сл
00
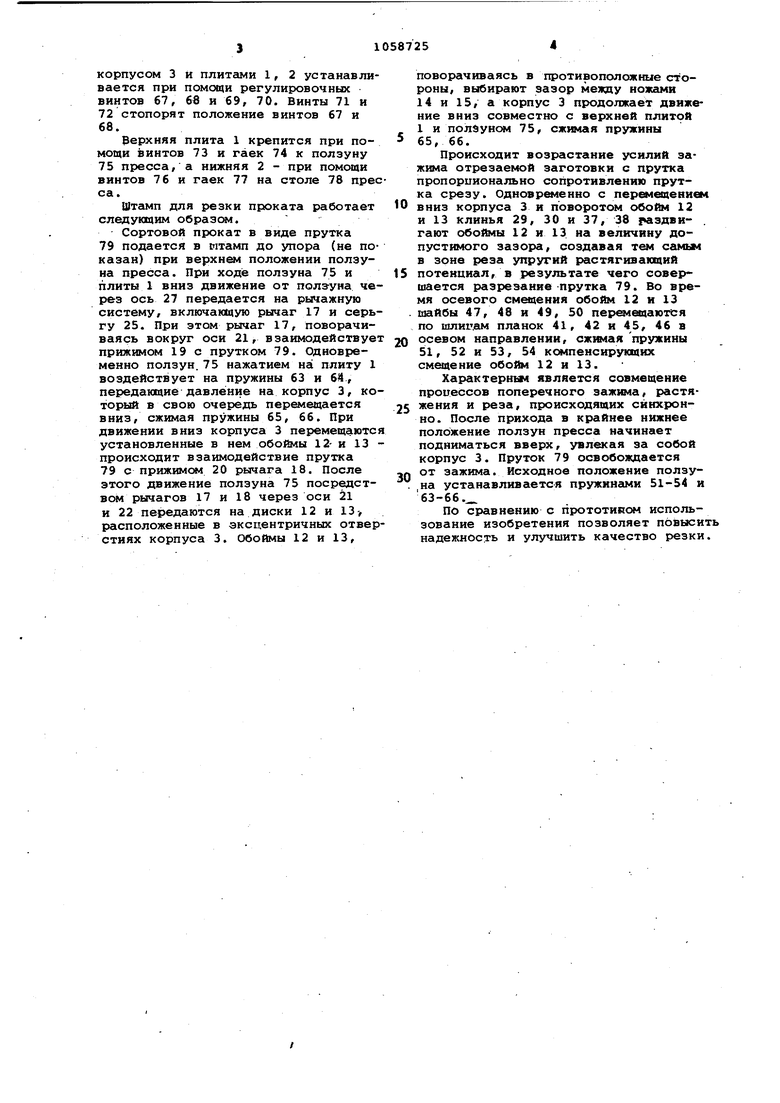
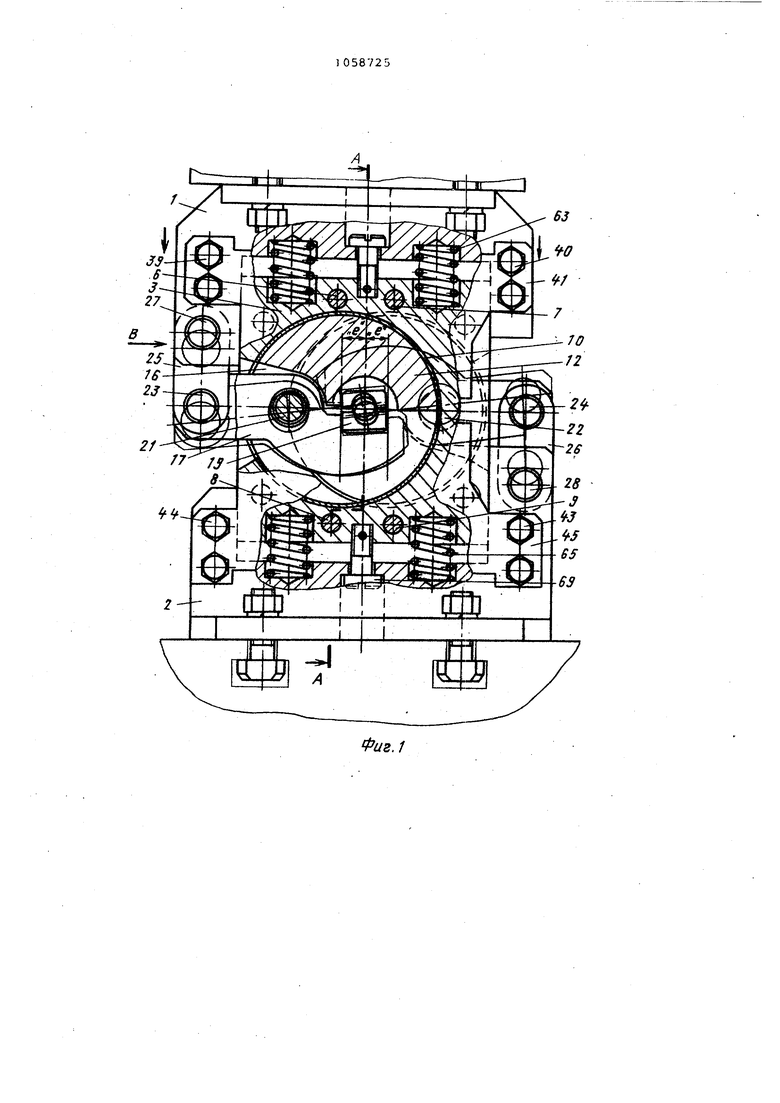
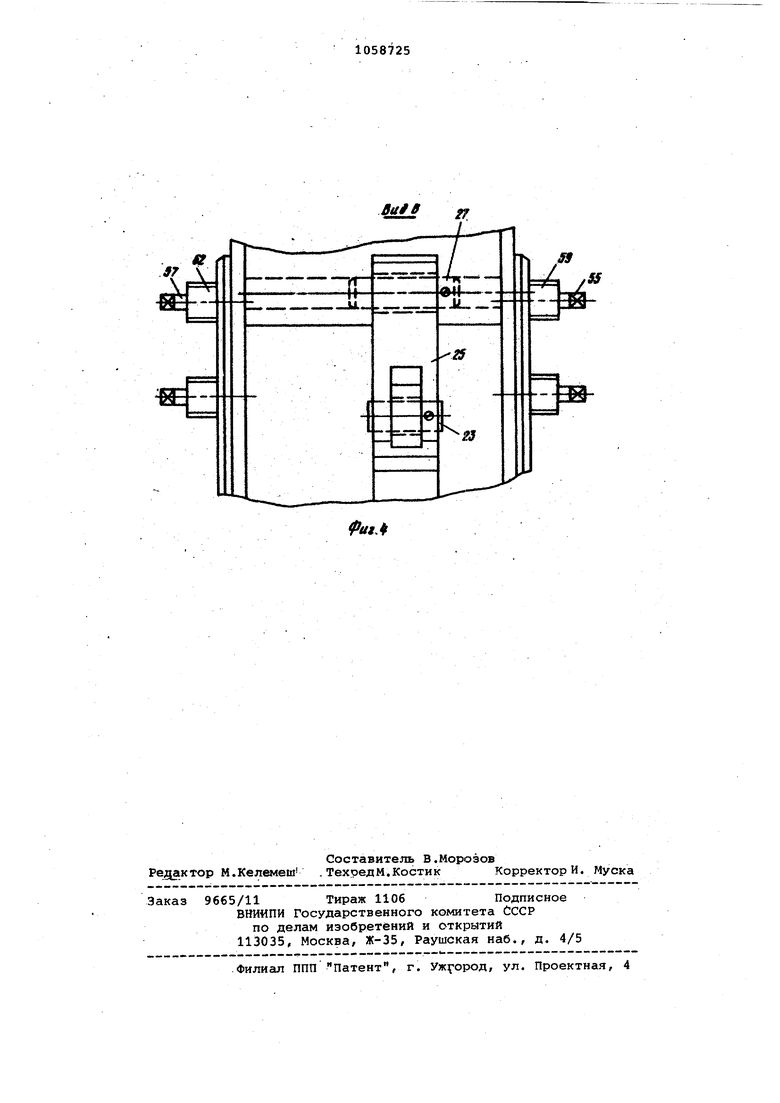
ел Изобретение относится к обработ металлов давлением и может быть использовано в машиностроении для резки проката. Известен штамп для резки прокат содержащий обойму с расположенньм в нем рабочим инструментом, состоя щим из ножей и прижимов, и привод перемег-иения ножей и прижшиов .l . Недостатком известного штампа является его низкая надежность. Наиболее близким к изобретению является штгилп для резки tipoKaTa, содержащий верхнюю и нижнюю плиты с закрепленньми на них направляющи ми, корпус,, две обоймы с закреплен ными в ниж ножами, прижимы, размещ ные в обоймах и кинематически связанные соответственно в верхней и нижней плитами, пружины, смонтированные соответственно на нижней и верхней плитах Qfj . Недостатком данного штампа явля ется также его низкая нгщежность, что объясняется наличием большого количества клиновых механизмов. Кроме того, при резке проката не исключено схватывание поверхностей и задира режущих граней ножей , что снижает качество отрезаемых заготовок. Цель изобретения - повышение на дежности и качества резки. Поставленная цель достигается тем, что штамп для резки проката, содержащий верхнюю и нижнюю плиты закрепленньми на них направляющими корпус, две обоймы с закрепленными в них ножами, прижимы, размещенные в обоймах и кинематически связанны соответственно с верхней и нижней плитами, и пружины, смонтированные соответственно на верхней и нижней плитах, снабжен механизмом осевого перемещения обойи, выполненный в виде по крайней мере двух