Известны устройства для правки шлифовального круга алмазным карандашом, выполненные в виде шарнирно-рычажного механизма.
Предлагаемое устройство отличается от извсстных тем, что оно выполнено в виде шарнирного четырехзвенника, два кривошипа которого снабжены державками для алмазных карандашей. Одна нз неподвижных опор устройства выполнена установочно-неремеш,аемой вдоль стойки, наклоняемой во время наладкн на угол, определяемый параметрами поверхности заправляемого круга.
Такое выполнение устройства обеспечивает, правку периферийной части шлифовального круга но дугам двух несопрягаемых окружностей.
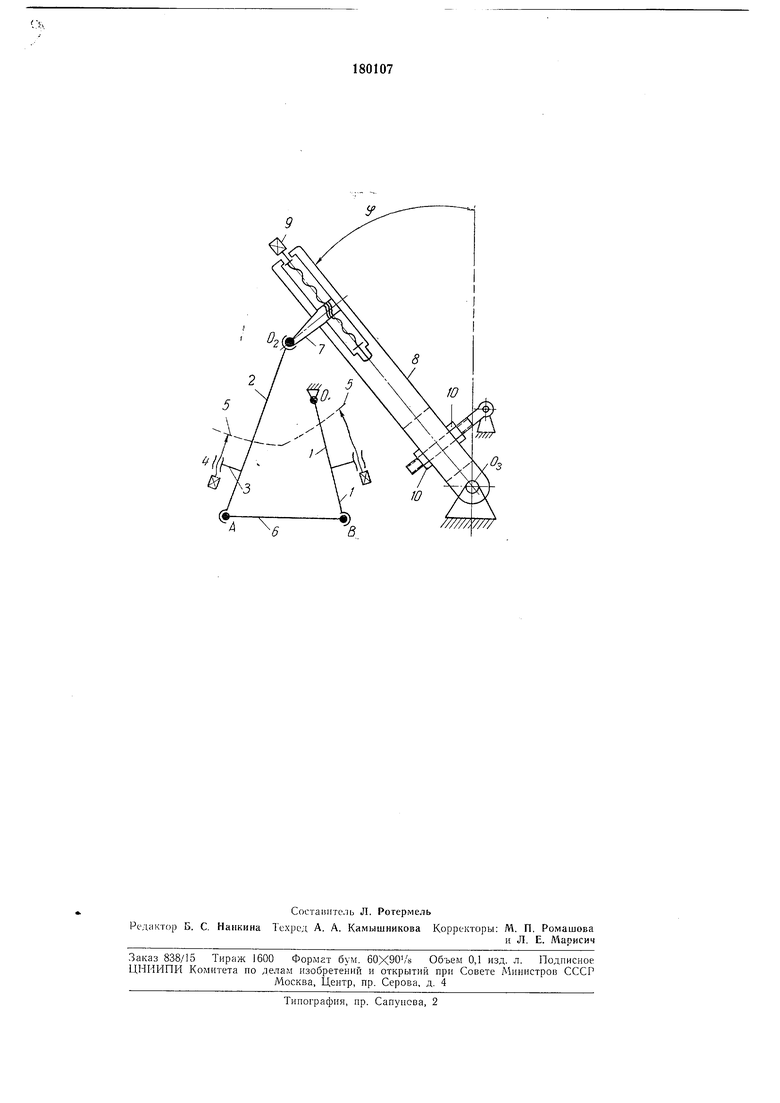
На чертеже нриведена кинематическая схема предлагаемого устройства.
Описываемое устройство для правки шлифовального круга предоставляет собой шарпнрный четырехзвенник, два крнвошипа 1 и 2 которого снабжены державками для алмазных карандашей. Державки выполнены в виде гаек 3, в которые ввинчено по винту 4. С помощью винтов регулируется положение вершины алмазов 5. Кривошипы шарннрио соединены шатуном 6 в точках /1 и В.
лельно самой себе в любое задапное положение благодаря передвижению гайкп 7, перемещаемой в пазу стойкп 8 винтом 9, и повороту стойки 8 относительно оси Оз.
Настройка устройства на заданный раднус кривизны сопрял енных участков щлифуемого профиля производится виптами 4, а заданное взаимное расположение центров радиусов крнвизпы сопряженных участков достигается перемещеиием оси 0 качания кривошипа 2. Для того, чтобы ось 0-2 заняла требуемое положение, необходимо стойку cS повернуть на соответствующий угол ф и закрепить гайками 10, а затем переместить виптом 9 гайку 7 на необходимое расстояние от осп Оз.
Предмет изобретения
Устройство для правкп щлифовального круга алмазными карандашами, выполненное в виде шарнирно-рычажного механизма, отличающееся тем, что, с целью обеспечения правки периферийной части щлифовального круга по дугам двух несопрягаемых окрун ностей, механизм вынолнеи в внде шарнирного четырехзвеиника, два крнвощипа которого снабжены державками для алмазных карандашей, а одна из неподвнл ных онор выполнена установочно-перемещаемой вдоль стойкп, наклоняемой во время наладки на угол, онределяемый нараметрами поверхности заправляемого круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU870098A1 |
| В. Д. ТОЛСТОЕ и А. Н. ВолгинСредневолжский станкостроительный завод | 1969 |
|
SU253617A1 |
| Устройство для шлифования колец | 1983 |
|
SU1093490A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1425062A1 |
| УСТРОЙСТВО для ПРАВКИ ТОРЦА ШЛИФОВАЛЬНОГО КРУГА | 1971 |
|
SU303170A1 |
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ по СОПРЯЖЕННЫМ ДУГАМ ОКРУЖНОСТЕЙ РАЗНЫХРАДИУСОВ | 1970 |
|
SU276766A1 |
| МЕХАНИЗМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU368998A1 |
| УСТРОЙСТВО для БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ НЕСИММЕТРИЧНЫХ БОЧКООБРАЗНЫХ РОЛИКОВ | 1968 |
|
SU210694A1 |