Изобретение относится к области обработки металлов резанием, а именно к штампам для резки сортового проката на заготовки с дифференцированными зажимом проката и отделяемой от него части.
Известны штампы для резки сортового проката на заготовки с дифференцированным зажимом проката и отделяемой от него части, содержаш,ие установленные в корпусе подвижную и неподвижную обоймы, пружниы возврата обеих обойм в исходное положение, воспринимаюш,ие осевые усилия в процессе реза направляюш,ие подвижной и неподвижной обойм, расположенные в стойках корпуса, пружины возврата в исходное положение верхней плиты штампа, связанной с подвижной обоймой посредством тяги с упором на конце. В ПОДВИЖНОЙ обойме смонтированы рабочий инструмент, зажимающий заготовку, и взаимодействующий с ним клиновой механизм; в неподвижной обойме - рабочий инструмент, зажимающий прокат, и взаимодействующий с ним другой клиНовой механизм с пружинами возврата его в исходное положение. Направляющие подвижной обоймы жестко закреплены в стойках корпуса штампа. Такие штампы имеют сложную конструкцию и трудоемкую переналадку.
штампа и сокращение времени на его переналадку.
В предлагаемом штампе Неподвижная обойма установлена с возможностью перемещения в .напрвалении, противоположном направлению подачи проката, направляющие неподвижной обоймы установлены в предусмотренных для этого сквозных пазах стоек с возможностью перемещения в направлении, перлбндикулярном Направлению подачи проката, и снабжены прул ;инпыми фиксаторами, пружины возврата клинового механизма неподвижной обоймы установлены под ней, пружины возврата верхней плиты установлены над подвижной обоймой, а пружины возврата обеих обойм в исходное положение расположены в пазах, предусмотренных в стойках корпуса.
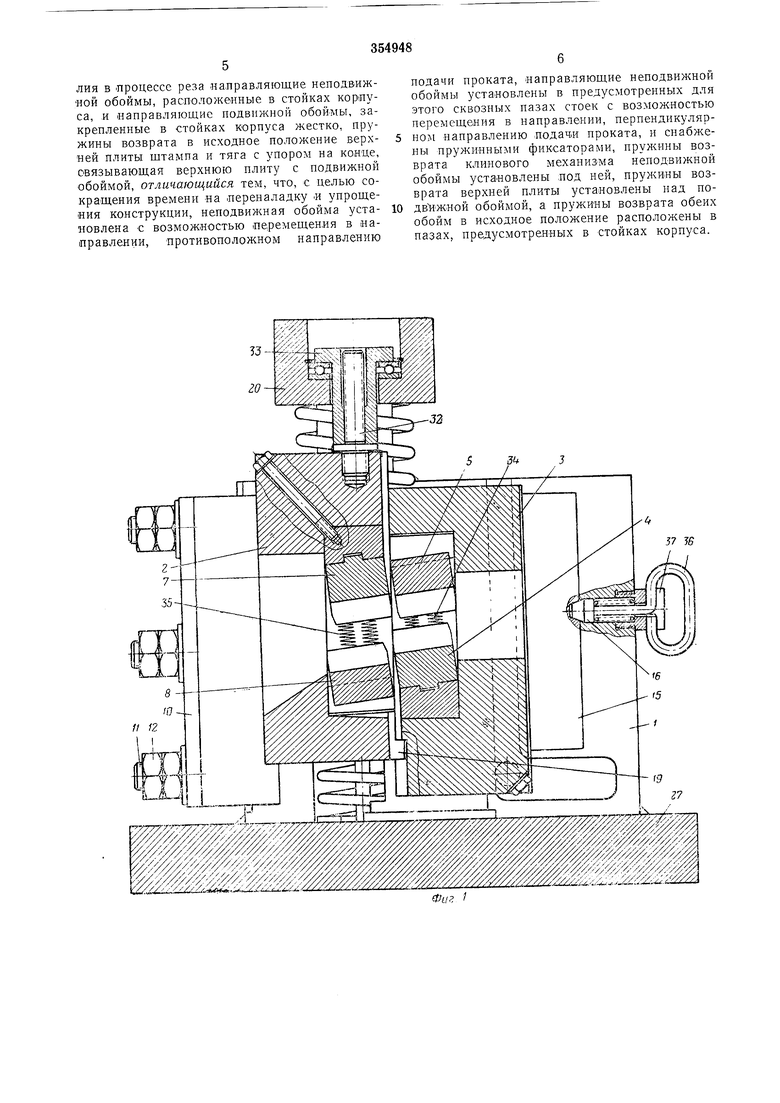
На фиг. 1 изображен онисываемый штамп в
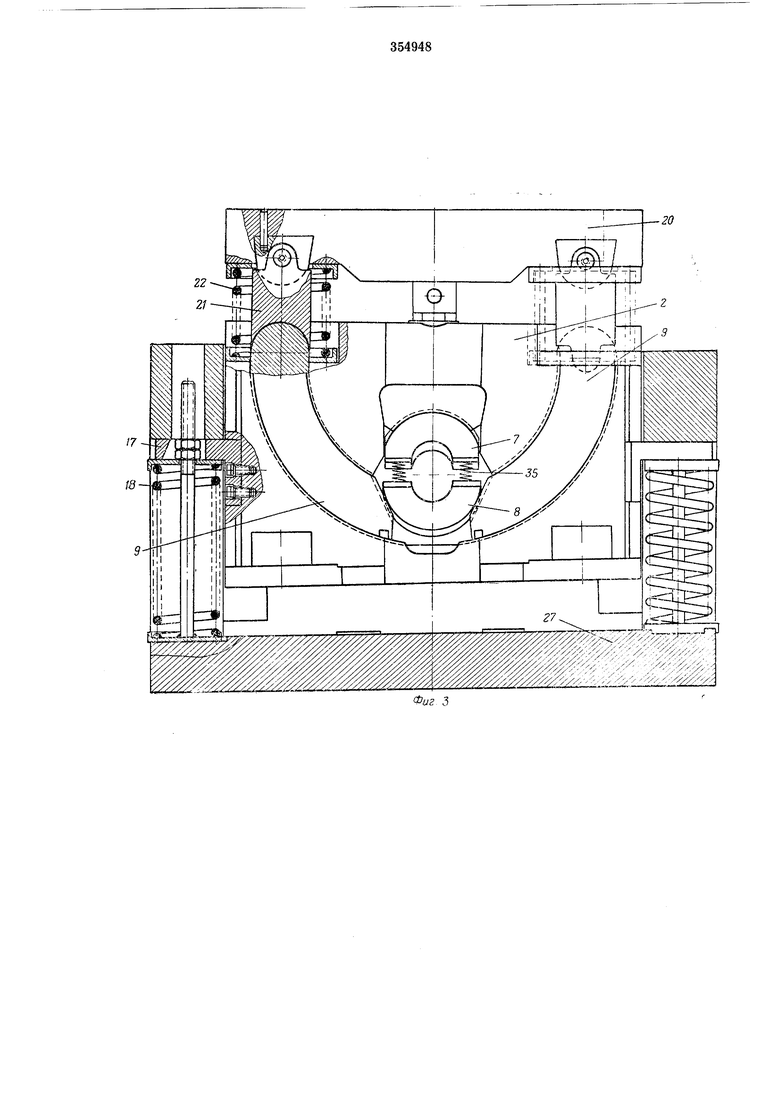
разрезе но оси подачи проката; «а фиг. 2 - то же, вид в .плане без верхней плпты; на фиг. 3-подвижная обойма, вид на нее по разъему между подвижной и неподвижной обоймами; на фиг. 4-.неподвижная обойма,
вид по тому же разъему.
В стойках / корпуса штампа установлены подвиж«ая 2 и неподвижная 3 в процессе реза обоймы. В неподвижной обойме смонтированы рабочий инструмент («ижний нож 4 и верхний б; в подвижной обойме - рабочий инструмент (верхний нож 7 и нижний прижим 8) и клиновой механизм с клиньями 9. Направляющие /( лодвижйой обоймы прикреплены к стойкам с помощью шпилек // с гайками 12 через прокладки 13; направляющие 14 неподвижной обоймы размещены в сквозных пазах 15 стоек и снабжены пружинными фиксаторами 16. Подвижная обойма через прикрепленные к «ей кронщтейны 17 опирается на пружины 18, размещенные в пазах стоек. Неподвижная обойма расположена на выступе 19 подвижной обоймы. Верхняя плита 20 связана с клиньями 9 подвижной обоймы посредством серег 21 н снабжена пружинами 22 возврата ее .в исходное ноложение. Клинья 6 неподвижной обоймы через навинченные на них пяты 23 с прокладками 24, ползушки25 и прокладки 25 онираются на нижнюю плиту 27 штамна. В гнезда пят установлены пружины 28 и толкатели 29, являющиеся дополнительными опорами неподвижной обоймы. В нижней части неподвижной обоймы со стороны стоек в нее запрессованы нальпы 30, входяп ие в соответствующие пазы 31 стоек. Подвижная обойма связана с верхней плитой посредством тяги 32 с упором-ограничителем 33. Работает штамп следующим образо.м. Прокат подается в щтамн до упора (.не показап) при верхнем положении ползуна пресса. При движении ползуна пресса вниз после того, как он коснулся верхней плиты 20, начинают сжиматься пружины 18, на которые действует «е только усилие пружины 22, но и вес обеих обойм с деталями. Подвижная обойма 2 перемещается вниз с разведенными пожом 7 и прижимом S, а неподвижная обойма 3 под действием собственнОГО веса сжимает пружины 34 и 28, сводя клинья 6 к центру и перемещая верх-НИИ прижим 5 к нижнему ножу 4. При этом происходит предварительный зажим проката с усилием, соответствующим разности веса обоймы и суммарного усилия пружин 34 и 28. После остановки неподвижной обоймы 3 подвижная обойма 2 продолжает опускаться до соприкосновения в ерхнего ножа 7 с зажатым в неподвижной обойме прокатом, затем при стоящей неподвижно обойме 2 начинают перемещаться в пазах в результате сжатня пружип 22 клинья 9, выбирая зазор между прижимом 8 и отрезаемой частью проката. После выбора этого зазора подвижная обойма вновь начинает двигаться вниз вместе с ножом 7, прижимом 8 и зажатой между ними частью проката, производя отрезку заготовки. В этот момент резко падает до нуля усилие на ползуне, а значит, и усилие зажима, так как пружины 22, пересиливая сопротивление пружин 18, перемещают обойму 2 относительно верхней плиты 20 на величину запаса хода обоймы 2. Пружины 18 остаются сжатыми, а подвижная обойма 2 остается на месте до тех бурта улора-ограничителя 33. При этом клинья У перемещаются относительно обоймы 2 в стороны н вверх, а пружины 35 отводят нижний прижим 8 от верхнего ножа 7, освобождая заготовку, которая остается лежать яа прижиме 8. При дальнейшем ходе ползуна вверх пружины J8 ноднимают нодвижную обойму 2 а затем и неподвижную обойму 3 в исходное пол1)жение. При этом пружины 34 н 28 леремещают клипья 6 относительно обоймы 3 в стороны и вниз и отводят верхний прижим 5 от нижнето ножа 4, освобождая прокат от заж.има и создавая необходнмый для подачн проката неочередной раз радиальный зазор. Смена ножей и прижимов в штампе производится следующим образом. Фиксаторы 16 с помощью рукояток 36 отводят пазад и фиксируют в ЭТОЛ1 положении путем поворота рукояток относительно осп паза в пробках 37 на 9U. Нанравляющне 14 перемещают в пазах 15 в направлении, перпендикулярном .направлению подачи проката, до полного освобождения неподвижной обоймы 3. Затем неподвижную обойму отводят в направлении, противоположном направлению подачи проката, и опрокидывают в горизонтальное положение. Пальцы 30 удерживают обойму 3 на нижней плите 27 щтампа. Для крупных штампов при наличии подъемных средств целесообразно пальцы 30 убрать и снимать обойму 3 с пресса на апециально оборудованный верстак. В таком положении неподвижной обоймы клинья 6 выводят из своих пазов на необходимую величину, а нож 4 и прижим 5 вместе с пружинами 34 свободно вынимают и заменяют другими, Замену ножа 7 и прижима 8 в подвижной обойме 2 производят в ее вертикальном положении без снятия со стола пресса. Если без дополнительного разведения клиньев 9 нож 7 и прижим 8 извлечь трудно, то с помощью специальной рукоятки (не показана) ограничитель 33 отвинчивается, плита 20 поднимается вверх и выводит клинья 9 из соприкосновения с .прижимом 8, после чего извлечение кожа и прижима и установка на их место нового комплекта не .представляет трудности. Сборка щтампа производится в обратной последовательности. Предмет изобретения Штамп для резки сортового проката на за.готовки с дифференцированным зажимом проката и отделяемой от него части, содержащий установленные в корпусе неподвижную в процессе реза обойму, несущую рабочий инструмент, зажимающий прокат, и взаимодействующ.нй с ним клиновой механизм с пружинами возврата его в исходное нололсение, и подв.ижную обойму, несущую рабочий инструмент, зажимающий заготовку, и взаимодействующий с ннм другой клиновой механизм, пружины возврата обеих обойм в исходЛИЯ в процессе реза направляющие неподв жной обоймы, расположенные в стойках корпуса, ,и направляющие подвижной обоймы, закрепленные в стойках корпуса жестко, пружины возврата в исходное положение верхней плиты штампа и тяга с упором на конце, связывающая верхнюю плиту с подвижной обоймой, отличающийся тем, что, с целью сокращения времени на переналадку « упрощения конструкции, неподвижная обойма установлена с возможностью перемещения в направлении, противоположном направлению
подачи проката, направляющие неподвижной обоймы установлены в предусмотренных для этого сквозных пазах стоек с возможностью перемещения в направлении, перпендикулярном направлению подач.и проката, и снабжены пружинными фиксаторами, пружины возврата клинового механизма неподвижной обоймы установлены под ней, пружины возврата верхней плиты установлены над подвИЖной обоймой, а пружины возврата обеих обойм в исходное положение расположены в пазах, предусмотренных в стойках корпуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Штамп для резки сортового проката | 1983 |
|
SU1076213A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1992 |
|
RU2053057C1 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |