Изобретение относится к области переработки полимерных материалов в изделия, более конкретно к устройству для изготовления наконечников аспирационных гинекологических из полимерного материала одноразового применения.
Целью изобретения является сокращение времени изготовления и повышение качества изделий.
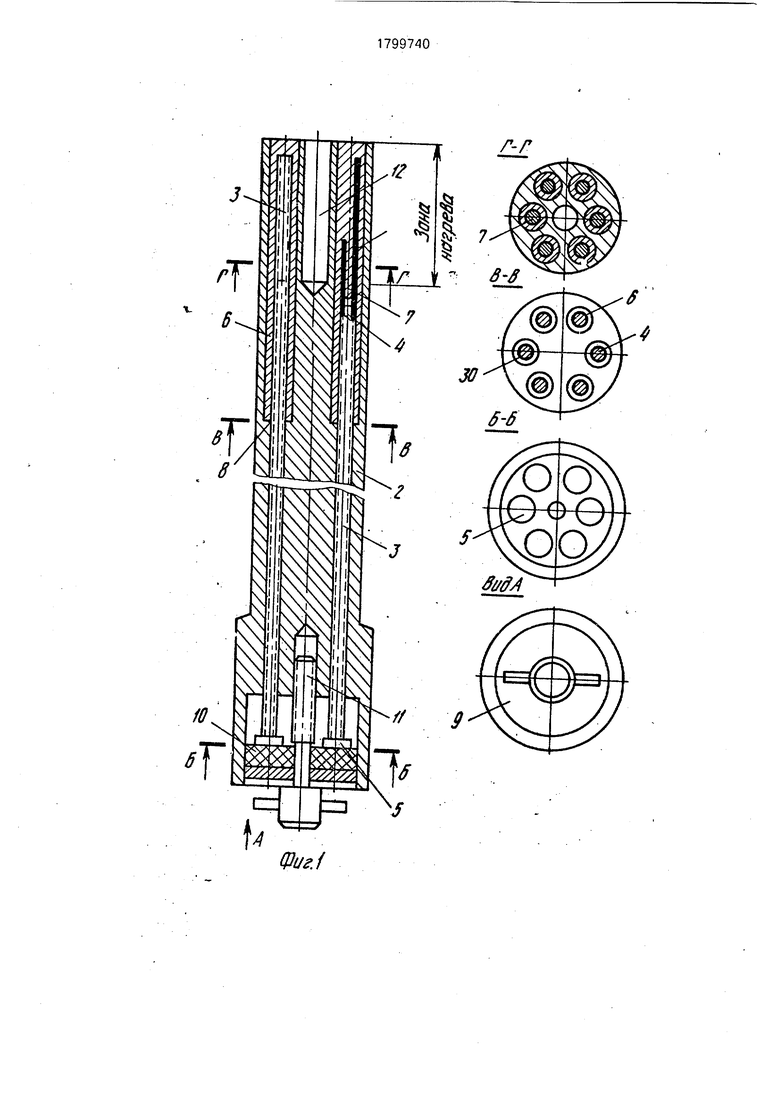
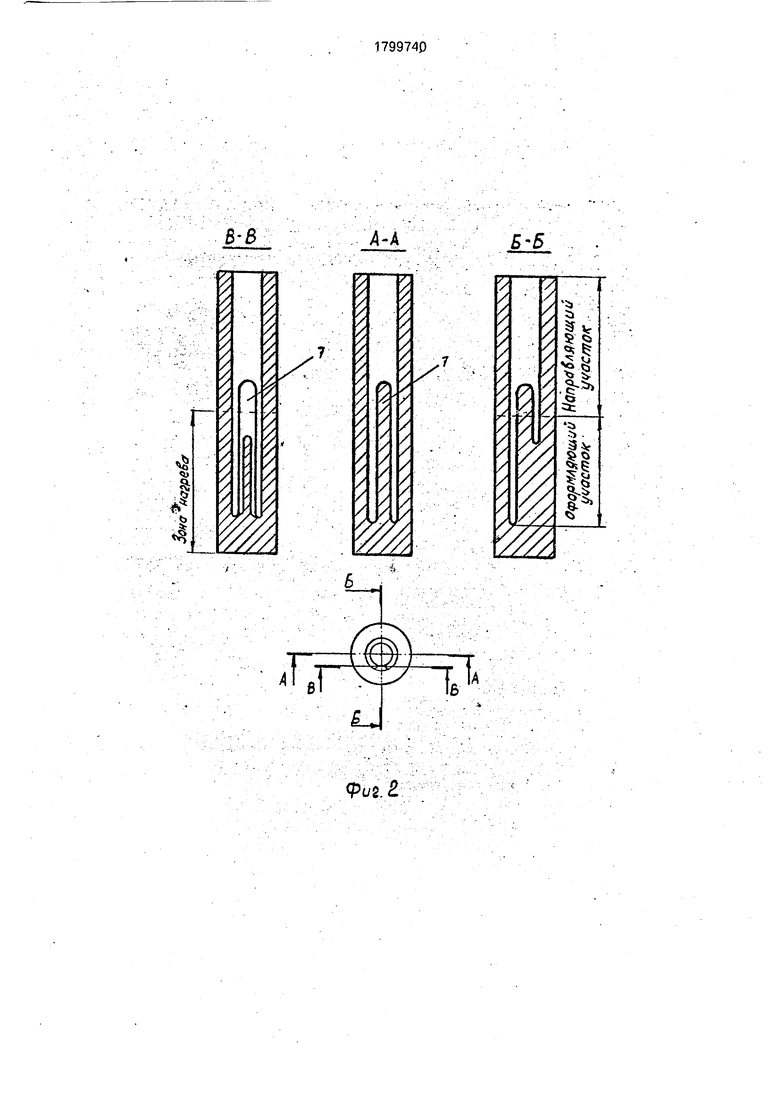
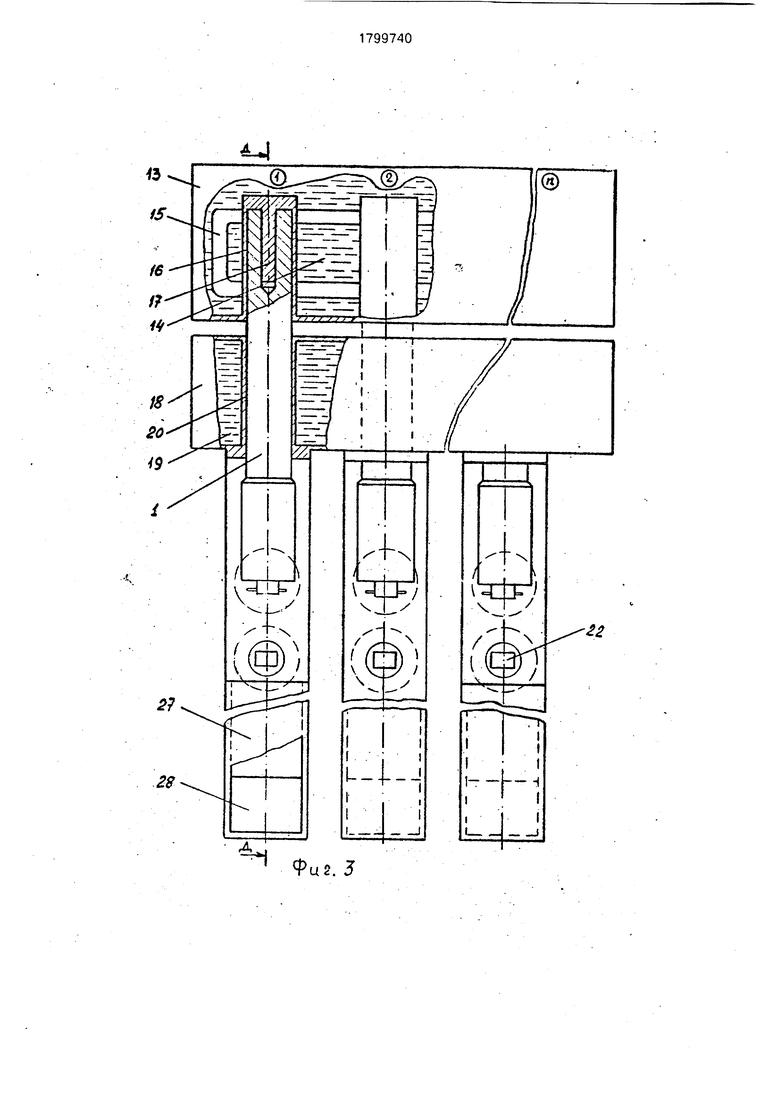
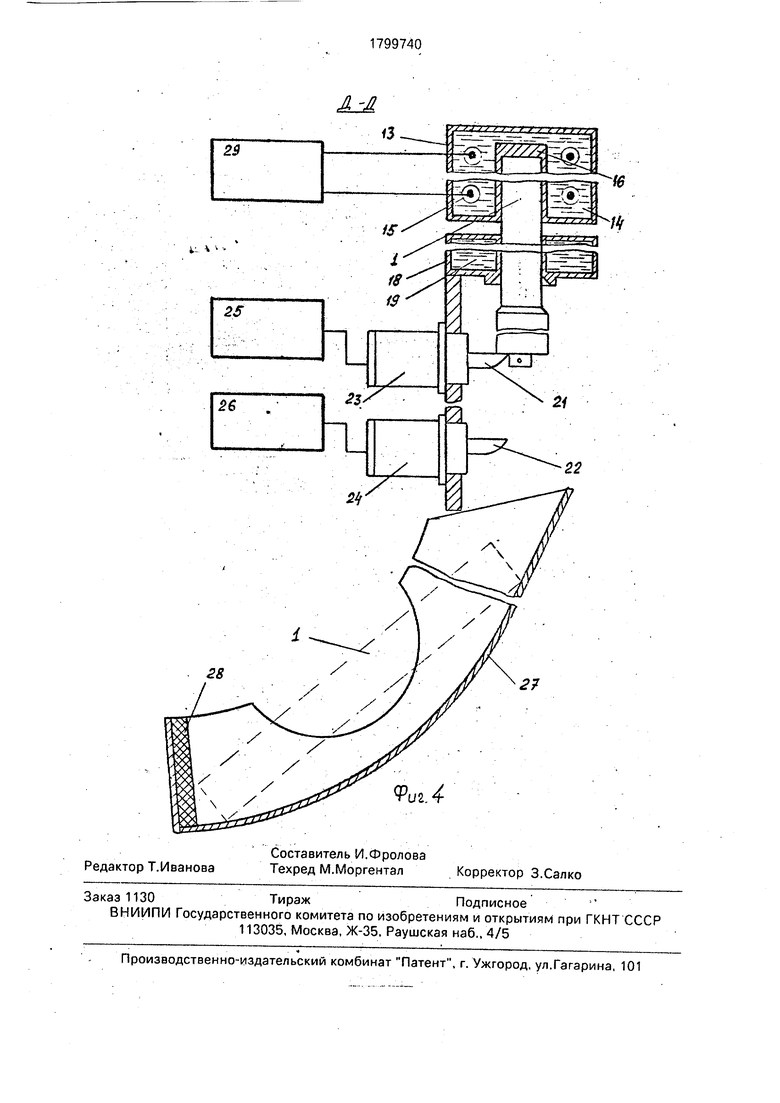
На фиг. 1 показана конструкция кассеты; на фиг. 2 даны сечения матрицы; на фиг. 3 - представлено предложенное устройство; на фиг. 4 дано сечение устройства поДД.
Устройство включает комплект сменных кассет 1, каждая из которых содержит корпус 2. выполненный в виде обоймы с каналами 3 для размещения трубчатых заготовок вместе с их фиксаторами, выполненными Б
виде стержней 4, имеющими головки 5. С одного из концов корпуса 2, соосно его каналам запрессованы матрицы 6, полости ко-- торых являются продолжением каналов и имеют оформляющий участок со стержнем 7 и направляющий участок, выполненный в виде отверстий по диаметру трубчатой заготовки. Оформляющая полость матриц негативно отображает формуемую часть заходного конца наконечника. Стык 8 матриц 6 с каналами корпуса 2 расположен вне зоны нагрева кассеты. На конце, противоположном матрицам 6 в корпусе имеется приспособление для создания осевого давления на трубчатые заготовки/Оно состоит из шайбы 9, эластичного элемента 10 и винта 11. В корпусе 2 между матрицами по его центру выполнено глухое отверстие 12.
