Изобретение относится к области восстановления изношенных деталей машин газотермическими способами с применением порошковых материалов.
Целью изобретения является расшире- ние эксплуатационных возможностей.
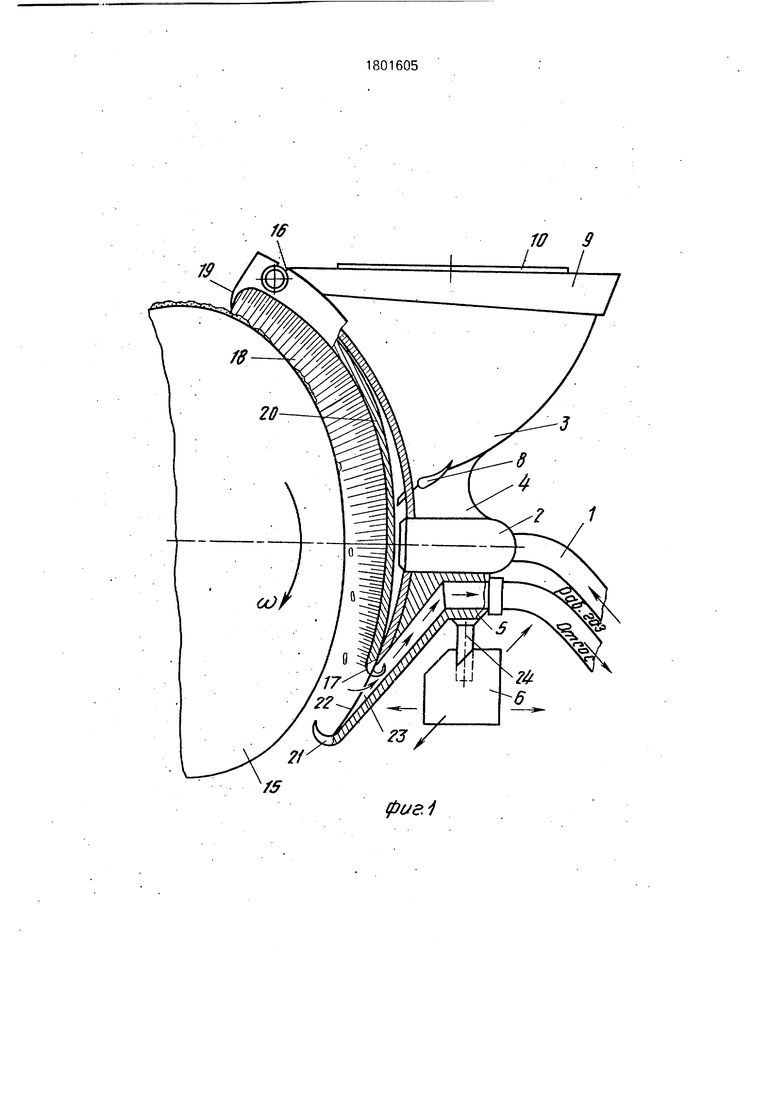
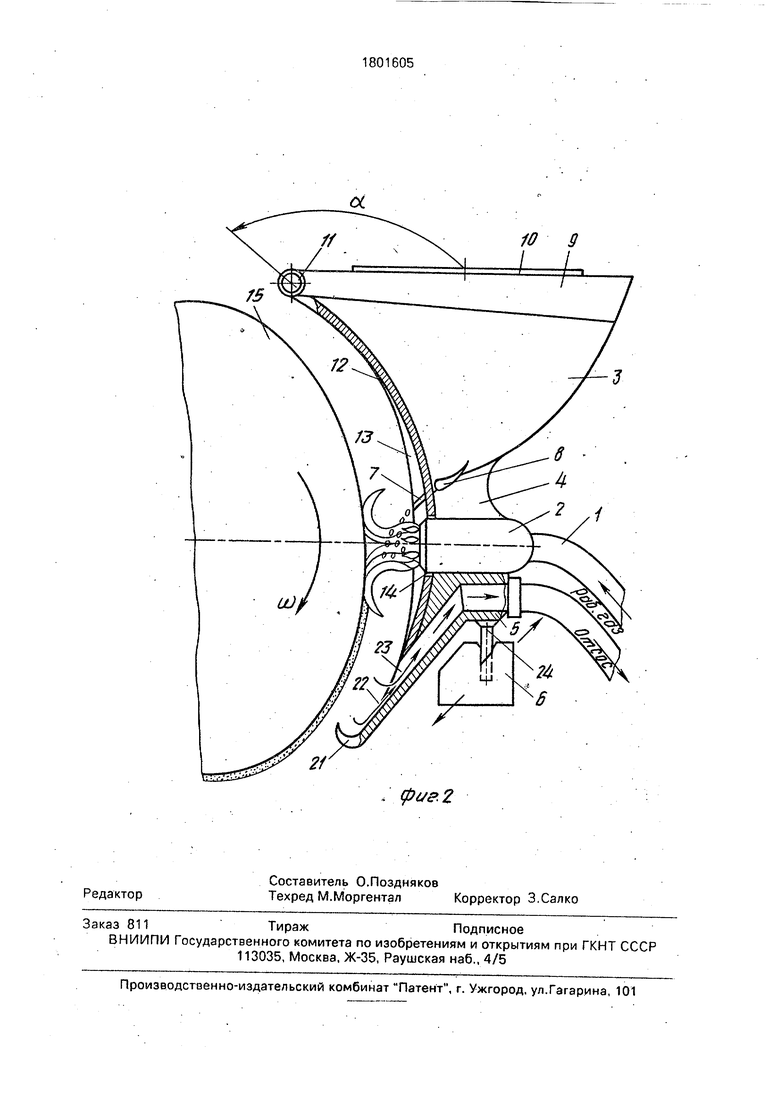
На фиг.1 изображено устройство при работе в режиме мехобработки изношенной поверхности детали; на фиг.2 - то же, в режиме нанесения покрытия со снятым модулем-щеткой.
Устройство содержит горелку 1 с многосопловым мундштуком 2, порошковый бункер 3, соединенный с мундштуком посредством кронштейна 4, имеющего узел 5 крепления горелки 1 к механизму б возвратно-поступательного перемещения. Бункер 3 снабжен каналом подачи 7 порошка в пламя газовой горелки с управлением посредством клапана 8, козырьком-крышкой 9 с встроенным светофильтром 10, установленного с возможностью поворота вокруг горизонтальной оси и закрепления под углом к горизонтали с применением фиксаторов 11.Стенка бункера 3 со стороны рабочей зоны нанесения покрытия, выполнены в виде вогнутого экрана 12 с выдавленной защитной полостью 13, имеющей отверстие 14 под мундштук 2.
К экрану 12 при работе в режиме механической обработки изношенной поверхности детали 15 шарнирно в верхней его кромке и в средней части посредством паза 16 и скобы-защелки 17 крепится модуль механической обработки в виде щетки 18 с загнутой в верхней части отбортовкой 19 основы 20.
