1 Изобретение относится к изготовлению пневматических шин и предназначено для изготовления покрышек пневматических шин методом литьевого прессования из эластомерных .смесей с усиливающими волокнами. Известна литьевая форма для покрышек пневматических шин, содержащая верхнюю и нижнюю полуформы с соосными кольцевыми загрузочными камерами, расположенными в теле полуформ на оформляющих боковины покрышки участках, литьевые плунжеры с рабочими торцами по форме внутренней поверхности полуформ в месте загрузочных камер и жесткий тороидальный сердечник 1 J , Наличие двух плунжеров и индивидуальных приводов для их (перемещения усложняет конструкцию формы и приводит к увеличению усилий литьевого прессования. Кроме того, загрузочные камеры имеют цилиндрические стенки, что может привести к заклиниванию плунжеров. Наиболее близкой к предлагаемой по технической сущности и достига-емому эффекту является литьевая фор ма для покрышек пневматических шин, которая содержит нижнюю полуформу с расположенной в зоне экваториальной плоскости покрышки загрузочной камерой, .имеющей конический заходный участок, верхнюю полуформу, расположенный по ее периферии кольц вой литьевой плунжер и жесткий торо идальный сердечник 2, В известной форме плунжер жестко связан с верхней полуформой, поэтом при работе он воздействует на заготовку, находящуюся в загрузочной камере, и вызывает течение материал в формующую полость в положении, ко да зазоры между тороидальным сердеч ником и формообраз; щими поверхностями полуформ в зоне верхней и ниж ней боковин покрышки неодинаковы. Вследствие этого скорости течения материала в этих зонах также неодинаковы, что вызывает разную степень ориентации армирующих волокон и при водит к изготовлению покрышек с неравноценными свойствами боковин, чт снижает качество покрышек. Цель изобретений - повышение качества покрышек пневматических шин за счет обеспечения равноценных свойств их обеих боковин. Поставленная цель достигается тем, 4то в литьевой форме для покрышек пневматических шин, содержащей нижнюю .полуформу с расположенной в зоне экваториальной плоскости покрышки загрузочной камерой, имеющей конический заходный участок, верхнюю полуформу, расположенный по ее периферии кольцевой литьевой плунжер с внутренней боковой стенкой, соответствующей по форме половине коронной части покрышки, и жесткий тороидальный сердечник, литьевой плунжер установлен с возможностью аксиального перемещения относительно верхней полуформы, Такое конструктивное выполнение литьевой формы обеспечивает возможность при работе формы сначала установить заданный одинаковый зазор между тороидальным сердечником и оформляющими боковины поверхностями верхней и нижней полуформ, а затем заполнять формующую полость эластомерной смесью при воздействии на заготовку плунжером. Таким образом обеспечиваются одинаковые скорости течения смеси при формовании боковин И Их равноценные свойства. На чертеже изображена предлагаемая литьевая форма. Литьевая форма содержит нижнюю полуформу 1 с загрузочной камерой 2, имеющей конический заходный участок О , верхнюю полуформу 3 и жесткий тороидальный сердечник , образованный секторами. По периферии верхней полуформы расположен кольцевой, литьевой плунжер 5 с внутренней боковой стенкойеГ, соответствующей rto форме, половине коронной части покрышки. Плунжер 5 установлен с возможностью аксиального перемещения относительно верхней полуфорк 1 3. При работе верхняя полуформа 3 соединяется с нижней полуформой 1 при помощи болтов 6, Для предотвращения за|Клинивания плунжера конический заходный участок а загрузочной камеры выполнен с углом конусности oi 0 30-1°30, Высота Н цилиндрической масти загрузочной камеры должна быть равна или быть несколько больше толщины кольцевой заготовки. Литьевая форма обогревается перегретой водой или электронагревателями. Литьевая форма работает следующим образом.
Нижняя полуформа 1 закрепляется на нижней плите пресса, а плунжер 5 - на верхней плите пресса. На нижнюю прлуформу 1 устанавливается жесткий сердечник k. На сердечник k устанавливается верхняя полуформа 3 и соединяется с нижней полуформой 1 болтами 6. В кольцевую литьевую камеру 2 поме1цается заготовка из вы соковязкой эластомерной смеси, apw рованной короткими отрезками минеральных синтетических или искусственных волокон, например резиноволокнистой. При опускании плунжера 3 под его воздействием эластомерный материал из кольцевой литьевой
03Г7 84
камеры 2 передавливается в формую-щую полость, образованную полуформами 1 и 3f жестким сердечником k и боковой поверхностью(f плунжера, и 5 заполняет ее до образования покрышки 7. После.вулканизации плунжер 5 поднимается, снимается верхняя полу форма 3 извлекается готовая покрышка 7 из нижней полуформы 2, и удаляются сегменты жеcVкого сердечника из покрышки 7
Предлагаемая литьевая форма проста по конструкции, надежна в работе и обеспечивает изготовление качественных покрышек.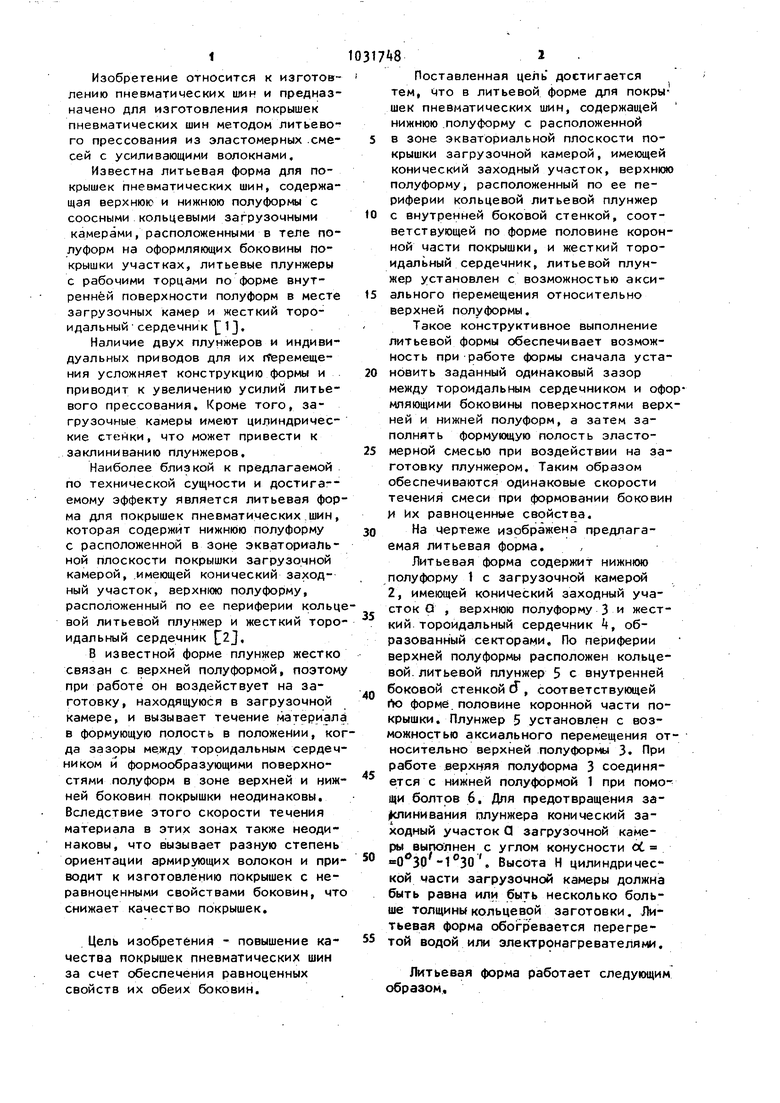

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Литьевая форма для покрышек пневматических шин | 1987 |
|
SU1452686A2 |
| Пресс-форма для литья протекторов | 1991 |
|
