1
(21)4470005/05 (22)01.08.88 (46)23.11.91. Бюл. №43
(71)Всесоюзное научно-производственное объединение восстановления деталей
(72)В.А.Ульянов и Н.И.Копытина (53) 678.056 (088.8)
(56) Ульянов В.А., Пиманов Г,П. Рекомендации по применению отечественного и зарубежного оборудования для газоплазменного нанесения порошковых материалов при восстановлении деталей машин. - М.: ГОСНИТИ, 1986, с. 47.
(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ
(57) Изобретение относится к устройствам для нанесения покрытий из порошковых материалов на поверхности различных деталей. Цель изобретения - повышение производительности труда и эффективности нанесения. Для этого в устройстве для нанесения покрытий бункер установлен с возможностью вращения вокруг горизонтальной оси симметрии, перпендикулярной оси мундштука, и разделен на секции перегородками, проходящими через ось его вращения, и снабжен фиксаторами рабочего положения выходного отверстия.6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий | 1991 |
|
SU1808398A1 |
| Устройство для нанесения покрытий из порошковых материалов | 1990 |
|
SU1780954A1 |
| Устройство для газопламенного нанесения покрытий из порошковых материалов | 1989 |
|
SU1740080A1 |
| Горелка для нанесения покрытий из порошковых материалов | 1983 |
|
SU1127637A1 |