пар клин закрепленных на обоймах с возможностью взаимодействия между собой, и подпружиненных в осевом направле ний шайб, установленных в направля ющих с возможностью взаимодействия с обоймами, а корпус установлен с возможностью взаимодействия с пружинами верхней и нижней пяит и выполнен в виде двух полукорпусов, жестко связанных между собой и име щих отверстия, центры которых смещ ны относительно вертикальной оси штампа, при этом обоймы вмещены в указанных отверстиях с возможнос поворота и осевого перемещения, а кинематическая связь прижимов с плитами вьшолнена в виде рычагов, шарнирно установленных на обоймах с возможностью взаимодействия с ве ней и нижней плитами. На фиг.1 изображен предлагаемый штамп, общий вид на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг,. 2 на фиг.4 - вид В на f Лиг.1.« Штамп содержит верхнюю 1 и нижнюю 2 плиты, в которых установлен корпус 3, состоящий из двух полукорпусов 4 и 5, жестко связанных между собой шпильками 6, 7 и 8, 9. В каждой из полукорпусов 4 и 5 выполненно отверстие, смещенное относительно вертикальной оси штгилпа на эксцентриситет в в прот1шоположные стороны, В отверстиях полукорпусов 4 и 5 в качестве подшигсНИКОВ запрессованы бронзовые втулки 10 и 11, в которых установлены обоймы 12 и 13. В обоймах 12 и 13 закреплены верхний 14 и нижний 15 ножи соответственно, а геометрические оси симметрии отверстий ножей 14 и 15 смещены относительно оси симметрии дисков 12 и 13 на эксцентриситет вив исходном положении штампа совпадают с геометрической осью корпуса 3. в обоймах 12 и 13 выполнены фигурные пазы 16 для размацения в них зажимных рычагов l7 и 18 с закрепленными в них прижимами 19 и 20. Зажимные оычаги 17 и 18 установлены в пазах 16 на осях-21 и 22,.закрепленных в дисках 12 и 13. Свободные концы зажимных рычагов 17 и 18 шарнирно связаны посредством осей 23 и 24 с серьгс1ми 25 и 26, установленными на осях 27 и 28, смонтированных в верхней 1 -к нижней 2 плитах соответственно. Между обойма|4и 12 и 13 установлены взаимодействующие между собой клинья 29 и 30, причем клин 29 фиксируется к лбойме 12 шпонкой 31 и закрепляется винтами 32 и 33, а клин 30 - соответственно к диску 13 шпонкой 34 и винтами и 36. С другой стороны, относитега но вертикальной оси штампа аналогично установлены взаимодействующие между собой клинья 37 и 38. Для предотвращения смещения полукорпусов 4 и 5 на верхней плите 1 при помощи болтов 39 и 40 закреплены направляквдие планки 41 и 42, а на нижней плИте 2 при помощи болтов 43 и 44 закреплены направляющие планки 45 и 46 соответственно. В планках 41, 42 и 45, 46 по внутреннему контуру выполнены 1чли1ев1ые зубья, образующие зацепление с ответньми зубьями наружного контура подвижных шайб 47, 48 и 49 50 соответственно. К ое5оймам 12 и 13 майбы 47, 48 и 49, 50 поджимаются / пружинами 51, 52 и 53, 54 возврата обойм 12 и 13 в исходное положение и регулируются по усилию винтами 55, 56 и 57, 58, расположенньм в корпусах 59, 60 и 61, 62. Между корпусом 3, верхней 1 и нижней 2 плитами размегдены пружины 63, 64 и 65, 66 возврата деталей штампа в исходное положение. Зазор между
корпусом 3 и плитами 1, 2 устанавливается при помощи регулировочных винтов 67, 68 и 69, 70. Винты 71 и 72 стопорят положение винтов 67 и 68.