SU1801756A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Пресс-форма для изготовления покрышек пневматических шин литьем | 1972 |
|
SU535895A3 |
| Устройство для изготовления литых покрышек | 1981 |
|
SU1016195A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| Устройство для изготовления литых покрышек | 1983 |
|
SU1100122A2 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОКРЫШЕК ПНЕВНАТИЧЕСКИХ ШИН, содержащая нижмбю ИОЛуформу с расположенной в зоне экваториальной плоскот сти покрышки загрузочной камерой, имеюи ей конический заходный участок; верхнюю полуформу, расположенный на ее периферим кольцевой литьевой плунжер с внутренней боковойстенкой, счртвет ;твуюц1ей по фсчэме половине коронной части покрышки, и жесткий тороидальный сердечник отличающаяся тем, что, с целью повышения качества покрышек за счет обеспечения равноценных свойств их обеих боковин, литьевой плунжер установлен с возможностью аксиального перемещения относительно верхней полуфсн мы. (Л 00 4: 00 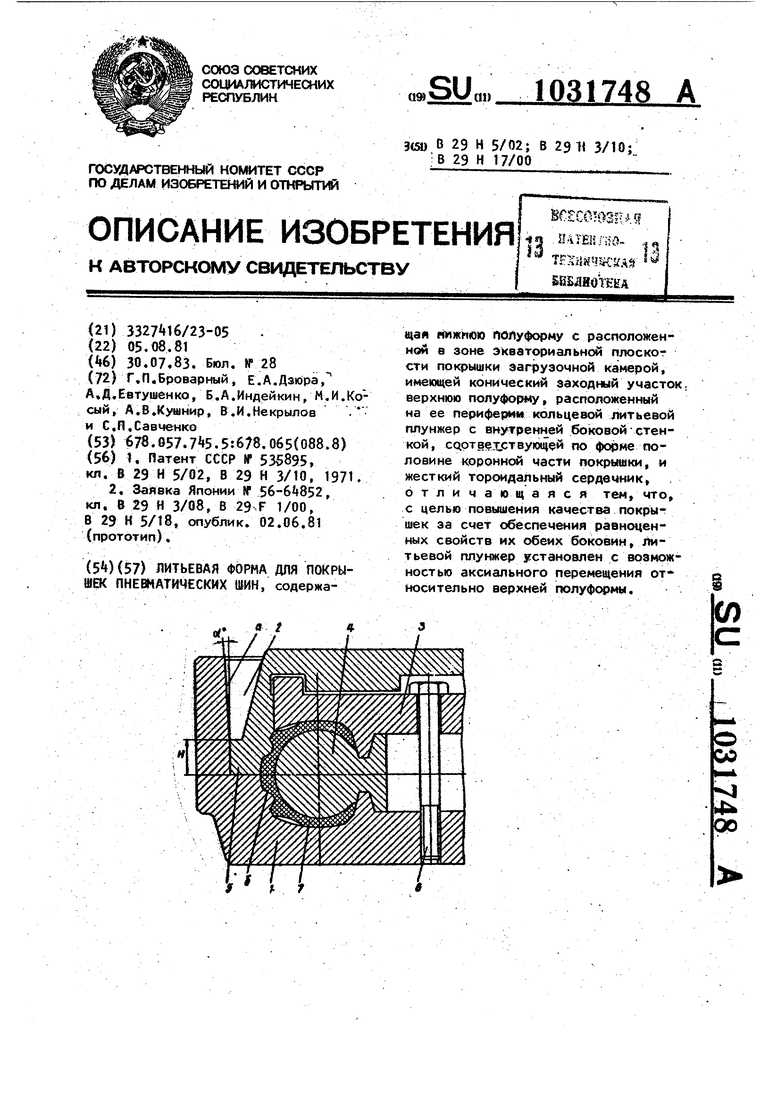
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для изготовления покрышек пневматических шин литьем | 1972 |
|
SU535895A3 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зайвка Японии № кя | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
