1
Изобретение относится к переработке пластмасс и может быть использовано в производстве труЬчатых изделий медицинской техники, радиотехники, электроники и т. д.
Известно устройство для формования труочатого изделия, содержащее труочатую матрицу, имеющую направляющий и оформляющий участки, нагревательный и охлаждающий элементы .
Такое устройство не ооеспечивает высокого качества изделий, у которых формуется только концевой участок, так как трубчатая заготовка, поступая в формующую матрицу, вначале полностью нагревается, что приводит к деформации трубчатой заготовки и на неформуемом участке.
Кроме того, в этом устройстве не обеспечивается формование изделия при температурах, обеспечивающих переход всего формуемого материала в вязкотекчуее состояние.
Целью изобретения является повыщение качества изделия при формовании только концевого участка.
Это достигается тем, что устройство, содержащее трубчатую матрицу, имеющую направляющий и оформляющий участки, нагревательный и охлаждающий элементы, согласно изобретению снабжено полым сердечником, соединенным с системой подачи теплоносителя, причем нагревательный элемент установлен на оформляющем участке матрицы, а охлаждающий элемент - на 5 направляющем участке матрицы.
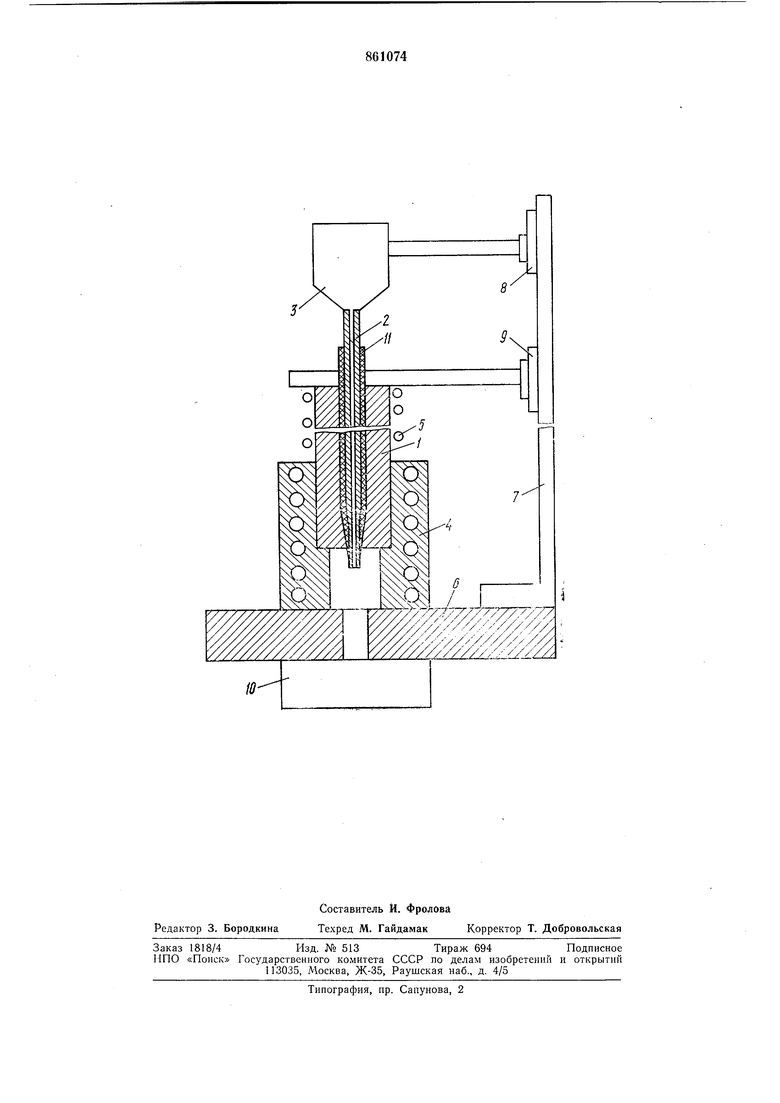
Па чертеже схематично изображено предлагаемое устройство, продольный разрез.
Устройство содержит трубчатую матрицу
10 1, полый сердечник 2, соедипенный с емкостью 3, заполненной теплносителем, нагревательный элемент 4, который устанолен на оформляющем участке матрицы 1, охлаждающий элемент, выполненный в виде змеевика 5, установленного на направляющем участке матрицы 1. Матрицы 1 и емкость 3 для теплоносителя связаны основанием 6 устройства через стойки 7 с помощью соединений 8, 9 типа «ласточкин
20 хвост. Под .основанием б расноложена емкость 10 для сбора теплоносителя.
