Изобретение относится к обработке металлов давлением, в частности к штампам для листовой штамповки.
Цель изобретения - повышение качества деталей.
На фиг. 1 изображен штамп, общий вид, разрез; на фиг. 2 - нижняя плита штампа, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 и 6 - последовательность технологических переходов.
Штамп содержит верхнюю 1 и нижнюю 2 плиты, связанные направляющими колонками 3 На плите 1 закреплен пуансонодер- жатель 4 с пуансонами 5 и 6 для пробивки, пуансоном 7 для вырубки первой детали, прижимы 8 с упругими элементами 9, пуансонами 10 для отрезки заготовки второй детали и боковых кромок отхода от первой, ловитель 11 с пружинами 12, частями 13 пуансона для вырубки криволинейного контура второй детали и шаговым ножом 14. На плите 2 закреплены матрицы 15, направляющие линейки 16 и 17, съемник 18с упором 19.
На пуансонах 10 выполнены выборки 20, а на частях 13 - фаски 21. Рабочие торцы пуансонов 10 расположены ниже рабочих торцов частей 13.
Штамп работает следующим образом.
Полосу 22 подают в штамп. Сначала пуансоны 5 и 6 пробивают отверстия, затем пуансон 7 вырубает первую деталь 23 по всему контуру, и при этом образуется часть контура второй детали 24. При подаче на очередной шаг часть полосы 22 с недовы- рубленной деталью 24 попадает на рабочую позицию, где сначала происходит отрезка заготовки детали 24 пуансонами 10, выравнивание ее на позиции ловителем 11 и вырубка криволинейного контура детали 24 частями 13.
При этом выборки 20 на пуансонах 10 исключают контакт отрезанной заготовки с ними при ее центрации, а фаски 21 изгибают отход при вырубке частями 13, обеспечивая его свободное удаление через провальное отверстие матрицы 15.
Внедрение изобретения позволит повысить качество деталей за счет обеспечения правильности контура второй детали. Формула изобретения 1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами,
содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, отличающийся тем, что, с целью повышения качеств деталей,
штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между пуансонами и матрицами для вырубки первой и второй деталей, и ловителем отрезанной заготовки на рабочей позиции, и рабочие торцы пуансонов для отрезм расположены ближе к зеркалу матриц, чем рабочие торцы пуансона для вырубки второй детали.
2. Штамп по п. 1, отличающийся тем, что пуансон для вырубки криволинейного контура выполнен из двух частей, имеющих каждая вогнутую режущую кромку.
3.Штамп по пп, 1 и 2, о т л и ч а ю щ и й- с я тем, что, с целью исключения контакта
отрезанной заготовки с пуансонами для отрезки при центрировании на рабочей позиции, каждый пуансон для отрезки выполнен с выборкой со стороны, обращенной к пуансону для вырубки криволинейного контура, и участки, ограничивающие выборку, расположены по разные стороны от рабочего торца пуансона для вырубки криволинейного контура в направлении, параллельном оси
давления штампа.
4.Штамп по пп. 1 и 2, о т л и ч а ю щ и й- с я тем, что, с целью исключения заклинивания отхода в провальном отверстии, каждая часть пуансона для вырубки
криволинейного контура выполнена с фаской на кромке, обращенной к пуансону для отрезки.
г
LL
JJ
19
LI
Б
Ч У
Фиг. 2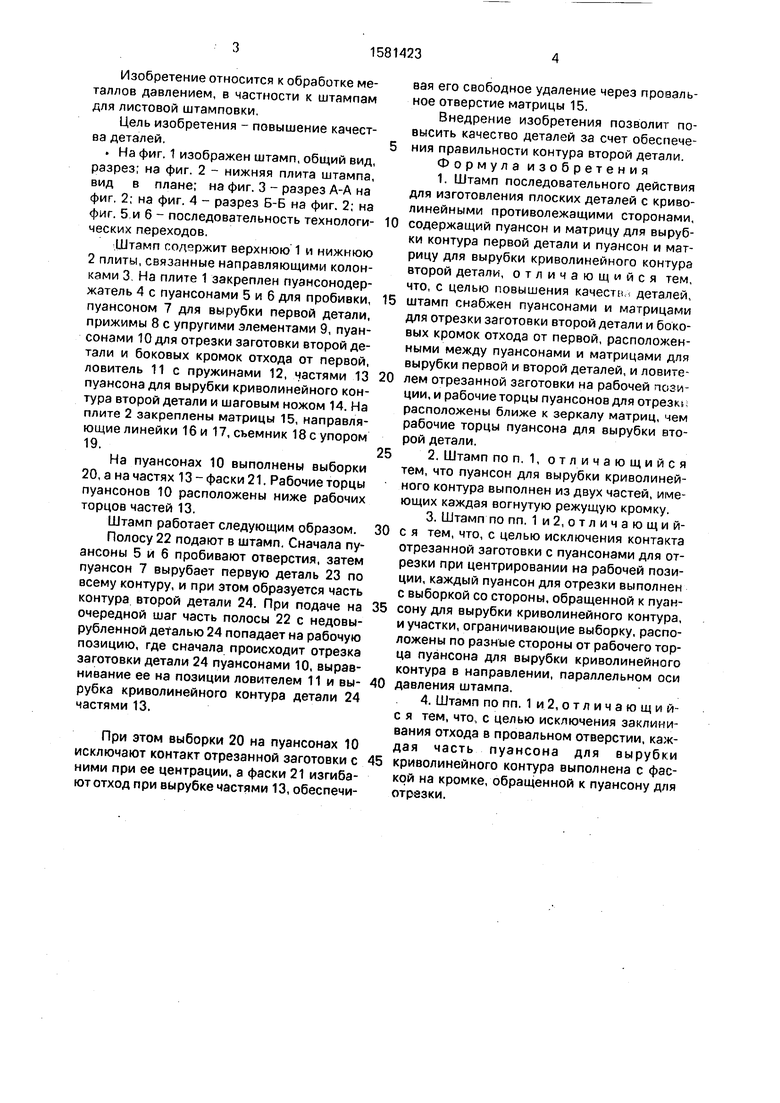
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Штамп для обработки листового материала | 1987 |
|
SU1416236A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1975 |
|
SU556923A1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп для изготовления деталей из полосы с отрезкой ее переднего конца | 1976 |
|
SU578142A1 |
| Штамп совмещенного действия | 1987 |
|
SU1459770A1 |
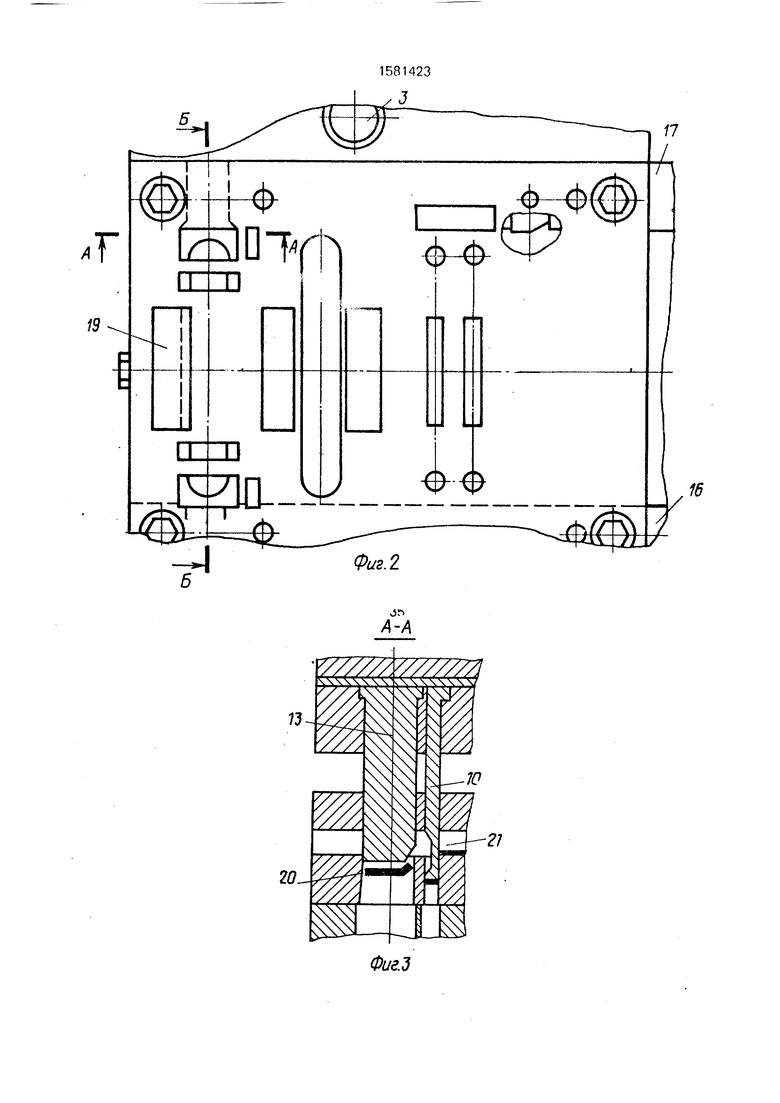

Изобретение относится к обработке металлов давлением, в частности к штампам для листовой штамповки. Цель изобретения - повышение качества деталей. Штамп содержит пуансоны (П) 7 для вырубки полного контура одной детали (Д) 23 П для отрезки заготовки другой Д 24 П для вырубки ее криволинейного контура. Указанным П соответствуют рабочие отверстия в матрице 15. На позиции вырубки криволинейного контура Д 24 установлен ловитель 11. На П для отрезки выполнены выборки, а П для вырубки криволинейного контура выполнен из двух частей. Каждая часть имеет фаску на одной из участков режущей кромки. Сначала П 7 вырубает полный контур Д 23 и часть контура другой. Затем соответствующие П отрезают заготовку с частью контура Д 14. Ловитель 11 устанавливает ее на рабочей позиции. Соответствующие части П вырубают оставшуюся криволинейную часть контура Д 24. 3 з.п. ф-лы. 6 ил.
77/ 7/7/77771
УЧЧЧЧУУЧ чХЧЧУЧХЧ Ч/
Фие.З
1581423
5-6
ФигМ
Фив. 5
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| - М.: Машиностроение, 1972, с | |||
| Водяной двигатель | 1921 |
|
SU325A1 |
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
