Известен способ обнаружения явления кавитации, основанный на применении поверхностных ультразвуковых волн, в котором с целью повышения чувствительности, ультразвуковой импульс направляют под углом к излучаемой поверхности лонатки и улавливают отражения этого импульса. Однако он не нозволяет определять дефекты на галтелях шеек коленчатых валов.
Предлагаемый способ ультразвукового контроля коленчатых валов, основанный на использовании поверхностных ультразвуковых волн, отличается от известного тем, что для повышения чувствительности регпстрируюшего прибора к выявлению трепшн, угол НОВорота излучателей выбирают таким образом, чтобы ультразвуковые лучи, исходяшие из излучателей и проходя1цие гю цилиндрической поверхности шейки коленчатого вала, пересекались на середине галтели его.
Кроме того, описываемый способ отличается тем, что для уменьшения влияния помех на точность контроля и ноддержания постоянного угла пересечения ультразвуковых лучей движение излучателей при контроле производят но uteKe вокруг шейки коленчатого вала, противоположной контролируемой. Для определения размеров выявленной трешмны контроль поперечных размеров тренлины производят шупом, действие которого основано на
рефлексном принципе, а контроль продольных размеров осуществляют щупом, работающим на принципе эхоизмерений.
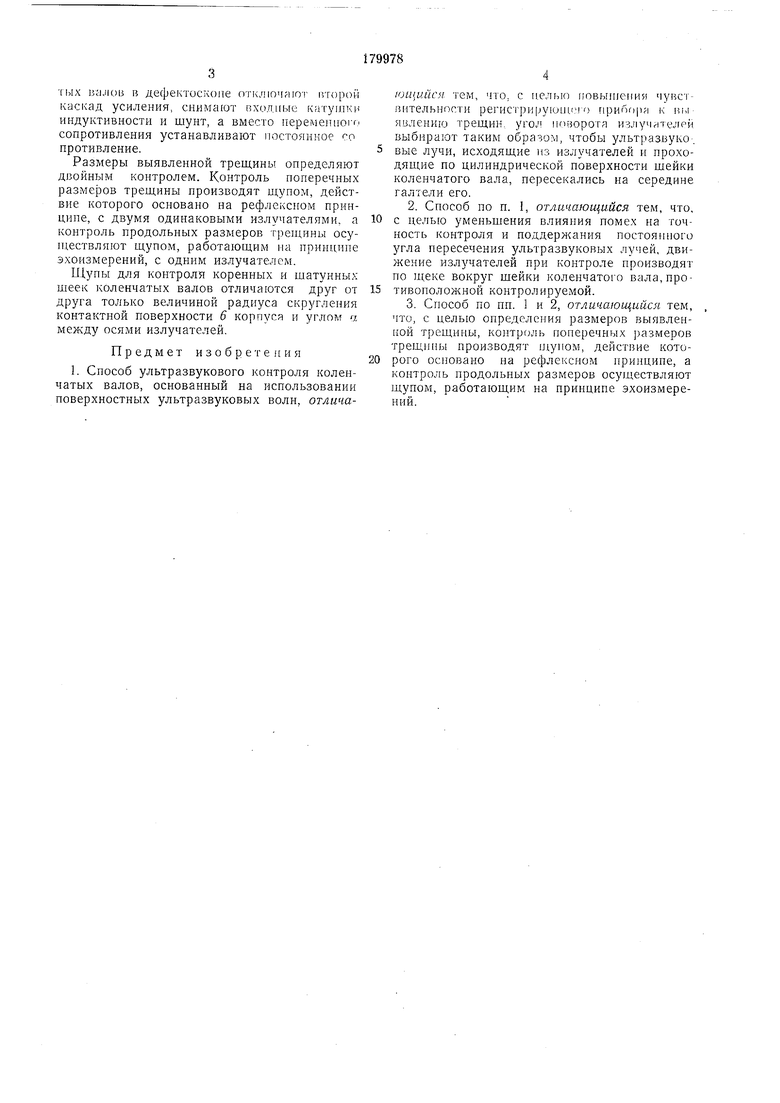
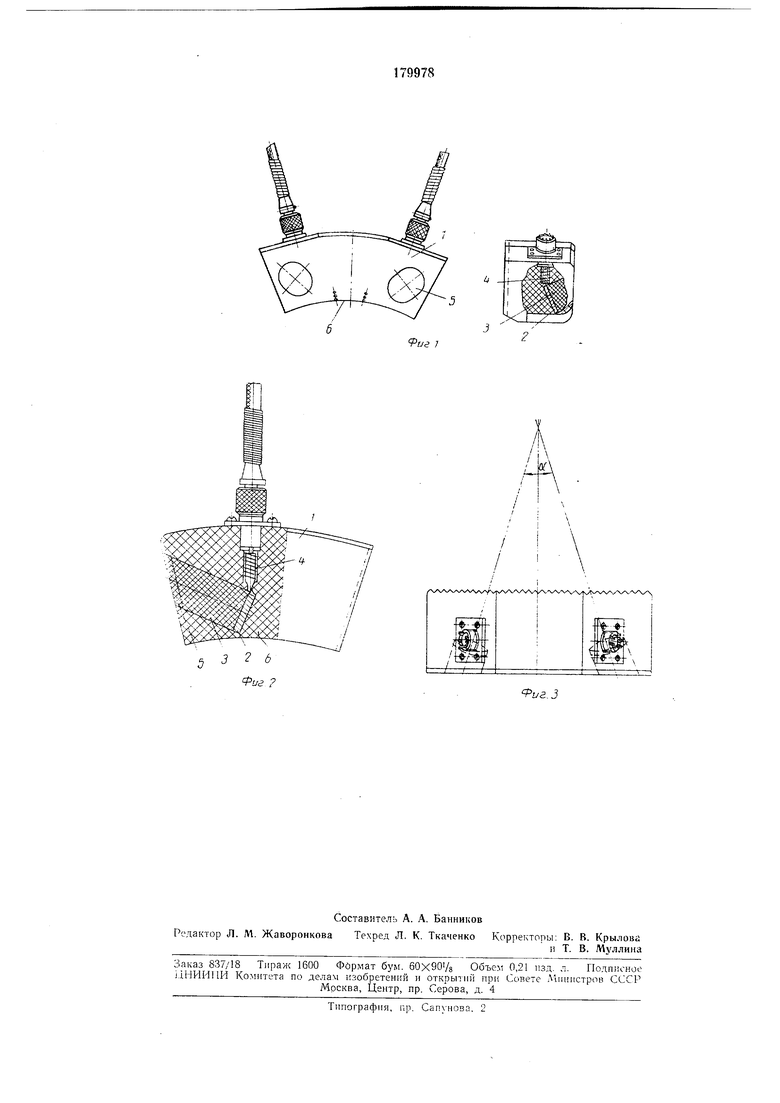
На фиг. 1 показана схема щупа для выявления поперечных трещин на шейках коленчатых валов; на фиг. 2 - схема щупа для выявления продольных трещин; на фиг. 3 - схема установки угла поворота излучателей щупа.
Щуп выявления трещин содержит корпус /, излучатель 2, демпфер 3, катушку индуктивности 4, пластинку 5 титаната бария толщиной 3 .ILK,-диаметром 18 мм.
