Известиы многоклетьевые автоматические ковочиые вальцы, включающие стаиииу, подвижные рабочие клети, иривод и приводной вал.
При использовании предлагаемых многоклетьевы.х автоматических ковочных вальцов для ироизводства заготовок, напри.мер, трехгранных нанильииков повышается нроизводительность и экономится металл. Для этого валки )абочей клети, кинематически связанные с нриводиым валом, смонтированы на поворотных плитах, снабженных винтовой парой, обссиечиваюн1,ей регулирование валков один относительно другого, образуя закрытый ручей. Валки каждой предыдущей клети смещены отиосительпо носледующей на 60.
В описываемых вальцах привод валков каждой клети может быть выполнен в виде шестерни, находящейся в зацеплении с одной щестерней, сндящей на приводном валу.
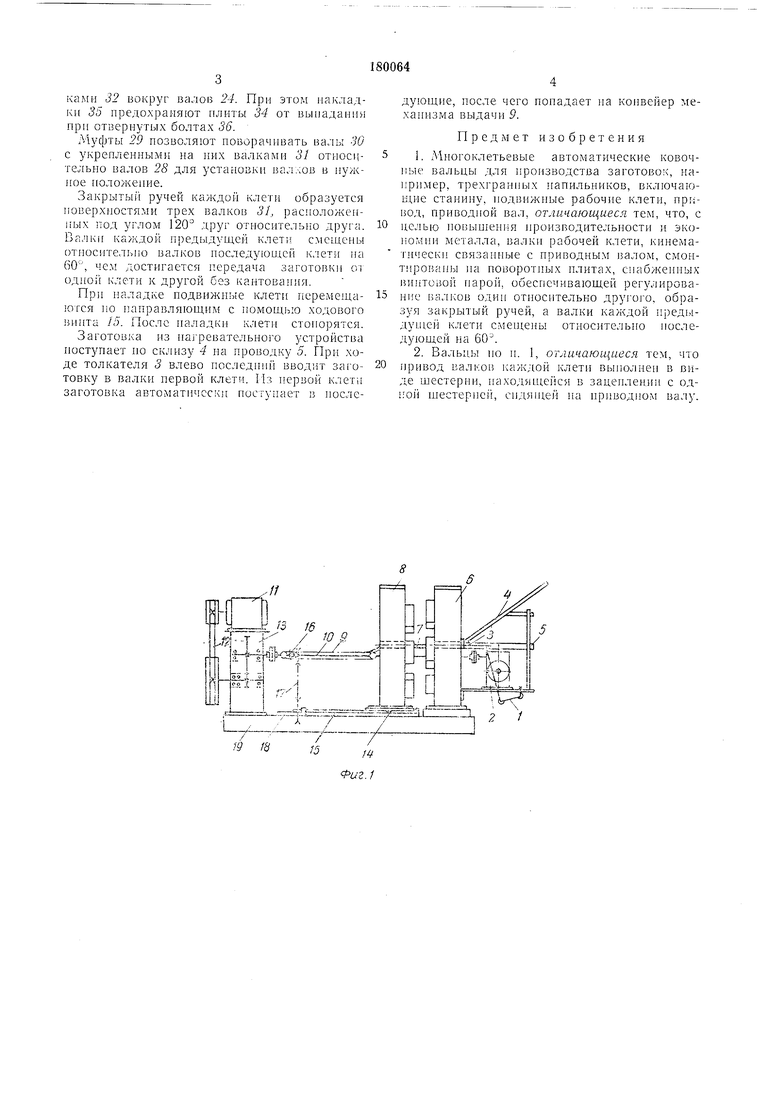
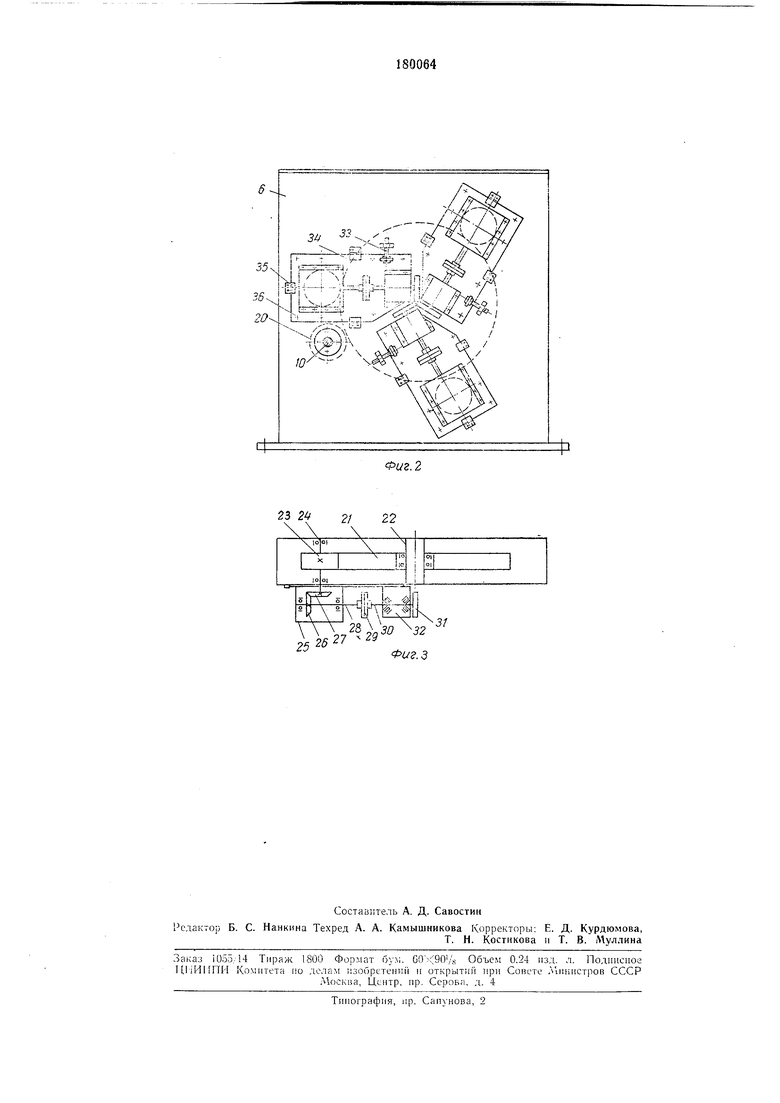
На фиг. 1 изображены описываемые вальцы, вид сбоку; на фиг. 2 - рабочая клеть описываемых вальцов, вид спереди; на фиг. 3 - та же клеть, внд сверху.
Прокатка описываемыми вальцами ведется без оператора-вальцовп ика и с одного нагрева. Для того чтобы процесс был ненрерывным, вальцы выполнены многоклетьевыми, из двухтрех клетей. С целью непосредственной нередачи заготовки из одной клети в другую Me vклетье1юе расстояние регулируется, д.тя это1ч) 15торая (н третья) клеть пыиолнеиы иередви;кны.мп.
Вальцы содержат: механизм загрузки с кривошинио-кулисным ириводом /, редуктором 2, толкателем 3, склизом 4 н нроводкой J; неподвижную клеть 6 с валками иервого калибра; иромежуточиую проводку 7; подвижную клеть 8 с валками второго калибра; механизм выдачи 9 в виде конвейера из нластинчатой цени; нриводчо вал 10, общий для всех клетей, иолучающ11Й движение от электродвигателя // через клиноремеиную передачу 12 и редуктор 13; механизм иеремещепия клети, состоящий из гайки 14, ходового винта 15, муфты 16, ценной иередачн /7 и наиравляюииьх 18.
Клети устанавливаются на фундаментно плнте 19, В каждой клети нмеется механизм привода валков, состоящий из ведун1,ей Hieстерии 20, смонтировапной па приводном валу 10, зубчатого колеса 21, пустотелой оси 22, цилиндрических шестерен 23, валов 24, редукторов 25 с коническими шестернями 26 и 27, валов 28 с муфтами 29, валов 30 с валками 31 и головок 52 с роликоподщнпннками.
ками 32 вокруг 13с1лов 24. При этом накладки 35 предохраняют плиты 34 от выпадании при отвернутвьх болтах 36.
МуфтЕз 29 позволяют поворачивать валы 30 с укреплепными на них валками 31 отиосительно валов 28 для установки валлов в нужпое юложепие.
Закрытый ручей каждой клети образуется поверхностями трех валков 3}, расположеи ых под углом 120 Друг отиосителыю друга. Валки каждой предыдуидей клети смещеиы относительно валков последуюидей клети на GO, чем достигается передача заготовки от одноГ клети к другой без кантования.
При наладке подвижные клети перемещаются но направляющим с помощью ходового винта /5. После наладки клети стонорятся.
Заготовка из иа февательного устройства поступает по склизу 4 на нроводку 5. Прн ходе толкателя 3 влево последпий вводит заготовку в валки первой клети. Пз первой клети заготовка автоматнчсски поступает в последующие, после чего нонадает на конвейер механизма выдачи 9.