На нижней кромке экрана 12 выполнен желоб-пылесборник 21, соединенный через отверстие-окно 22 с каналом отсоса 23 узла крепления 5. С механизмом 6 возвратно-поступательного перемещения узел 5 крепления горелки 1 соединяется штифтом 24. . Устройство работает следующим образом.
(Л
С
00
о
о о
СП
В соответствии с технологическим процессом нанесения покрытий из порошковых материалов устройство предварительно работает в режиме механической обработки изношенной поверхности детали, а затем - в режиме нанесения покрытия.
Для этого,при плотно закрытом бункере 3 козырьком-крышкой 9 к вогнутому экрану 12 посредством пазов 16, скобы-защелки 17 и фиксаторов 11 крепится основание 20 щетки 18. Сменяемые модули механической обработки в виде щеток 18, различные по диаметру используемой проволоки, способу заделки и типу ворса, длине выступающей части ворса, ширине и плотности рабочей части его, выбираются в зависимости от предписываемого техпроцессом операции воздействия.
Например, щетки с ворсом из гофрированной проволоки, применяют для зачистки поверхности, снятия заусенцев и округления острых кромок детали (при острых кромках может произойти скол покрытия), а щетки из стальной пружинной проволоки; свитой прядями наносит приемлемую для практики шероховатость поверхности (особенно это важно при газопламенном напы- лении покрытий без последующего оплавления).
Устройство с закрепленной щеткой 18 посредством штифта 24 закрепляют в механизм 6 возвратно-поступательного перемещения.
Деталь 15, установленную в центрах станка приводят во вращение, а щетку 18 за счет поперечной передачи приводят в соприкосновение с изношенной поверхностью детали силой прижатия в пределах 50-80 Н и производят операцию зачистки. После очистки поверхности от фрагментов коррозии, окисления, и др. загрязнений другой сменной щеткой с коротким ворсом производят нанесение необходимой шероховатости и притупление острых кромок. При операциях предварительной механической обработки очистки и нанесения шероховатости активно работает канал 23, отсасывающий пылевидные фрагменты и частицы через отверстие-окно 22 собираемых желобом-пылесборником 21.
В режиме нанесения покрытия из порошковых материалов с устройства снимают щетку 18, засыпают порошок в бункер 3, предварительно подняв козырек-крышку 9 на угол, характеризующий наилучший обзор сварщику технологического процесса через окно-светофильтр 10. Включают устройство нанесения, заключающееся в поджоге горючей смеси, включении местной вытяжки, и подаче порошкового материала в факел пламени при помощи нажатия на клапан 8, и на поверхности вращающейся детали получают покрытие необходимой толщины, компенсирующее износ с учетом припуска на последующую его обработку. Просыпающиеся порошкрвые частицы собираются же- лобом-пылесборником 21 и за счет
разряжения у отверстия-окна 22 по каналу 23 выводятся наружу в циклон. Образующаяся сварочно-наплавочная аэрозоль также удаляется по этому каналу, при этом необходимые условия -в соответствии с правилами техники производственной санитарии и безопасности на рабочем месте полностью обеспечиваются. Постоянно работающий канал отсоса 23,пронизывающий узел крепления 5 горелки 1 под мундштуком параллельно его оси, кронштейн 4, экран 12 надежно отводят и рассеивают тепло, выделяемое мундштуком мощно горелки, исключая обратные удары и хлопки, что также повышает безопасность работы (особенно
при оплавлении толстых покрытий на деталях больших диаметров), увеличивает долговечность работы, понижает износ наплавочного оборудования.
Необходимо отметить, что при работе с
щеткой по обработке поверхности деталей отбортовка-кромка 19 выполняет полезную роль ограничивателя истирания и смятия ворса, что увеличивает долговечность использования щеток.
-Фо рмула. изобрете.ния
Устройство для нанесения покрытий из порошковых материалов, содержащее горелку с мундштуком и порошковым бункером, соединенными между собой
посредством кронштейна, имеющего узел крепления горелки к механизму ее перемещения, причем бункер снабжен козырьком-крышкой со встроенным окном-светофильтром, установленным с
возможностью поворота вокруг горизонтальной оси. а стенка бункера со стороны рабочей зоны нанесения покрытий выполнена в виде вогнутого экрана с отверстием в нижней части для размещения мундштука,
отличающее с и тем, что, с целью расширения эксплуатационных возможностей, оно снабжено шарнирно закрепленной на верхней кромке экрана щеткой, эквидистантной профилю экрана с фиксаторами ее рабочего положения, а на нижней кромке экрана выполнен желоб-пылесбор- ник с каналом отсоса, пронизывающим узел крепления горелки под мундштуком.
fiue.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий | 1991 |
|
SU1808398A1 |
| Устройство для газопламенного нанесения покрытий из порошковых материалов | 1989 |
|
SU1740080A1 |
| Способ восстановления стальных и чугунных корпусных деталей газотермическим плакированием с прямым осаждением самофлюсующегося порошкового материала | 2024 |
|
RU2830001C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
| Устройство для газопламенного нанесения покрытий из порошковых материалов | 1989 |
|
SU1685545A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1780957A1 |
| Устройство для нанесения покрытий | 1988 |
|
SU1692666A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1812025A1 |
| Устройство для нанесения покрытий из порошковых материалов | 1990 |
|
SU1780954A1 |
| Способ нанесения газотермических покрытий на детали машин | 1988 |
|
SU1638198A1 |
Использование: изобретение относится к восстановлению изношенных деталей машин газотермическими способами с применением порошковых материалов и может быть использовано для расширения эксплуатационных возможностей горелки. Сущность изобретения: устройство снабжено шарнирно закрепленной на верхней кромке экрана щеткой, эквидистантной профилю экрана, фиксаторами рабочего положения. На нижней кромке экрана выполнен желоб - пылесборник с каналом отсоса, пронизы-. вающим узел крепления горелки под мундштуком. 2 ил.
| Устройство для газопламенного нанесения покрытий из порошковых материалов | 1987 |
|
SU1470347A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для газопламенного нанесения покрытий из порошковых материалов | 1989 |
|
SU1740080A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