Корпус щупа выполнен в виде колодочки с контактной поверхностью, плотно прилегающей к рабочей поверхности шейки коленчатого вала. Демпфер и пластинки вмонтированы в корпус щупа.
По предлагаемому способу ультразвукового контроля с помощью излучателей в шейках коленчатых валов возбулсдают ультразвуковые поверхностные волны, которые при наличии трепшн отражаются, улавливаются излучателем и передаются в дефектоскоп (не показан). На экране дефектоскопа появляются импульсы различной величины и различного сочетания, по которым определяют наличие трепдин и примерный их размер. Для изменения частотной характеристики дефектоскопа и приспособления его для контроля коленча(ых ва,л(.)в в дефектоскопе отключают гггорой каскад усиления, снимают гзходиые катушки индуктивности и шунт, а вместо переменiioi-n сопротивления устанавливают постоянное со противление.
Размеры выявленной трещины определяют двойным контролем. Контроль поперечных размеров трещины производят щупом, действие которого основано на рефлексном принципе, с двумя одинаковыми излучателями, а контроль продольных размеров осупдествляют щупом, работающим на принципе эхоизмерений, с одннм излучателем.
Щупы для контроля коренных и шатунных шеек коленчатых валов отличаются друг от друга только величиной радиуса скругления контактной поверхности 6 корпуса и углом а между осями излучателей.
Предмет изобрете{ ия
1. Способ ультразвукового контроля коленчатых валов, основанный на использовании поверхностных ультразвуковых волн, отличаmuiuucfi тем, что, с п,елыо повьппепия чувствительности регистрирующем-) припоря к имявлению трещин, угол поворота излучителей выбирают таким образом, чтобы ультразвуко. вые лучи, исходящие из излучателей и проходящие по цилиндрической поверхности шейки коленчатого вала, пересекались на середине галтели его.