| Горелка для нанесения покрытий из порошковых материалов | 1980 |
|
SU956039A1 |
| Горелка для нанесения покрытий из порошковых материалов | 1977 |
|
SU665950A2 |
| Устройство для нанесения покрытий из порошковых материалов | 1991 |
|
SU1801605A1 |
| Способ восстановления изношенных поверхностей тел вращения с отверстиями | 1991 |
|
SU1773659A1 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 1992 |
|
RU2031740C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ КАТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ПУТИ БЕЗ ЕГО СНЯТИЯ С ПОЛОТНА | 2009 |
|
RU2421309C1 |
Изобретение относится к устройствам для нанесения покрытий из порошковых материалов на металлические и неметаллические поверхности деталей.
Цель изобретения - повышение производительности труда и эффективности нанесения.
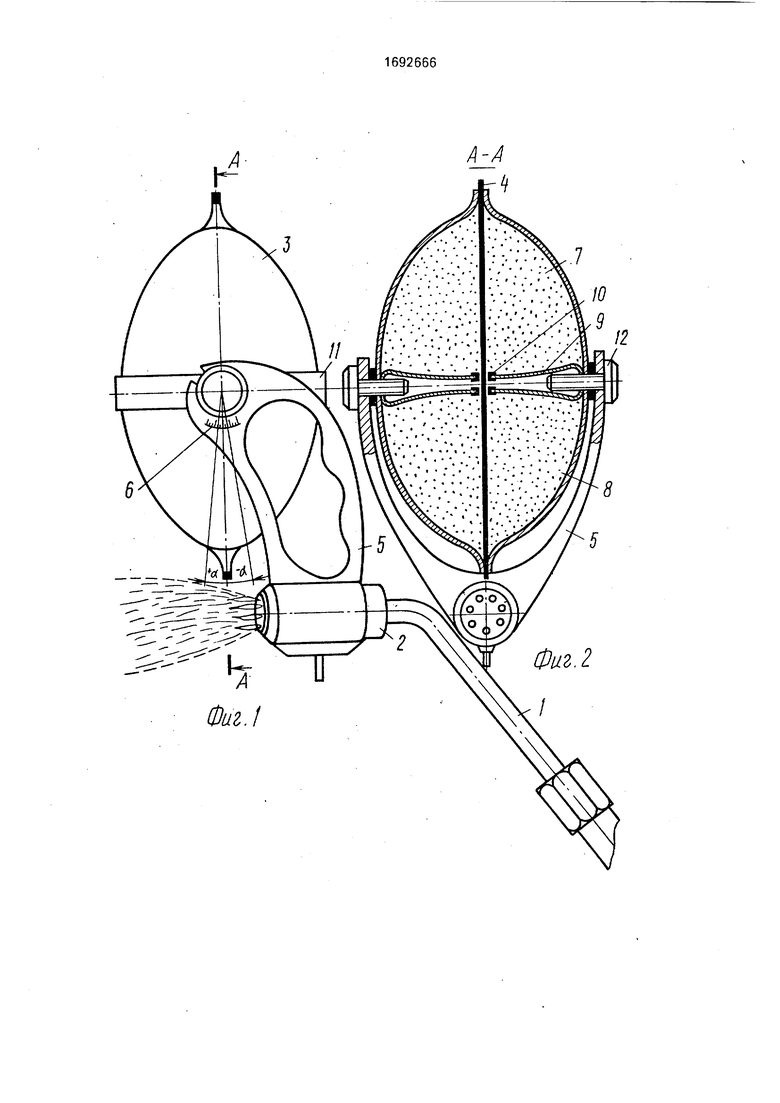
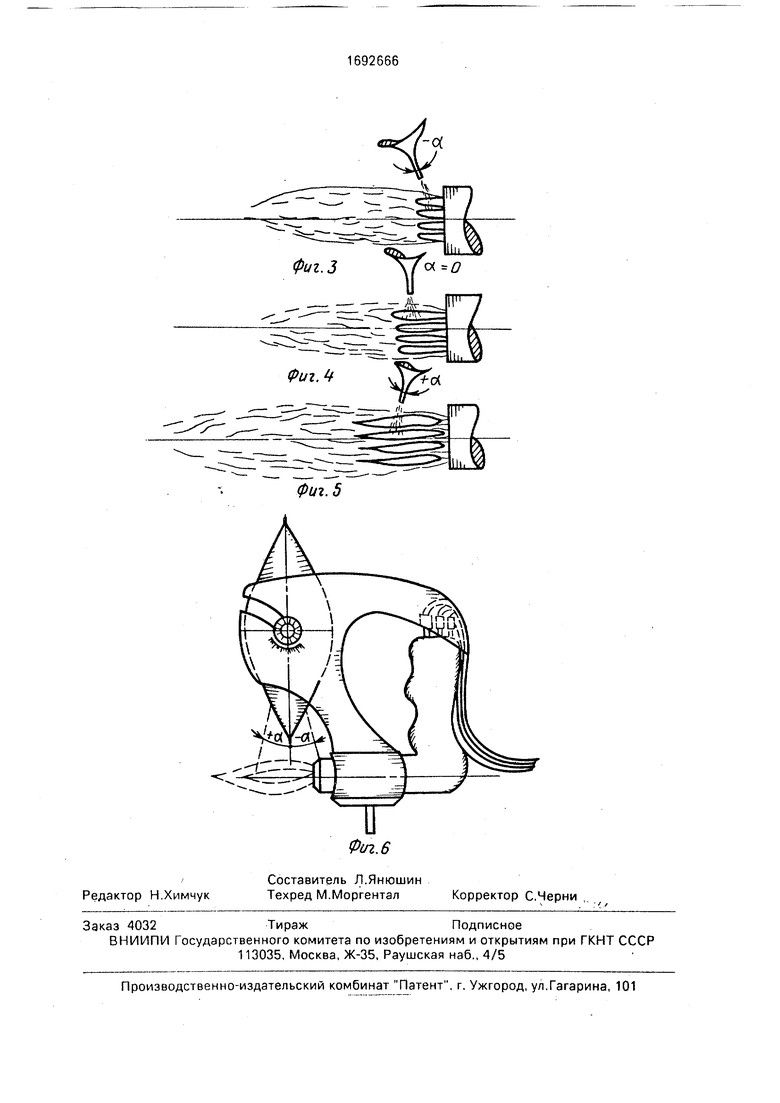
На фиг.1 представлено устройство на основе сварочной горелки, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - положение оси бункера при вводе частиц порошка в окислительное пламя; на фиг.4 - тоже, при вводе частиц порошка в нормальное пламя; на фиг.5 - то же, при вводе частиц порошка в науглероживающее пламя; на фиг.б - устройство на основе горелки с пистолетной рукояткой, общий вид.