Эерхняя плита 1 крепится при помощи винтов 73 и гаек 74 к ползуну 75 пресса, а нижняя 2 - при помощи винтов 76 и гаек 77 на столе 78 пресса.
Штёшп для резки проката работает следующим обраэсал.
Сортовой прокат в виде прутка 79 подается в штамп до упора (не показан) при верхнем положении ползуна пресса. При ходе ползуна 75 и плиты 1 вниз движение от через ось 27 передается на рьмажную систему, включающую рычаг 17 и серьгу 25. При этом рычаг 17, поворачиваясь вокруг оси 21, взаимодействует прижимом 19 с прутком 79. Одновременно ползун. 75 нажатием на плиту 1 воздействует на пружины 63 и 64, передамщие давление на корпус 3, который в свою очередь перемещается вниз, сжимая пружины 65, 66. При движении вниз корпуса 3 перемещаются установленные в нем обоймы 12- и 13 происходит взаимодействие прутка 79 с прижимом 20 рычага 18. После этого движение ползуна 75 посредством рычагов 17 и 18 через оси 21 и 22 передаются на диски 12 и 13-, расположенные в эксцентричных отверстиях корпуса 3. Обоймы 12 и 13,
поворачиваясь в противоположные стороны, выбирают зазор между ножами 14 и 15, а корпус 3 продолжает движение вниз совместно с верхней плитой 1 и ползуном 75, сжимая пружины 65, 66.
Происходит возрастание усилий зажима отрезаемой заготовки с прутка пропорционально сопротивлению прутка срезу. Одновременно с перемещением вниз корпуса 3 и поворотом обойм 12 и 13 клинья 29, 30 и 37, 38 раздвигают обоймы 12 и 13 на величину доП5ГСТИМОГО зазора, создавая тем сгмал в зоне реза упругий растягивающий S потенциал, в результате чего совер шается разрезание прутка 79. Во время осевого смацения обойм 12 и 13 . шайбы 47, 48 и 49, 50 перемещаются .по шлиг.ам планок 41, 42 и 45, 46 в осевом направлении, сжимая пружины 51, 52 и 53, 54 компенсирующих смещение обойм 12 и 13.
ХарактерН1М является совмещение процессов поперечного зажима, растя5 жения и реза, происходящих синхронно. После прихода в крайнее нижнее положение ползун пресса начинает подниматься вверх, увлекая за собой корпус 3. Пруток 79 освобождается от зажима. Исходное положение ползу0на устанавливается пружинами 51-54 и 63-66.