2.Способ по п. 1, отличающийся тем, что, с целью уменьщения влияния помех на точность контроля и поддержания постоянного угла пересечения ультразвуковых лучей, движение излучателей при контроле производят по щеке вокруг щейки коленчатого вала,противоноложной контролируемой.
3.Способ по пп. 1 и 2, отличающийся тем, что, с целью определения размеров выявленной трещины, контроль поперечных размеров трещнны производят щуном, действие которого основано на рефлексном принцине, а контроль продольных размеров осуществляют щупом, работающим на принципе эхоизмерений.
fue 7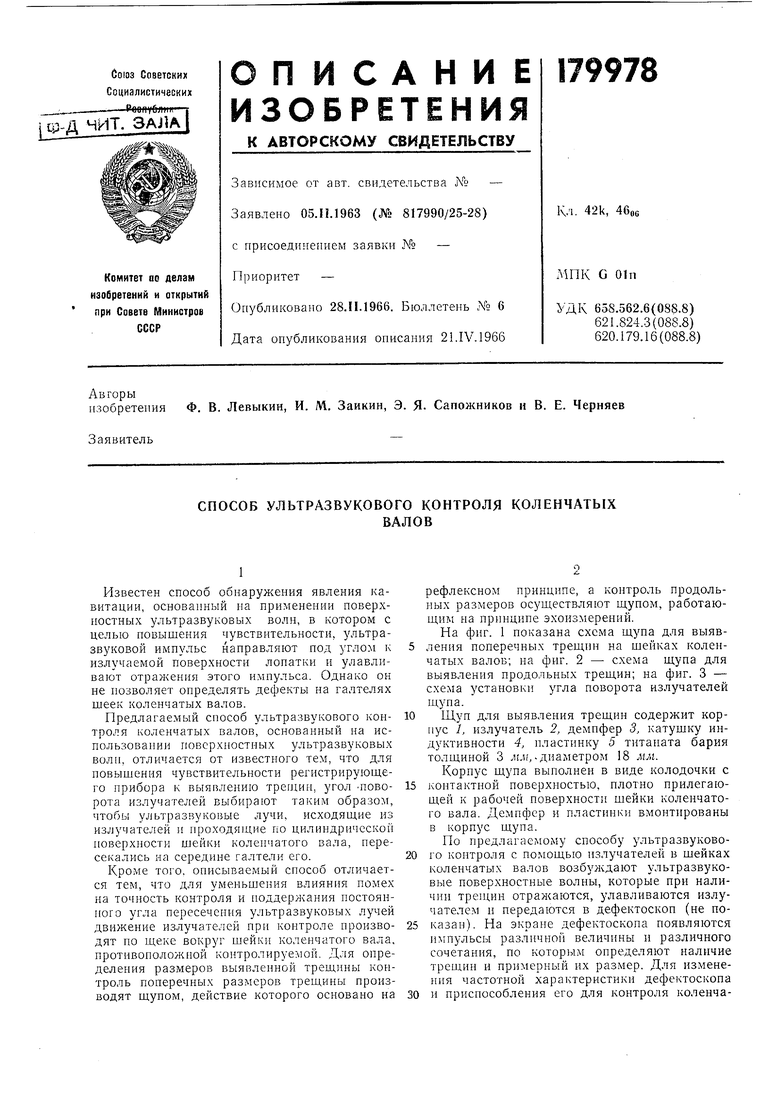
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗДЕЛЬНО-СОВМЕЩЕННЫЙ ЩУП ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ К УЛЬТРАЗВУКОВОМУ ДЕФЕКТОСКОПУ | 1972 |
|
SU349941A1 |
| ЩУП К УЛЬТРАЗВУКОВОМУ ДЕФЕКТОСКОПУВ П Т ВФОНД s'fOfiEPToa | 1962 |
|
SU419787A1 |
| СПОСОБ ЭХО-ИМПУЛЬСПОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯИЗДЕЛИЙ | 1964 |
|
SU165000A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2021 |
|
RU2760138C1 |
| Способ восстановления шеек стальных коленчатых валов | 2017 |
|
RU2652609C1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ДЕФЕКТОСКОПИИ КОЛЕСНЫХ ПАР ВАГОНОВ | 2005 |
|
RU2289128C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 2000 |
|
RU2174227C1 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
af
.З
