Изобретение относится к машиностроению, в частности к автоматизации технологических процессов и может Выть использовано в роботизированных комплексах.. .
Цель изобретения - расширение технологических возможностей путем выдачи плоских несимметричных заготовок и повышение производительности за счет сортирования заготовок без остановки общего потока движущихся по лотку вибробункера заготовок.
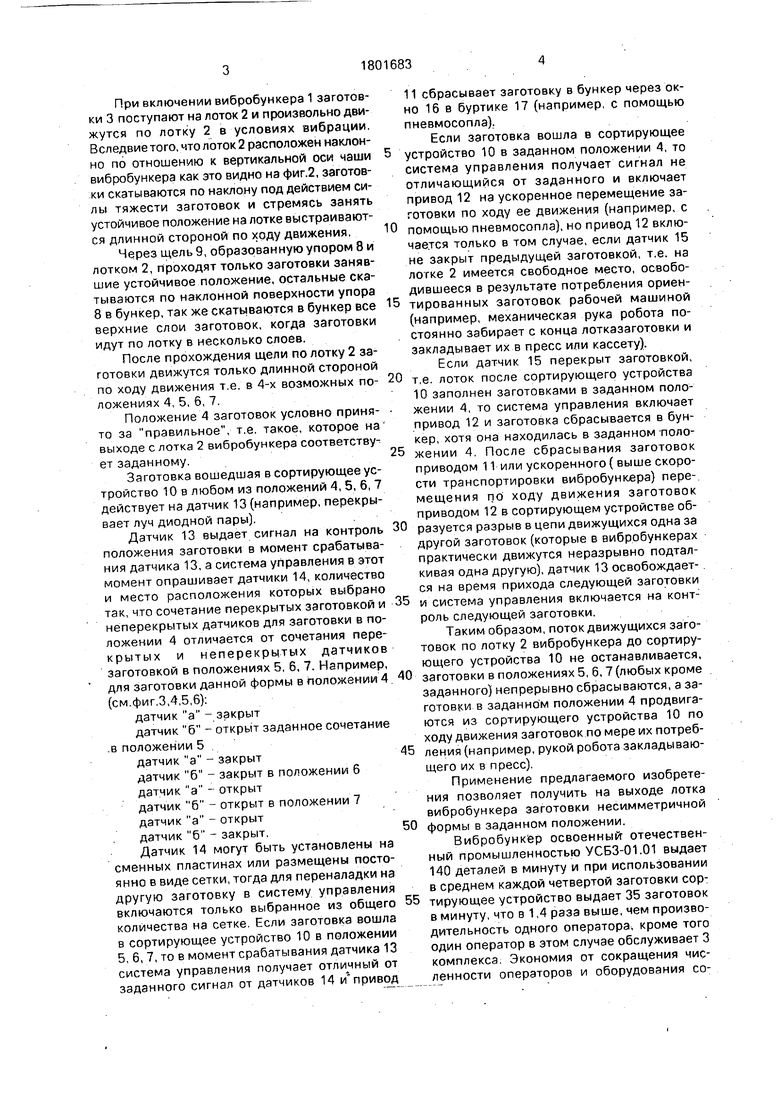
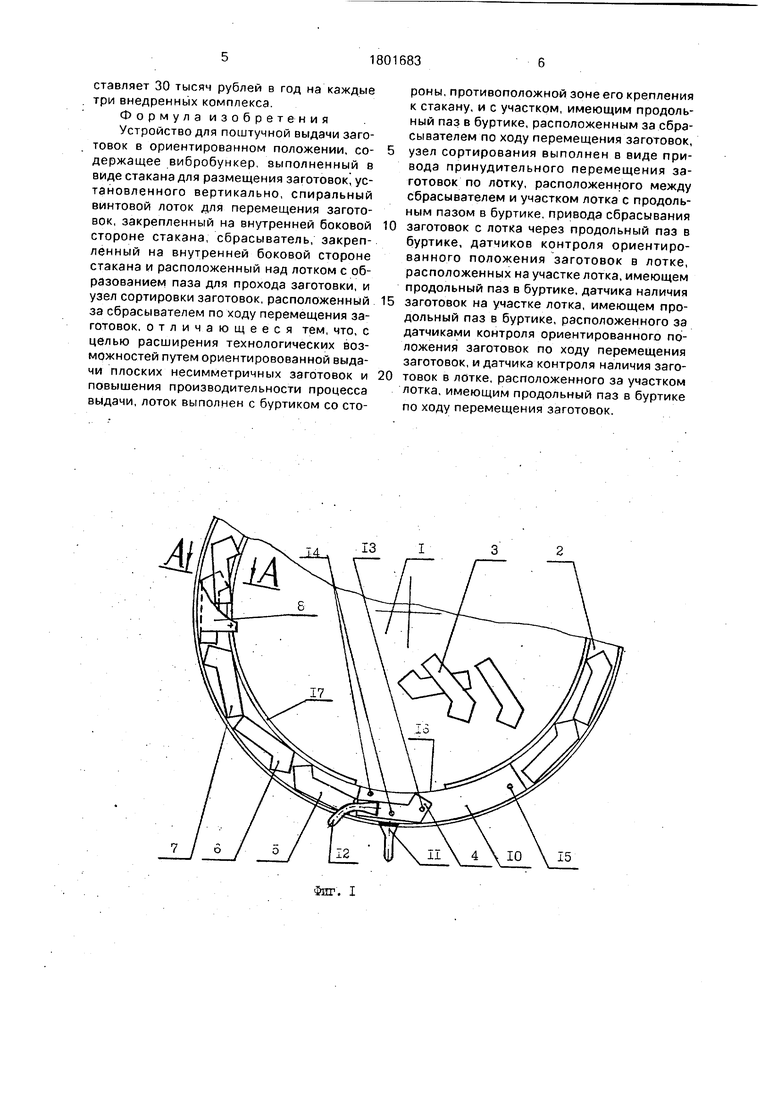
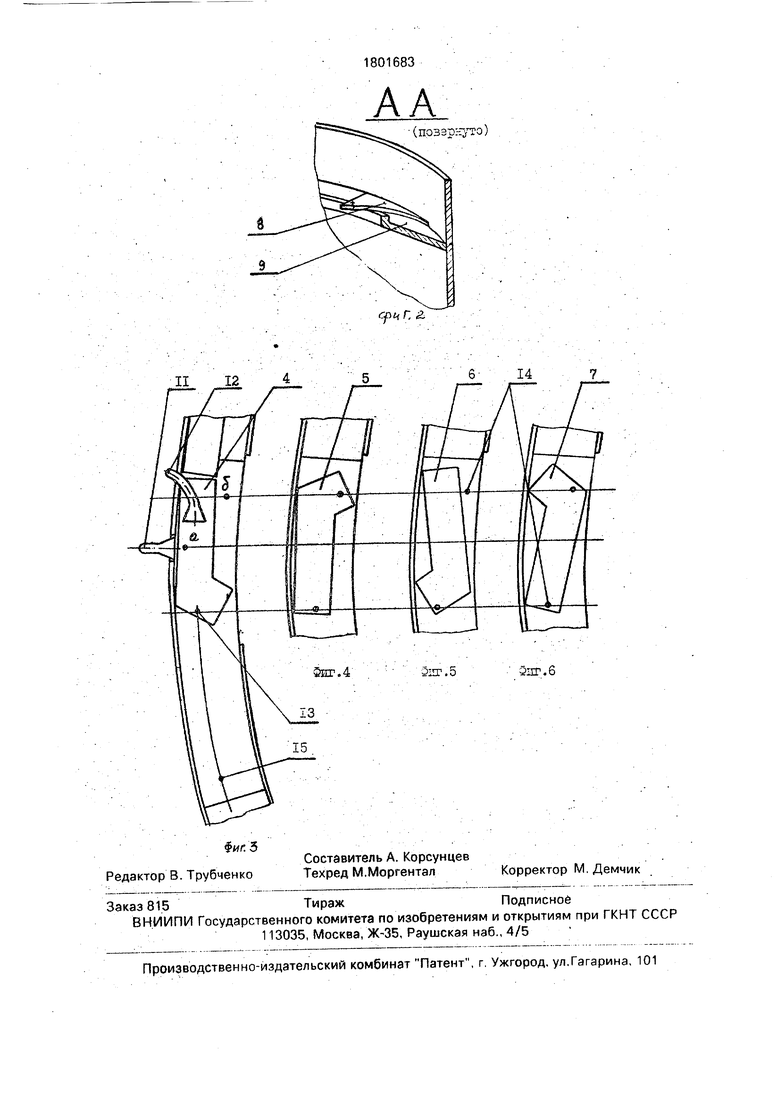
На фиг.1 - общий вид устройства; на. фиг.2 - разрез по А-А на фиг.1; на фиг.З - сортирующее устройство; на фиг.4, 5, 6 - положение заготовок в сортирующем устройстве.
Устройство состоит из вибробункера 1 с
лотком 2; заготовок 3 занимающих на лотке
,2 положения 4, 5, 6, 7 (см.фиг.З, 4, 5, 6),
сбрасывателя 8, закрепленного на лотке 2 и
образующего с лотком 2 щель 9 для пропуска только одного нижнего слоя заготовок, сортирующего устройства 10, содержащего привод 11 (например, пневмосопло) для сбрасывания заготовок занявших в сортиру ющем устройстве неправильное положение, привод 12 (например, пневмосопло) для ускоренного перемещения заготовок занявших правильное положение перемещения заготовок занявших правильное положение датчик 13, выдающий в систему управления сигнал на момент проведения контроля положения заготовки, датчики 14, расположенные в зависимости от формы заготовки, датчик 15, выдающий в систему управления сигнал об освобождении на лотке 2 места для следующей заготовки, занимающей в сортирующем устройстве правильное положение и окно 16 в буртике 17, через которое производится удаление заготовок.
Устройство работает следующим образом.
00
о
|Ј
09 СА
При включении вибробункера 1 заготовки 3 поступают на лоток 2 и произвольно движутся по лотку 2 в условиях вибрации. Вследвие того, что лоток 2 расположен наклонно по отношению к вертикальной оси чаши вибробункера как это видно на фиг.2, заготовки скатываются по наклону под действием силы тяжести заготовок и стремясь занять устойчивое положение на лотке выстраиваются длинной стороной по ходу движения.
Через щель 9, образованную упором 8 и лотком 2, проходят только заготовки занявшие устойчивое положение, остальные скатываются по наклонной поверхности упора 8 в бункер, так же скатываются в бункер все верхние слои заготовок, когда заготовки идут по лотку в несколько слоев.
После прохождения щели по лотку 2 заготовки движутся только длинной стороной по ходу движения т.е. в 4-х возможных положениях 4, 5, б, 7.
Положение 4 заготовок условно принято за правильное, т.е. такое, которое на выходе с лотка 2 вибробункера соответствует заданному.
Заготовка вошедшая в сортирующее устройство 10 в любом из положений 4, 5, 6, 7 действует на датчик 13 (например, перекрывает луч диодной пары).
Датчик 13 выдает сигнал на контроль положения заготовки в момент срабатывания датчика 13, а система управления в этот момент опрашивает датчики 14, количество и место расположения которых выбрано так, что сочетание перекрытых заготовкой и неперекрытых датчиков для заготовки в положении 4 отличается от сочетания перекрытых и неперекрытых датчиков заготовкой в положениях 5, 6, 7. Например, для заготовки данной формы в положении 4. (см.фиг,3,4,5,6):
датчик а - закрыт
датчик б - открыт заданное сочетание .в положении 5
датчик а - закрыт
датчик б - закрыт в положении 6
датчик а - открыт
датчик б - открыт в положении 7
датчик а - открыт
датчик б - закрыт.
Датчик 14 могут быть установлены на сменных пластинах или размещены постоянно в виде сетки, тогда для переналадки на другую заготовку в систему управления включаются только выбранное из общего количества на сетке. Если заготовка вошла в сортирующее устройство 10 в положении 5, 6, 7, то в момент срабатывания датчика 13 система управления получает отличный от заданного сигнал от датчиков 14 и привод
11 сбрасывает заготовку в бункер через окно 16 в буртике 17 (например, с помощью пневмосопла).
Если заготовка вошла в сортирующее
устройство 10 в заданном положении 4, то система управления получает сигнал не отличающийся от заданного и включает привод 12 на ускоренное перемещение заготовки по ходу ее движения (например, с
помощью пневмосопла), но привод 12 включается только в том случае, если датчик 15 не закрыт предыдущей заготовкой, т.е. на лотке 2 имеется свободное место, освободившееся в результате потребления ориен5 тированных заготовок рабочей машиной (например, механическая рука робота по- . стоянно забирает с конца лотказаготовки и закладывает их в пресс или кассету).
Если датчик 15 перекрыт заготовкой,
0
т,е. лоток после сортирующего устройства
10 заполнен заготовками в заданном положении 4, то система управления включает привод 12 и заготовка сбрасывается в бункер, хотя она находилась в заданном лоло- 5 жении 4. После сбрасывания заготовок приводом 11 или ускоренного ( выше скорости транспортировки вибробунюера) пере-, мещения гю ходу движения заготовок приводом 12 в сортирующем устройстве об0
разуется разрыв в цепи движущихся одна за
другой заготовок (которые в вибробункерах практически движутся неразрывно подталкивая одна другую), датчик 13 освобождается на время прихода следующей заготовки
5 и система управления включается на конт: роль следующей заготовки.
Таким образом, поток движущихся заготовок по лотку 2 вибробункера до сортирующего устройства 10 не останавливается,
0 заготовки в положениях 5, 6,7 (любых кроме заданного) непрерывно сбрасываются, а заготовки в заданном положении 4 продвигаются из сортирующего устройства 10 по ходу движения заготовок по мере их потреб5 ления(например,рукой робота закладывающего их в пресс).
Применение предлагаемого изобретения позволяет получить на выходе лотка вибробункера заготовки несимметричной
0 формы в заданном положении.
Вибробункер освоенный отечественный промышленностью УСБЗ-01.01 выдает 140 деталей в минуту и при использовании в среднем каждой четвертой заготовки сор5 тирующее устройство выдает 35 заготовок в минуту, что в 1,4 раза выше, чем производительность одного оператора, кроме того один оператор в этом случае обслуживает 3 комплекса: Экономия от сокращения численности операторов и оборудования составляет 30 тысяч рублей в год на каждые три внедренных комплекса.
Формула изобретения Устройство для поштучной выдачи заготовок в ориентированном положении, содержащее вибробункер, выполненный в виде стакана для размещения заготовок ус- тановленного вертикально, спиральный винтовой лоток для перемещения заготовок, закрепленный на внутренней боковой стороне стакана, сбрасыватель, закрепленный на внутренней боковой стороне стакана и расположенный над лотком с образованием паза для прохода заготовки, и узел сортировки заготовок, расположенный за сбрасывателем по ходу перемещения заготовок, отличающееся тем, что, с целью расширения технологических возможностей путем ориентировованной выдачи плоских несимметричных заготовок и повышения производительности процесса выдачи, лоток выполнен с буртиком со стороны, противоположной зоне его крепления к стакану, и с участком, имеющим продольный паз в буртике, расположенным за сбрасывателем по ходу перемещения заготовок, узел сортирования выполнен в виде привода принудительного перемещения заготовок по лотку, расположенного между сбрасывателем и участком лотка с продольным пазом в буртике, привода сбрасывания
0 заготовок с лотка через продольный паз в буртике, датчиков контроля ориентированного положения заготовок в лотке, расположенных на участке лотка, имеющем продольный паз в буртике, датчика наличия
5 заготовок на участке лотка, имеющем продольный паз в буртике, расположенного за датчиками контроля ориентированного положения заготовок по ходу перемещения заготовок, и датчика контроля наличия заго0 товок в лотке, расположенного за участком лотка, имеющим продольный паз в буртике по ходу перемещения заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентированной подачи плоских несимметричных заготовок | 1990 |
|
SU1724543A1 |
| Устройство для ориентации деталей | 1983 |
|
SU1102071A1 |
| Устройство для выдачи ступенчатых цилиндрических заготовок | 1981 |
|
SU961921A1 |
| Устройство поштучной выдачи длинномерных заготовок из сортового проката | 1989 |
|
SU1632584A1 |
| Устройство для ориентации деталей | 1986 |
|
SU1412025A2 |
| Загрузочное устройство | 1985 |
|
SU1268369A1 |
| Загрузочное устройство | 1991 |
|
SU1821332A1 |
| Загрузочно-ориентирующее устройство | 1985 |
|
SU1340985A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| Устройство для ориентации радиодеталей, преимущественно конденсаторов цилиндрической формы с однонаправленными выводами | 1986 |
|
SU1510113A1 |
Изобретение может быть использовано для ориентирования заготовки сложной формы перед подачей ее в зону обработки. Устройство содержит вибробункер со спиральным лотком, снабженным буртиком и участком, имеющим продольный паз в буртике, сбрасыватель, по наклонной поверхности которого соскальзывают в бункер заготовки идущие вторым слоем. После сбрасывателя заготовки движутся в один слой. При перекатывании заготовкой датчика система управления опрашивает датчики и по сочетанию сигналов датчиков заготовки в положении ином, чем заданное, по команде системы управления сбрасываются с лотка приводом (например, пневмосоплом). 6 ил.
Фиг. I
$ил 3 Редактор В. Трубченко
Составитель А. Корсунцев
Техред М.МоргенталКорректор М, Демчик
| ME.Зубцов.Листовая штамповка, М.: Машиностроение | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