XI о ю
2
О
В верхней части устройства расположен ее нагреватель, выполненный в виде емкости 13с жидким теплоносителем 14 и нагре- вательным элементом 15. В полости емкости 13 располагается, ряд глухих гнезд 16, установленных своими входными отверстиями вниз для размещения в них зон нагрева кассет 1. Гнезда 16 снабжены стержнями 17, выполненными с возможностью входа в глухие отверстия 12 корпуса 2 кассет 1 и служат для увеличения площади теплового контакта зон нагрева кассет с нагревательными гнездами 16. .
Ниже емкости 13 установлен охладитель 18, представляющий собой емкость с хладоагентом 19. Через полость этой емкости проходят, герметично закрепленные в ней трубки 20, каждая из которых соосна соответствующему гнезду 16 емкости 13. Трубки 20 образуют сквозные гнезда, которые обеспечивают проход через них зон нагрева кассет 1,
Ниже охладителя 18 в плоскости оси каждой установленной в нем трубки 20, со смещением по вертикали, размещены по два фиксатора 21 и 22 для удержания кассет 1.
Верхние фиксатор ы 21 обеспечивают фиксацию кассет 1 при нахождении их зон нагрева в гнездах 16 нагревателя, а нижние фиксаторы 22 удерживают кассеты в положении когда их зоны нагрева находятся в трубках 20 охладителя 18 . Каждый фиксатор 21 и 22 имеет приводы 23 и 24, например выполненные-в виде электромагнитов, соединенных с выходами таймеров 25 и 26.
Ниже уровня фиксаторов 22. на каждой рабочей позиции, обозначенных на фиг. 3 1, 2...п, соосно трубклми 20 охладителя 18 ус- тйновлены приемники 27 для кассет 1, выполненные в « виде карманов с амортизаторами 28.
Для поддержания постоянства температуры жидкого теплоносителя 14 в емкости 13, имеется регулятор температуры 29,
Устройство работает следующим образом. .
Кассеты заряжаются трубчатыми заготовками 30, для чего предварительно в каждую трубчатую заготовку 30 вводят фиксатор в виде стержня 4 на всю глубину до его головки 5. Наносят .на фррмуемый конец трубчатой заготовки 3 одну из смазок, применяемых при прессовании полиэтиленовых изделий, например полиэтилрксано- вую жидкость ГОСТ 13004-77.
Трубчатые заготовки 30 формуемым коицом вместе с стержнями 4 вводят через каналы корпуса 2 кассет в оформляющую полость матриц 6, так, чтобы вырубленный
на конце трубчатой заготовки паз попал на вертикальный выступ полости матрицы, служащий для его оформления. Устанавливат винт 11 с шайбой 9 и эластичным элементом
10 в кассету. Создают им давление в зависимости от количества заготовок, установленных в кассету. Так при формовании 6 мм наконечников в кассете с шестью матрицами создают суммарное давление равное 60
0 кгс, из расчета 10 кгс на единицу изделия. Величина давления определяется тарированным количеством оборотов винта 11 или по специальным меткам нанесенным на кассете.,
5 Через охладитель 18 пропускают хладагент 19. Включают напряжение на нагревательный .элемент 15 для нагрева жидкого телпоносителя 14. Регулятором 29 температура жидкого теплоносителя поддерживает0 ся в установленных пределах.
Затем поочередно устанавливают в устройство, начиная с первой рабочей позиции, кассеты 1, вводя их зоны нагрева через трубки 20 охладителя 18 в гнезда 16 емкости
5 13 нагревателя. Каждая установленная кассета фиксируется фиксатором 21, одновременно с этим включается таймер 25 данной рабочей позиции,
С установкой кассеты 1 на рабочую по0 зицию начинается прогрев ее матриц 6 в зоне нагрева за счет контакта ее корпуса 2 со стенками гнезда 16 и стержнем 17.