Устройство для нанесения покрытий содержит горелку 1 с многосопловым мундштуком 2, порошковый бункер 3, снабженный
сл
с
запорным элементом 4 и закрепленный посредством кронштейна 5 на мундштуке 2. Кронштейн 5 имеет прорезь (не показана) для сьема и установки бункера 3 и шкалу 6 отсчета углов О. положения выходного отверстия бункера, проходящего по оси бункера. Порошковый бункер 3 разделен на секции 7 и 8 перегородкой 9 с направляющей втулкой 1, посередине перегородки, через которую проходит с небольшим натягом запорный элемент 4. Секции 7 и 8 бункера 3 вставляются с натягом в обойму 11, а сам бункер снабжен фиксаторами 12, обеспечивающими необходимое положение выходного отверстия в зависимости от выбранной структуры ацетилено-кислородного пламени.
О
ю к о о о
Устройство работает следующим образом.
Секции 7 и 8 порошкового бункера 3 заполняют различными марками порошков, например секцию 7 - порошком основного слоя ПГ-19М-01 и ПГ-19Н-01, а секцию 8 - порошком подслоя ПТ-НА-01. Затем вращают бункер 3 так, чтобы секции 8 с порошком подслоя оказались внизу и ось бункера, а значит, и рабочее положение выходного отверстия соответствовали углу а - О (фиг.4).
Затем поджигают горючую смесь, устанавливают соответствующее оптимальное для марки порошка ПТ-НА-01 нормальное пламя и постепенно вытягивают запорный элемент 4, обеспечивая через нижнее выходное отверстие подачу порошка в зону наиболее высокой температуры,
За один проход горелки наносят на изношенную поверхность детали тонкий слой порошкового покрытия толщиной 0,15-0,2 мм, играющий роль подслоя для последующего нанесения основных слоев. Возвратно-поступательным движением запорного элемента 4 бункера 3 перекрывают выходное отверстие подачи порошка и вращают бункер 3 так, чтобы секция 7 с порошком ПГ-19М-01 оказалась внизу и выходное отверстие приняло рабочее положение, соответствующее углу отсчета + а. шкалы 6 (фиг.5). Регулировкой вентилей сварочной горелки 1 изменяют структуру пламени на науглероживающее оптимальное для порошка ПГ-19М-01, и вытягивают запорный элемент 4, осуществляя подачу частиц в зону наиболее высокой температуры. Горелкой наносится за несколько проходов
покрытие необходимой толщины, равной номинальному размеру плюс припуск на механическую обработку.
При нанесении покрытий основного слоя вместо порошка ПГ-19М-01, порошка
ПГ-19Н-01 используют окислительное пламя и рабочее положение выходного отверстия под углом - а шкалы 6 отсчета, фиксируемое ручками 12. При другой структуре пламени адгезия образующегося покрытия
с поверхностью детали уменьшается на 20- 25%, что может привести к отслаиванию.
Формула изобретения Устройство для нанесения покрытий,
содержащее горелку с многосопловым мундштуком и бункер, снабженный запорным элементом и закрепленный посредством кронштейна на стволе горелки, отличающееся тем, что, с целью увеличения
производительности труда и эффективности нанесения, бункер установлен с возможностью вращения вокруг горизонтальной оси симметрии, перпендикулярной оси мундштука, и разделен на секции перегородками, проходящими через ось его вращения, и снабжен фиксаторами рабочего положения выходного отверстия.
,у//
оо ТГ ГШ
Фиг. 5
