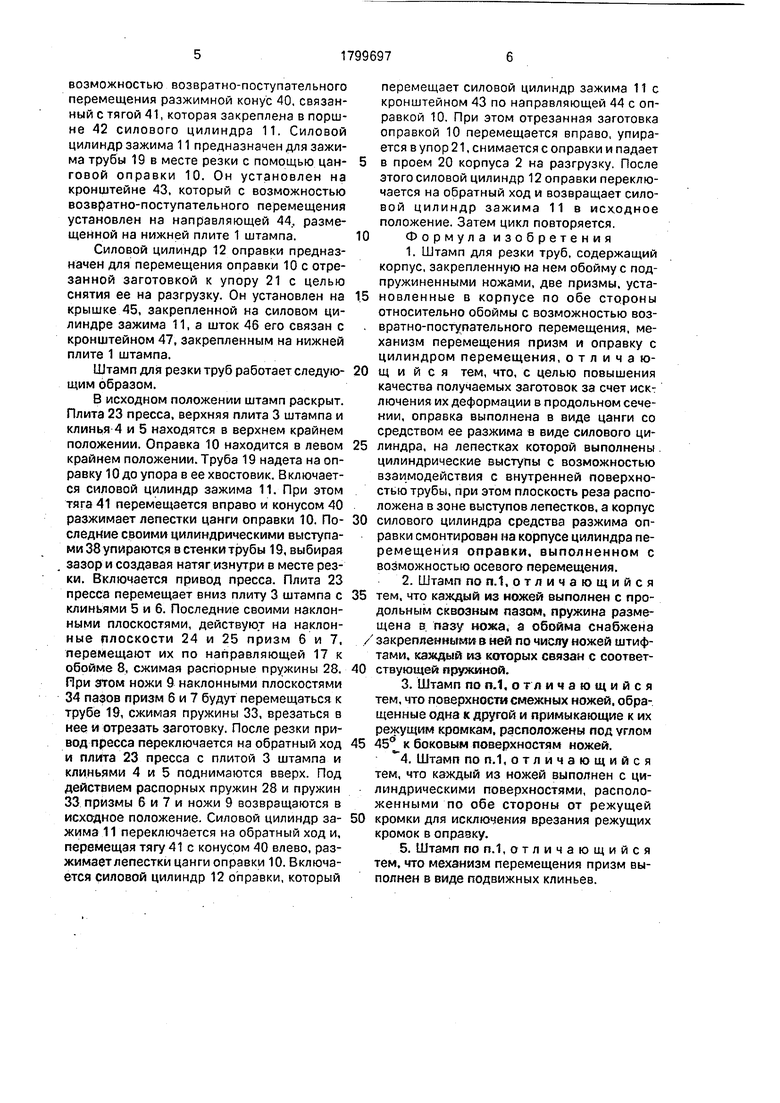
Ф о р м у л а и з о б р е т е н и я
силового цилиндра средства разжима оправки смонтирован на корпусе цилиндра пе- ремещения оправки, выполненном с возможностью осевого перемещения.
, Штамп по п.1,отличающийся тем, что каждый из ножей выполнен с цилиндрическими поверхностями, расположенными по обе стороны от режущей кромки для исключения врезания режущих кромок в опразку.
гз 4 j .&:А-А
| Устройство для резки труб | 1988 |
|
SU1648644A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