По сравнению с прототипом использование изобретения позволяет повысить надежность и улучшить качество резки.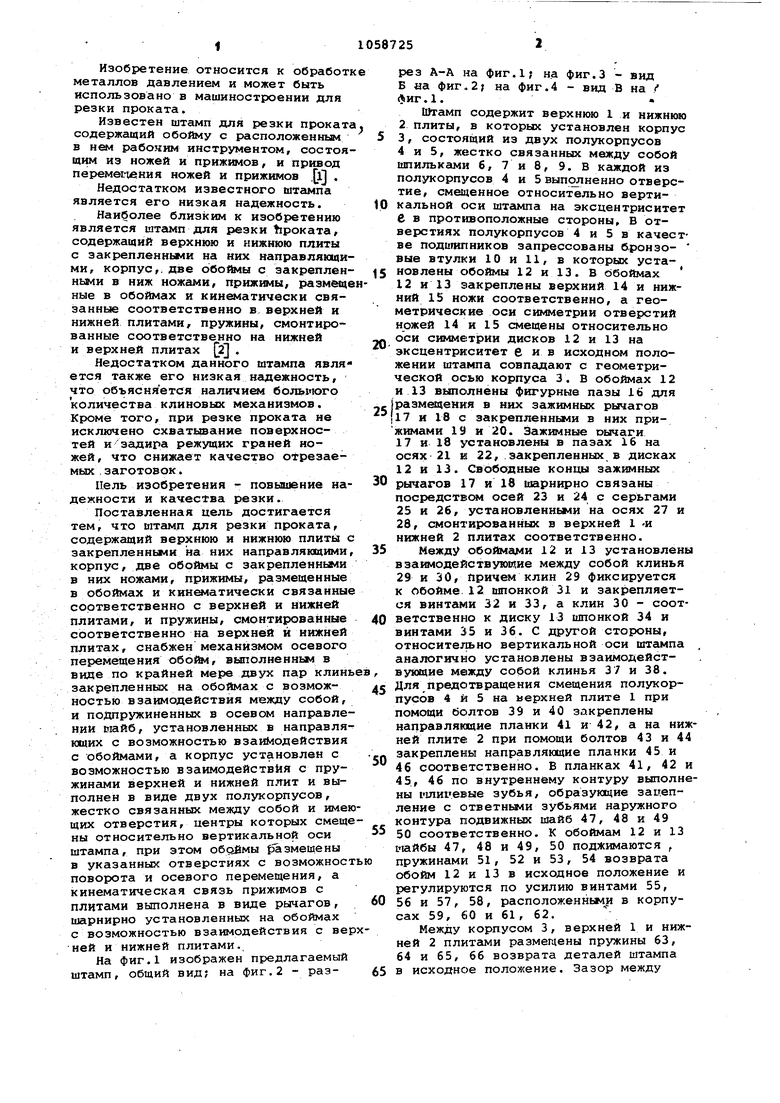
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1981 |
|
SU967694A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки проката на мерные длины | 1981 |
|
SU988472A1 |
| Устройство для резки проката на мерные заготовки | 1986 |
|
SU1338982A1 |
| ШТАМП ДЛЯ МНОГООПОРНОЙ РЕЗКИ ПРОКАТА | 2004 |
|
RU2278767C1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
ОТАМП ДЛЯ РЕЗКИ ПРОКАТА, содержащий верхнюю и нижнюю плиты с закрепленными на них направляющими, корпус, две обоймы с закрепленными в них ножами, прижимы, размещенные в обоймах и кинематически связанные соответственно с верхней и нижней плитами, и пружины, смонтированные соответственно на верхней и нижней плитах, отличающи. йся тем, что, с целью повышения надежности и улучшения качества резки, он снабжен механизмом осевого перемещения обойм, выполненным в виде по крайней мере двух пар клиньев, закрепленных на обоймах с возможностью взаимодействия между собой, и подпружиненных в осевом направлении шайб, установленных в направляющих с возможностью взаимодействия с обоймами, a корпус установлен с возможностью взаимодействия с пружинами верхней и нижней плит и выполнен в виде двух полукорпусов, жестко связанных между собой и имеющих отверстия, центры которых смещены относительно вертикальной оси штампа, при этом обоймы раз9 мещены в указанных отверстиях с возможностью поворота и осевого перемещения, a кинематическая связь прижимов с плитами выполнена в виде рычагов, шарнирно установленных на обоймах с возможностью взаимодействия с верхней и нижней плитгичи.
ta 33 повернуто X
X 35
6ui8 gy
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 0 |
|
SU339348A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 0 |
|
SU354948A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
