Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству и может быть использовано при прошивке квадратной заготовки на пресс-валковом стане.
Целью изобретения является повышение точности геометрических размеров прошиваемого стакана.
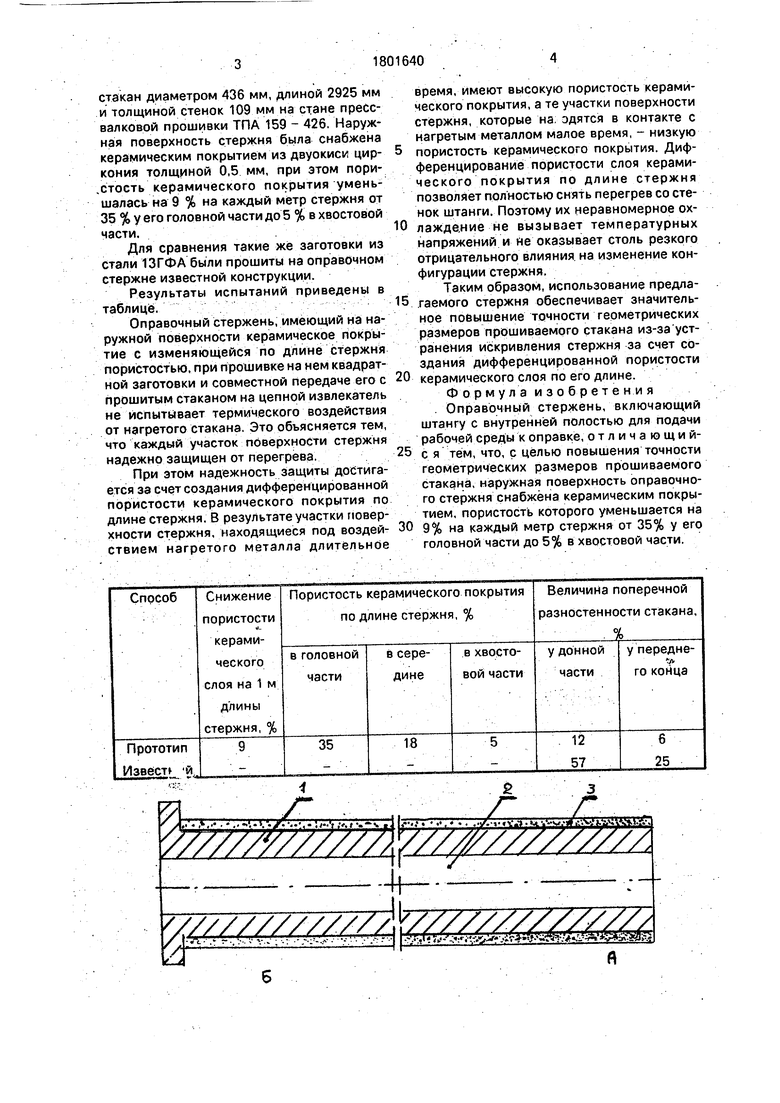
На чертеже приведена схема предлагаемого справочного стержня.
Справочный стержень содержит штангу 1 с внутренней полостью 2 и керамическим слоем 3 на наружной поверхности штанги, пористость которого уменьшается на 9 % на каждый метр стержня от 35 % у его головной (А) части до 5 % в хвостовой (В) части.
Справочный стержень работает следующим образом. Нагретая квадратная заготовка деформируется в образованном двумя ручьевыми валками калибре на оправке с приложением осевого усилия к заднему торцу заготовки. Оправка закреплена на штанге 1, в процессе прошивки для охлаждения штанги и оправки во внутреннюю полость штанги 2 подается охлаждающая жидкость, однако при длительном нахождении стержня в стакане этого недостаточно. Стержень с оправкой, находящийся в полости, нагретой до температуры 1200 - 1240°С. разогревается, для уменьшения нагрева на поверхность стержня наносится керамическое покрытие 3 с дифференцированной пористостью по длине. Такое покрытие позволяет предотвратить возникновение термических напряжений искривляющих стержень.
Предлагаемый стержень диаметром 215 лмм. длиной 3800 мм был опробован при прошивке квадратной заготовки сечением 360 х 360 мм и Длиной 2500 мм из стали 13ГФА в
оо
О
сЈ
4 О
стакан диаметром 436 мм, длиной 2925 мм и толщиной стенок 109.мм на стане пресс- валковой прошивки ТПА 159 - 426. Наружная поверхность стержня была снабжена керамическим покрытием из двуокиси циркония толщиной 0,5 мм, при этом пори- .стость керамического покрытия уменьшалась на 9 % на каждый метр стержня от 35 % у его головной части до 5 % в хвостовой части..
Для сравнения такие же заготовки из стали 13ГФА были прошиты на справочном стержне известной конструкции.
Результаты испытаний приведены в таблице.
Справочный стержень, имеющий на наружной поверхности керамическое покрытие с изменяющейся по длине стержня пористостью, при прошивке на нем квадратной заготовки и совместной передаче его с прошитым стаканом на цепной извлекатель не испытывает термического воздействия от нагретого стакана. Это объясняется тем, что каждый участок поверхности стержня надежно защищен от перегрева.
При этом надежность защиты достигается за счет создания дифференцированной пористости керамического покрытия по длине стержня. В результате участки поверхности стержня, находящиеся под воздействием нагретого металла длительное
время, имеют высокую пористость керамического покрытия, а те участки поверхности стержня, которые на; эдятся в контакте с нагретым металлом малое время, - низкую
пористость керамического покрытия. Дифференцирование пористости слоя керамического покрытия по длине стержня позволяет полностью снять перегрев со стенок штанги. Поэтому их неравномерное охлажде.ние не вызывает температурных напряжений и не оказывает столь резкого отрицательного влияния на изменение конфигурации стержня.
Таким образом, использование предлагаемого стержня обеспечивает значительное повышение точности геометрических размеров прошиваемого стакана из-за устранения искривления стержня за счет создания дифференцированной пористости
керамического слоя по его длине.
Формул а и зобретени я . Справочный стержень, включающий штангу с внутренней полостью для подачи рабочей среды к оправке, отличающийс я тем, что с Целью повышения точности геометрических размеров прошиваемого стакана, наружная поверхность справочного стержня снабжена керамическим покрытием, пористость которого уменьшается на
9% на каждый метр стержня от 35% у его головной части до 5% в хвостовой части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2527582C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК | 1994 |
|
RU2065788C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2380179C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Способ прессвалковой прошивки | 1991 |
|
SU1821251A1 |
Использование: при прошивке квадратной заготовки на пресс-валковом стане. На наружной поверхности справочного стержня, выполненного в виде штанги с внутренней полостью, нанесено керамическое покрытие, пористость которого уменьшается на 9 % на каждый метр стержня; от 35 % у его головной части до 5 % в хвостовой части. 1 ил., 1 табл.
| Составной оправочный стержень трубопрокатного стана | 1972 |
|
SU437544A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Оправочный стержень трубопрокатного стана | 1976 |
|
SU644567A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