Предмет изобретения
1.Миогоклетьевые автоматические ковочные вальцы для ироизводетва заготовок, например, трехгранных напильников, включаюП1,ие станину, подвижные рабочие клети, ирг:вод, приводпой вал, отличающиес.ч тем, что, с целью повышения нроизводительноети и экопомни металла, валки рабочей клети, кинематически связанные с нриводиым валом, емонт рованы на поворотных плитах, снаб/кеииых 1 интовой нарой, обеспечивающей регулироваиие ва.тков одни относительно друго о, образуя закрытый ручей, а валки каждой иредыдуи1ей клети смещены относительно иоследующей на 60.
2.Вальцы но н. 1, отличающиес.ч тем, что привод валков каждой клети выполнен в виде шеетерни, находящейся в заценлении с одной шестерне, сидяи1ей на нриводном валу.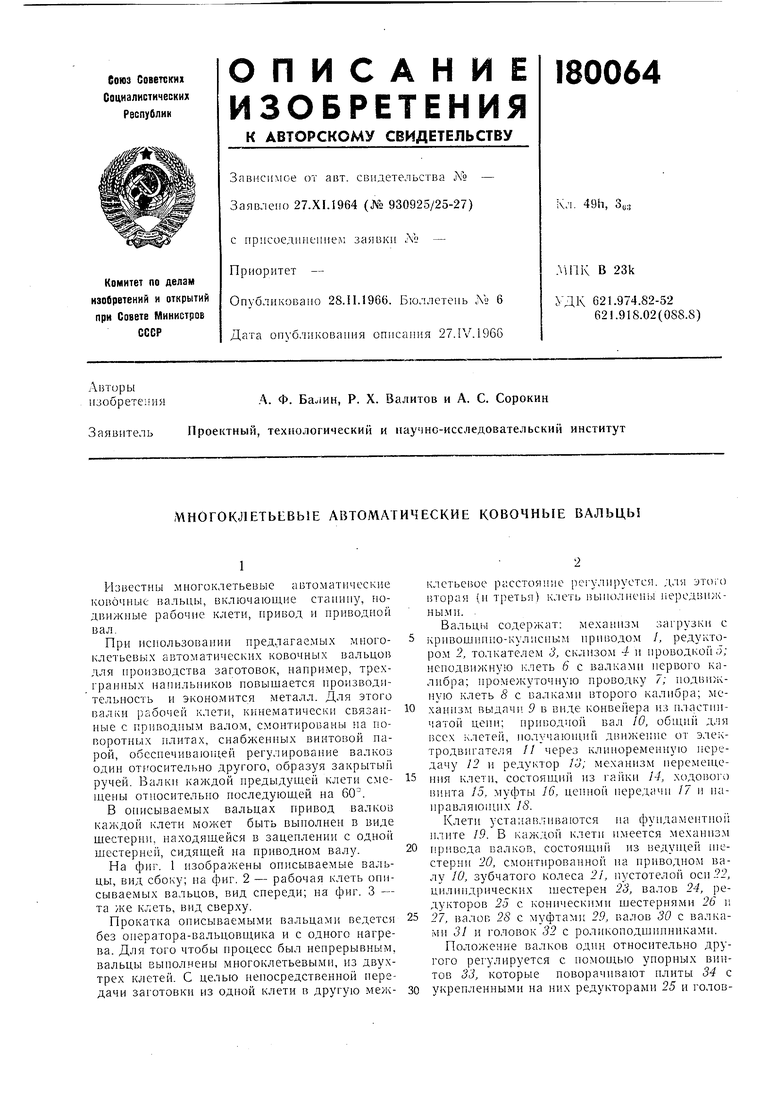
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ КРУГЛОГО ПРОФИЛЯ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1989 |
|
RU2062672C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАГОТОВОК ПРИ МИОГОНИТОЧНОЙ ПРОКАТКЕ | 1969 |
|
SU236403A1 |
| ПРОКАТНАЯ КЛЕТЬ И ОБОРУДОВАНИЕ ДЛЯ ПРОКАТКИ | 2013 |
|
RU2662754C2 |
| Вальцы ковочные автоматические | 1976 |
|
SU695750A1 |
| Манипулятор | 1989 |
|
SU1796335A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
-//
Ю 18
3
p. iJ J- I IC SsS/
4E5t Д M .TK.;..inn:-,.S/.i
2« 2/ 22
2
25 26 27
. 3