Время работы таймеров 25 выбрано с учетом теплопередачи от гнезд 16 к матри5 цам 6 и подобрано таким, чтобы с окончанием
установки кассеты на последнюю рабочую позицию, зона нагрева кассеты, установленной на первой рабочей позиции, достигла температуры 110°С. Таким образом
0 время работы таймеров 25 определяет температуру нагрева матриц 6 кассет. По окончанию работы таймер 25 выдает сигнал на привод 23 фиксатора 21, который срабатывает и освобождает кассету. Освобожден5 ная кассета под собственным весом перемещается вниз до упора с фиксатором 22, который для смягчения удара снабжен амортизатором (не показан). Одновременно по сигналу таймера 25, подаваемого на при0 вод 23, включается таймер 26. При перемещении кассеты 1 , ее зона нагрева л перемещается в трубку 20 охладителя 18 и фиксируется в таком положении фиксатором 22. .
5 С окончанием работы таймера 26, время которого определяет продолжительность процесса охлаждения зоны нагрева кассеты 1, он подает сигнал на привод 24, фиксатор 22 срабатывает и освобождает кассету 1, которая под собственным весом перемещается вниз и попадает в приемник 27 установленный на рабочей позиции.
Амортизатор 28 смягчает удар. На освободившуюся рабочую поверхность устанавливается новая кассета. Из приемников 27 кассеты вынимаются и разряжаются, для чего снимают приспособление создающее осевое давление, извлекают изделия из корпуса кассет и освобождают их от фиксаторов 4.
После выхода из устройства кассеты первой рабочей позиции и установки на ее место новой, выходит кассета второй рабочей позиции и т.д.
У Таким образом, осуществляется непрерывный процесс установки кассет в устройство и автоматический выход их в приемники 27.
Пример выполнения способа на устройстве для его осуществления.
В НПК Электрон опробован способ изготовления наконечников аспирацион- ны х на установке, предложенной в заявкесо следующими параметрами: . Время нахождения зон нагрева кассет в нагревателе (Тн) равное 170 с. Время нахождения зон нагрева кассет в охладителе (Т0) равное 100 сек. Время затрачиваемое на установку в уст- ройтво одной кассеты (ty) 18с. Количество рабочих позиций в устройстве (Крп) согласно формуле
Тн+То 170 +ЮС
ty
18
15
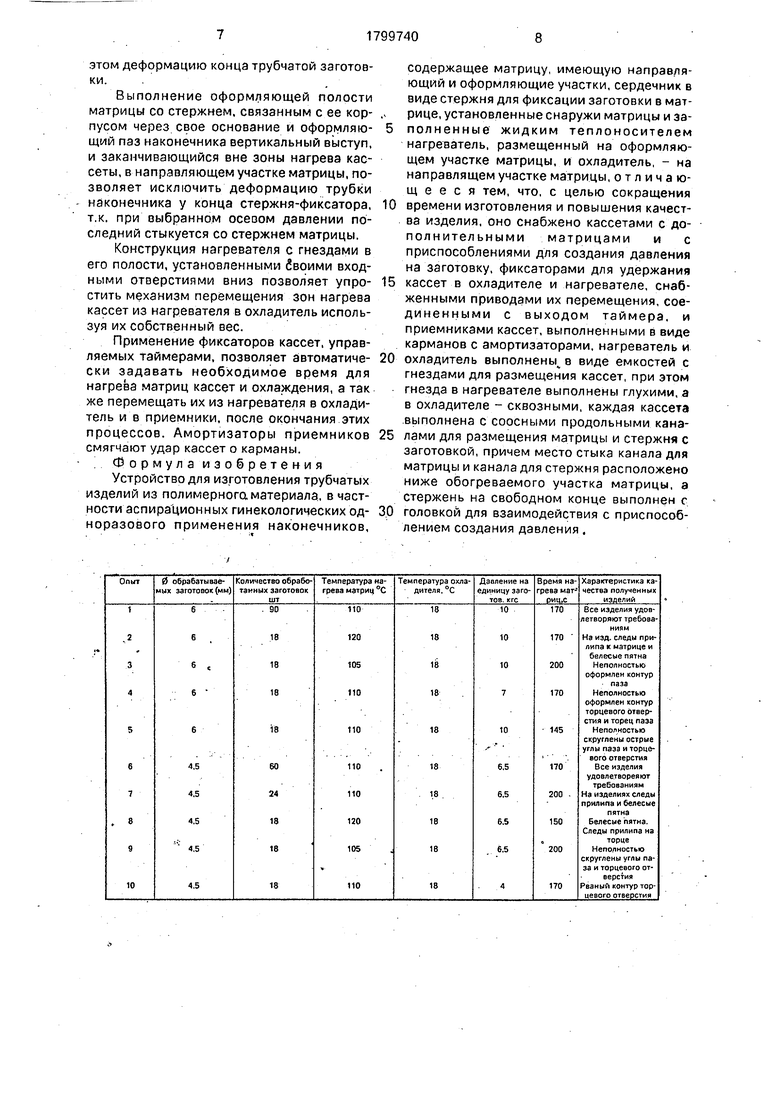
Полученную экструзией полиэтиленовую трубку резали на отрезки по длине наконечника. На приспособлении вырубали паз на одном конце отрезка трубки. Пол- ученными трубчатыми заготовками заряжали кассеты, которые имели по шесть матриц. Для трубчатых заготовок диаметром 6 мм создавали осевое давление приспособлением кассеты равное 60 кгс, из расчета согласно способу 10 кгс на одну трубчатую заготовку. Для заготовок диаметром 4,5 мм это давление составляло 39 кгс, из расчета согласно способу 6,5 кгс на одну трубчатую заготовку.
Пропускали через охладитель воду с температурой 15°С, температуру жидкого теплоносителя в нагревателе доводили до 1.10-111ЙС.
Время работы таймеров нагрева установили равным 170 сек, а таймеров охлаждения кассет равным 110 сек.; .
После выхода на режим нагревателя поочередно устанавливали заряженные кассеты на рабочие позиции устройства.
В процессе испытаний часть изделий обрабатывалась с изменением режимов предусмотренных в способе.
Результаты обработки .трубчатых заго- товок приведены в таблице.
Из таблицы видно, что оптимальным режимом обработки трубчатых заготовок в устройстве является режим, указанный в
способе изготовления. Время обработки изделий в кассетах зависит от теплопередачи нагревателя устройства через его гнезда зонам нагрева матриц. Большое значение имеет -способность теплопередачи используемого материала этой цепочки.
Результаты испытаний показывают, что предложенный способ и устройство обеспечивают качественное изготовление наконечников аспирационных.
Возможность разделения всего процесса изготовления наконечников аспирацион- ных на отдельные операции, параллельное выполнение их, с возможностью механизации позволяет организовать массовое производство этих изделий.
Применением в устройстве сменных кассет позволяет упростить ее констурк- цию, повысить надежность ее работы, а так же увеличить производительность за счет
разделения всего процесса изготовления на отдельные операции: зарядка кассет заготовками, установка кассет с заготовками в устройство и освобождение кассет от готовых изделий.
Исполнение кассет в виде обоймы и каналами для трубчатых заготовок, расположенных по окружности, соосно которым в ко рпус запрессованы матрицы позволяет сконцентрировать их в компактную зону нагрева и ввести в ее центральную часть дополнительно, .приспособления для увеличения теплопередачи от нагревателя, выполненного в виде стержня, входящего в глухое отверстие корпуса кассеты.
Исполнение матриц в виде отдельных элементов длиной меньше, -чем длина наконечника позволяет упростить их изготовление, а так же обеспечить возможность замен их в кассетах в процессе эксплуатации. ;
Расположение стыка матриц с каналами корпуса вне зоны нагрева кассет исключает деформацию трубки наконечника из-за несоосности каналов и полости матрицы возникшей при изготовлении кассет.
Выполнение стержней-фиксаторов с головками обеспечивает .захват ими трубчатых заготовок при создании осевого давления на них приспособлением, имеющимся в кассете, а также исключить при
этом деформацию конца трубчатой заготовки.
Выполнение оформляющей полости матрицы со стержнем, связанным с ее кор- пусом через свое основание и оформляю- щий паз наконечника вертикальный выступ, и заканчивающийся вне зоны нагрева кассеты, в направляющем участке матрицы, позволяет исключить деформацию трубки наконечника у конца стержня-фиксатора, т.к. при выбранном осевом давлении последний стыкуется со стержнем матрицы.
Конструкция нагревателя с гнездами в его полости, установленными бвоими входными отверстиями вниз позволяет упро- стить механизм перемещения зон нагрева кассет из нагревателя в охладитель используя их собственный вес.
Применение фиксаторов кассет, управляемых таймерами, позволяет автоматиче- ски задавать необходимое время для нагрева матриц кассет и охлаждения, а так же перемещать их из нагревателя в охладитель ив приемники, после окончания этих процессов. Амортизаторы приемников смягчают удар кассет о карманы. .. Формула изобретения
Устройство для изготовления трубчатых изделий из полимерного,материала, в частности аспирационных гинекологических од- норазового применения наконечников,
содержащее матрицу, имеющую направляющий и оформляющие участки, сердечник в виде стержня для фиксации заготовки в матрице, установленные снаружи матрицы и за- полненные жидким теплоносителем нагреватель, размещенный на оформляющем участке матрицы, и охладитель, - на направлящем участке матрицы, отличающееся тем, что, с целью сокращения времени изготовления и повышения качества изделия, оно снабжено кассетами с дополнительными матрицами и с приспособлениями для создания давления на заготовку, фиксаторами для удержания кассет в охладителе и нагревателе, снабженными приводами их перемещения, соединенными с выходом таймера, и приемниками кассет, выполненными в виде карманов с амортизаторами, нагреватель и охладитель выполнены в виде емкостей с гнездами для размещения кассет, при этом гнезда в нагревателе выполнены глухими, а в охладителе - сквозными, каждая кассета .выполнена с соосными продольными каналами для размещения матрицы и стержня с заготовкой, причем место стыка канала для матрицы и канала для стержня расположено ниже обогреваемого участка матрицы, а стержень на свободном конце выполнен с головкой для взаимодействия с приспособлением создания давления.
(Pud
В-Б
А-А
Б-5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из стекла и устройство для их изготовления | 1988 |
|
SU1622293A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1969 |
|
SU247048A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЛИТОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛИТОГО ИЗДЕЛИЯ | 1998 |
|
RU2189313C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЕМЫХ ДЕТАЛЕЙ | 1991 |
|
RU2036101C1 |
| ПРЕФОРМА И СОСТАВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2008 |
|
RU2433042C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2034091C1 |
| Вакуумная печь сопротивления для получения полых изделий из керамических материалов | 1980 |
|
SU968574A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |
| Установка для изготовления металлополимерных изделий | 1985 |
|
SU1388299A1 |
| СБОРНАЯ МАТРИЦА ЭКСТРУЗИОННОГО ПРЕССА | 2013 |
|
RU2652671C2 |
Использование: изготовление пластмассовых изделий из трубчатых заготовок и может быть использовано для изготовления изделий, используемых в медицине. Сущность изобретения; устройство снабжено кассетами с дополнительными матрицами и с приспособлениями для создания давления на заготовку, фиксаторами для удержания кассет в охладителе и нагревателе, снабженными приводами их перемещения, соединенными с выходом таймера, и приемниками кассет, выполненными в виде емкостей с гнездами для размещения кассет. В нагревателе гнезда выполнены глухими, а в охладителе гнезда выполнены сквозными. Каждая кассета выполнена с соосными продольными каналами для размещения матрицы и стержня с заготовкой. Место стыка канала для матрицы и канала для стержня расположено ниже обогреваемого участка матрицы, а стержень на свободном конце выполнен с головкой для взаимодействия с приспособлением создания давления. 4 ил. 1 .табл. СО с
Фиг. 2;
Фц2. 5
| В | |||
| С | |||
| Шифрина и др | |||
| Полиэтилен | |||
| Переработка и применение | |||
| Госхи миздат, М., 1961 | |||
| с | |||
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
| Устройство для формирования трубчатого изделия из полимерного материала | 1979 |
|
SU861074A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