Устройство работает следующим образом (пример формования кончика трубки из фторопласта Ф-4МБ для катетера внутри25 венного).
Фторопластовая трубка 11 надевается на сердечник 2, наружный диаметр которого равен внутреннему диаметру трубчатой заготовки, а нижний конец имеет необходи30 мую конусообразную форму. Сердечник 2
с надетой на него фторопластовой трубкой устанавливается в матрице 1, имеющей соответствующий нрофиль, так, что фторопластовая трубка нижним торцом упирается в нижний торец матрицы 1. В элемент 4, предварительно нагретый до 450-550°С, помещают матрицу 1 с сердечником и трубкой и устанавливают ее, используя соединения типа «ласточкин хвост, таким образом, чтобы в элементе 4 находилась только та часть матрицы 1, которая формует изделие. Одновременно с началом разогрева матрицы пропускаются жидкий теплоноситель (в данном случае сплав Вуда) по полому сердечнику 2 из емкости 3 в емкость 10 под основанием и холодная вода по змеевику верхней части матрицы 1. Одновременный процесс нагрева и охлаждения фторопластовой заготовки длится 2-15 с согласно следующей формуле:
-с 73,5-0,13Т,
где т - время формования;
Т - температура формования.
Затем одновременно прекращают подачу сплава Вуда и холодной воды, после чего извлекают из элемента 4 матрицу с помощью соединений типа «ласточкин хвост.
Нижний конец матрицы 1 охлаждают до комнатной температуры, после чего матрицу разбирают, т. е. извлекают сердечник 2 с отформованной трубкой.
Использование предлагаемого устройства для формования конусообразного кончика катетера внутривенного позволяет получать качественные изделия, так как оно дает возможность разогревать только формуемый участок до перехода его полностью в вязкотекучее состояние, остальная же часть трубчатой заготовки остается в твердом состоянии и не деформируется. Это достигается благодаря одновременному действию на матрицу обогрева (нижняя часть) и охлаждения (верхняя часть). Чтобы неформуемая часть трубчатой заготовки не разогревалась от внутреннего профиля матрицы, изготовленного из металла, и оставалась твердой, по внутреннему профилго для его охлаждения пропускают жидкий теплоноситель. На предлагаемом устройстве концевой фрагмент полимерной
трубчатой заготовкн формуется при таких высоких температурах, при которых достигаются переход всего материала в формуемой части в вязкотекучее состояние и заполнение им необходимого профиля без
всякого усилия. При этом за очень короткий промежуток времени материал не успевает разложиться, несмотря на высокие температуры (получается тепловой удар), в результате чего на формуемом участке
создается однородная структура без остаточных напряжений, что позволяет исключить образование т.рещин на материале.
Формула изобретения
Устройство для формования трубчатого изделия из полимерного материала, содержащее трубчатую матрицу, имеющую направляющий и оформляющий участки, нагревательный и охлаждающий элементы,
отличающееся тем, что, с целью повышения качества изделия при формовании только концевого участка, оно снабжено полым сердечником, соединенным с системой подачи теплоносителя, причем нагревательный элемент установлен на оформляющем участке матрицы, а, охлаждающий элемент - на направляющем участке матрицы.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 434016, кл. В 29С 17/02, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трубчатых изделий из полимерного материала | 1990 |
|
SU1799740A1 |
| Форма для формования листовых термопластичных заготовок | 1984 |
|
SU1281434A1 |
| Способ формования концов медицинских трубчатых инструментов из термопластов | 1989 |
|
SU1742086A1 |
| ФОРМОВОЧНАЯ УСТАНОВКА И СПОСОБ ФОРМОВАНИЯ НЕПРЕРЫВНОГО ТРУБЧАТОГО СТЕРЖНЯ | 2020 |
|
RU2809649C2 |
| ФОРМОВОЧНАЯ УСТАНОВКА ДЛЯ ФОРМОВАНИЯ НЕПРЕРЫВНОГО ТРУБЧАТОГО СТЕРЖНЯ, ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБЧАТОГО СТЕРЖНЯ И СПОСОБ ФОРМОВАНИЯ НЕПРЕРЫВНОГО ТРУБЧАТОГО СТЕРЖНЯ ИЗ НЕПРЕРЫВНОГО МАТЕРИАЛА ШТРАНГА | 2020 |
|
RU2810767C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| Устройство для изготовления изделий из листовых термопластов гидроформованием | 1986 |
|
SU1466947A1 |
| Способ изготовления рукавной пленки, имеющей тенденцию к загибу кромок | 1990 |
|
SU1825743A1 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |