- Изобретение относится к обработке металлов давлением, а именно к технологической оснастке для холодной листовой штамповки.
Целью изобретения является повышение точности изделий, упрощение конструкции, повышение надежности работы штампа.
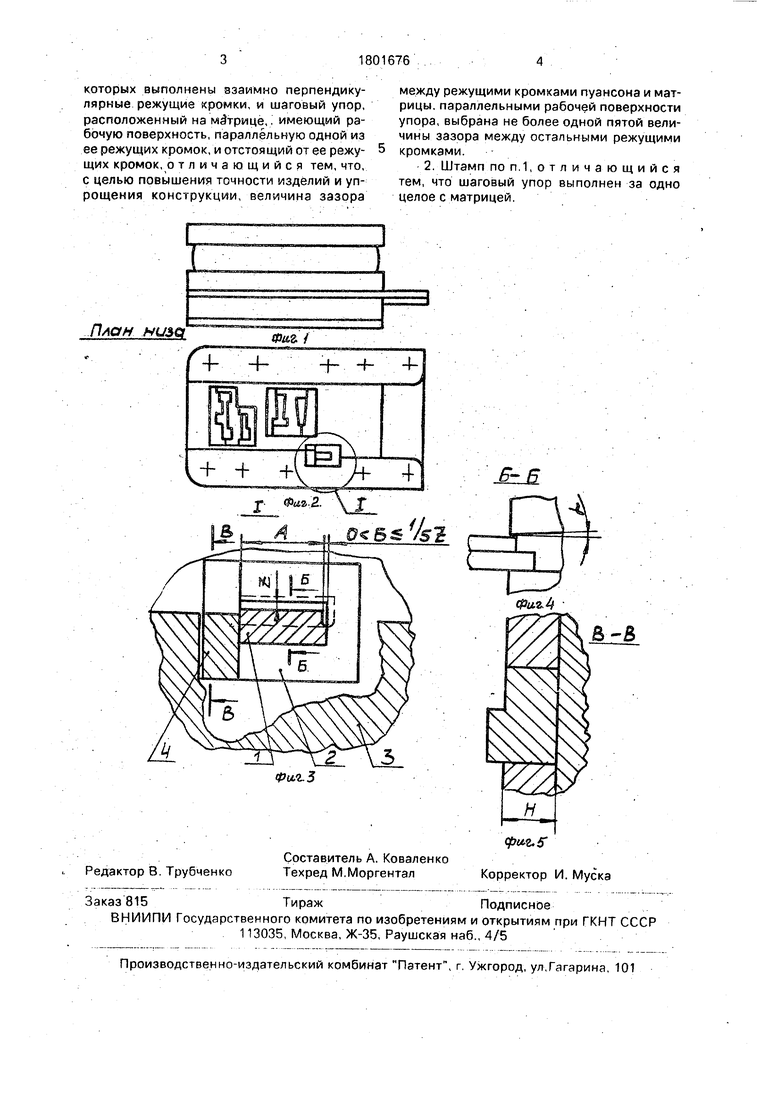
На фиг. 1-3 изображен разрез штампа для обработки кромки полосового материала по плоскости штампуемого материала в зоне пуансона-шагового ножа.
Штамп содержит шаговый нож 1 с размером шага подачи А и выступом Б, равным 1 /5 величины зазора между остальными режущими кромками, режущую вставку матрицы 2, направляющую планку 3 и упор шаговый 4, являющейся продолжением вставки матрицы.
Работает штамп следующим образом.
Штампуемый материал подают до шагового упора 4 им при движении ползуна пресса вниз, шаговым ножом 1 вырубают отход, пари этом размер вырубаемого отхода равен размеру А шагового ножа. Точность подачи зависит только от точности исполнения
размера А, точность шага подачи не нарушается при длительной эксплуатации и переточках штампа.
Использование предлагаемого штампа для обработки кромки полосового материала обеспечивает, по сравнению с существующими штампами, следующие преимущества:
- повышение точность шага подачи;
- сокращаются ручные операции по установке правильного расположения ножа относительного матрицы;
- позволяет надежно производить качественное изготовление деталей из тонколистовых упругих материалов, предотвращая выброс отхода от шагового ножа на зеркало матрицы;
- экономится предложенного штампа для обработки кромки полосового материала произведены более чем на 30 штампах, точность аналогами повысилась не менее чем в 2 раза и достигает 0,007 мм на шаге. Формула изобретения 1. Штамп для обработки кромки полосового материала, содержащий пуансон и матрицу с рабочими торцами, на каждом из.
С
со
о
х|
ON
которых выполнены взаимно перпендикулярные режущие кромки, и шаговый упор, расположенный на матрице,, имеющий рабочую поверхность, параллельную одной из ее режущих кромок, и отстоящий от ее режущих кромок, о тличающийся тем, что, с целью повышения точности изделий и упрощения конструкции, величина зазора
между режущими кромками пуансона и матрицы, параллельными рабочей поверхности упора, выбрана не более одной пятой величины зазора между остальными режущими кромками.
2. Штамп по п.1,отличающийся тем, что шаговый упор выполнен за одно целое с матрицей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1979 |
|
SU837489A1 |
| Штамп последовательного действия | 1978 |
|
SU780934A2 |
| Устройство для обрезки боковых кромок полосового материала | 1986 |
|
SU1333452A1 |
| ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ В ПОЛОСОВЫХ ЗАГОТОВКАХ | 2002 |
|
RU2217298C1 |
| Устройство для обрезки кромок полосового материала к штампу последовательного действия | 1988 |
|
SU1660801A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ МНОГОРЯДНОЙ ВЫРУБКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208494C2 |
| Штамп для обработки полосового материала | 1978 |
|
SU721181A1 |
| РУЧНОЙ ШТАМП ДЛЯ ОТРЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 2002 |
|
RU2217270C1 |
| Штамп последовательного действия | 1988 |
|
SU1581423A1 |
| Штамп для пробивки отверстий | 1976 |
|
SU704699A1 |
Использование: при обработке полосового материала. Сущность изобретения: штамп содержит шаговый нож и матрицу со вставкой и шаговый упор. Величина зазора между режущими кромками ножа и матрицы, параллельными рабочей поверхности упора, выбрана не более одной пятой величины зазора между остальными режущими кромками. 1 з.п.ф-лы, 5 ил.
План А/ШОГ
Фи& 1
| Штамп для обработки кромки полосового материала | 1987 |
|
SU1579608A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
